

 Search
Search2022 Vol. 29, No. 7
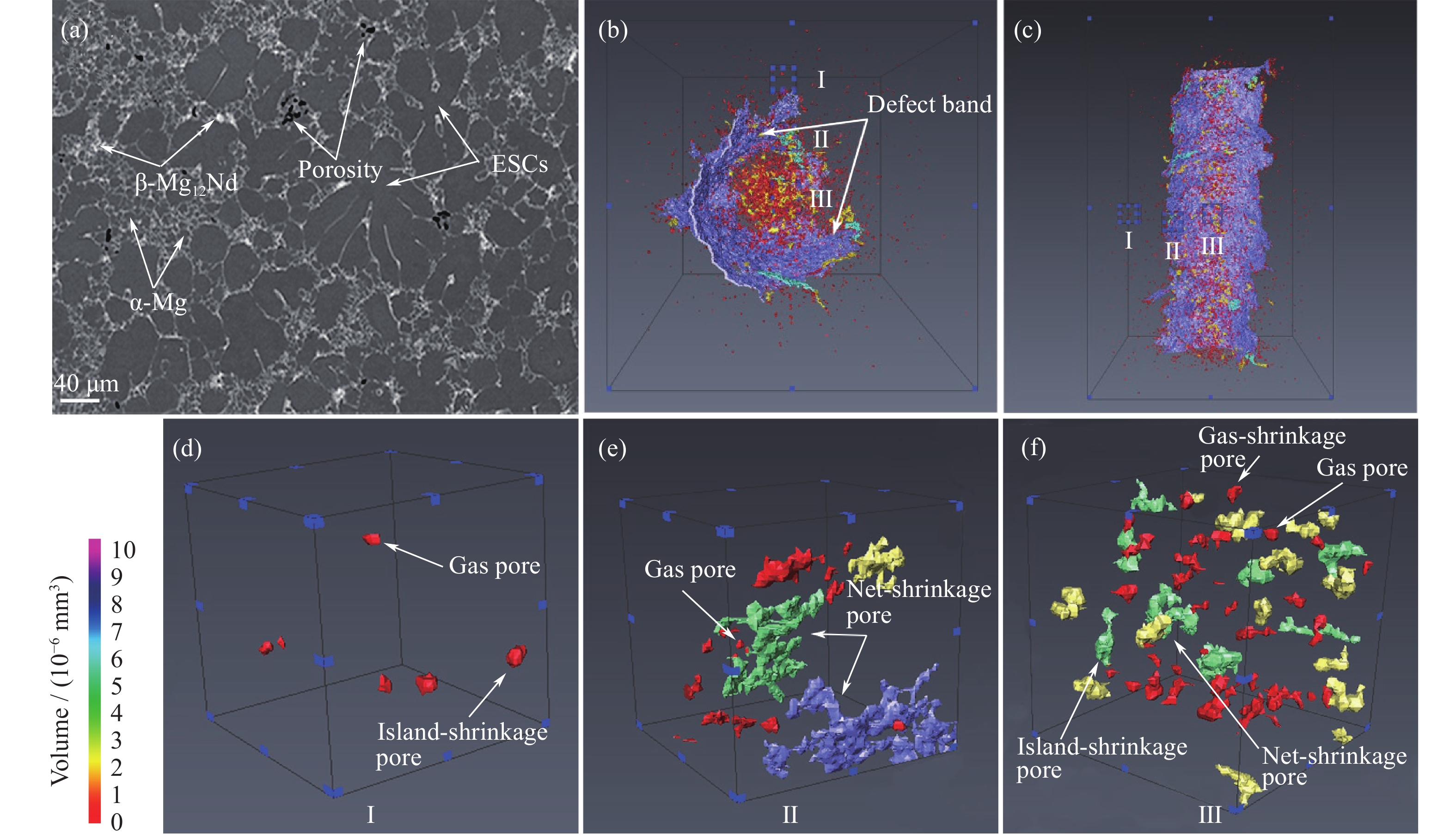
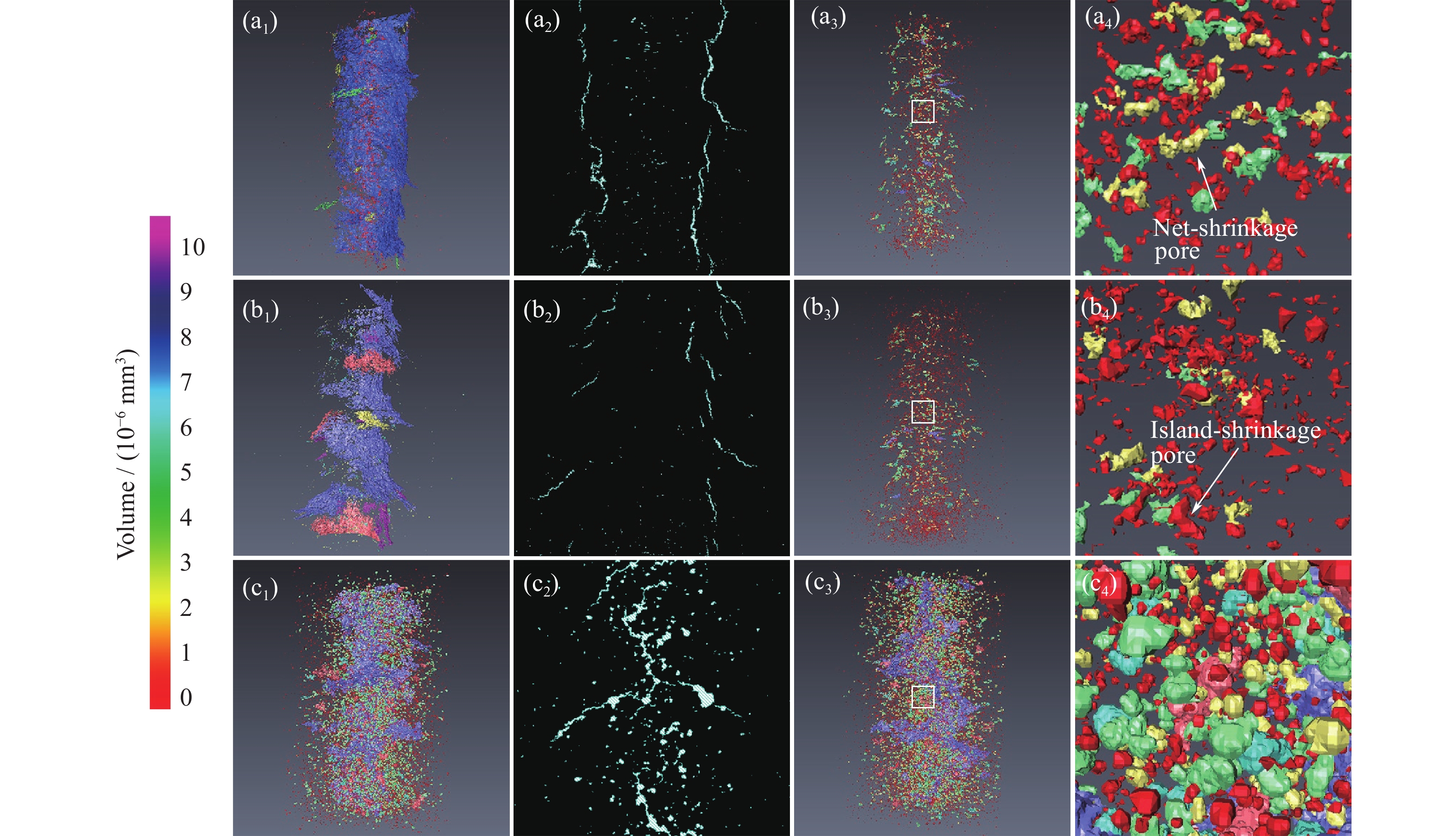
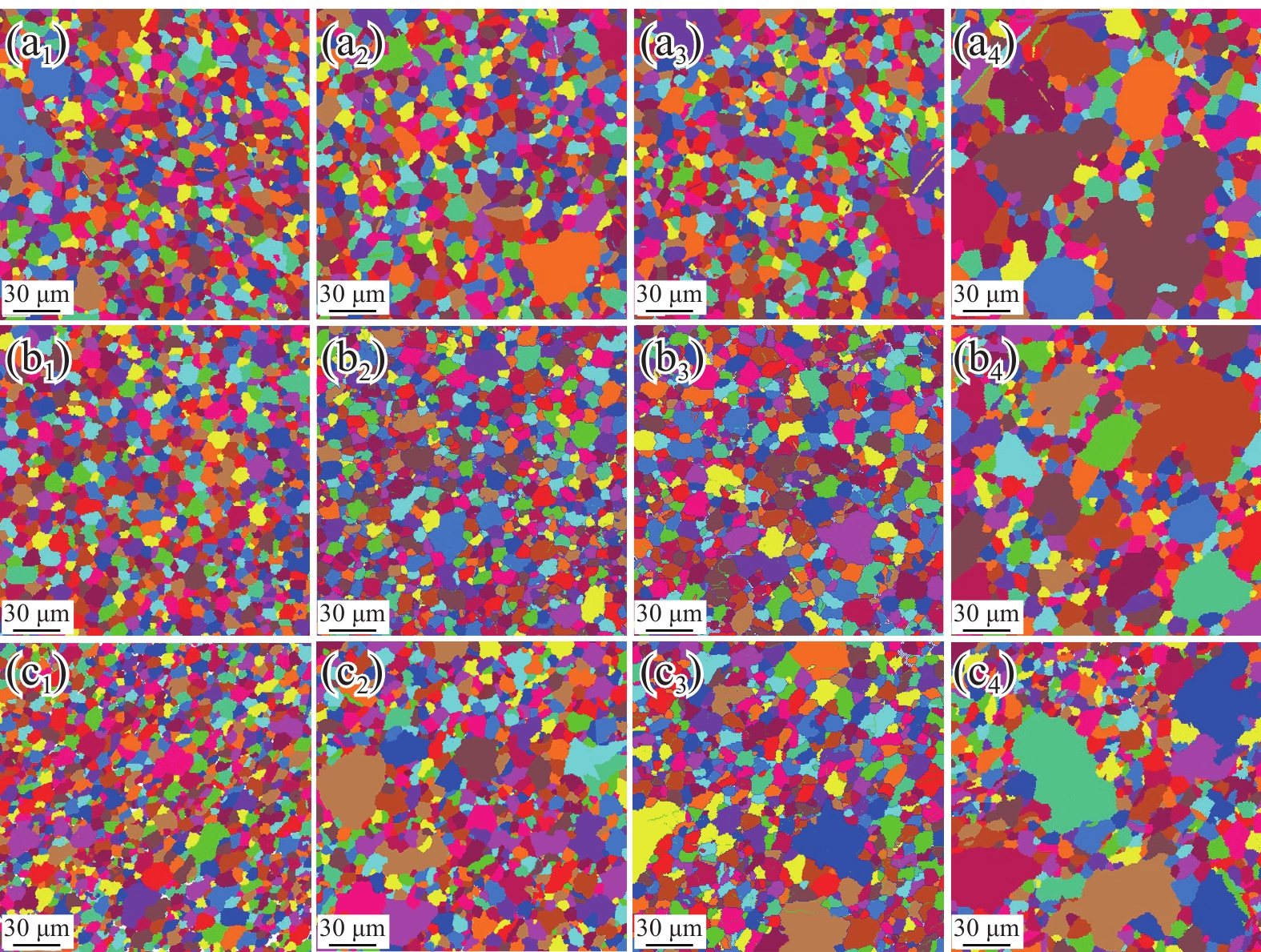
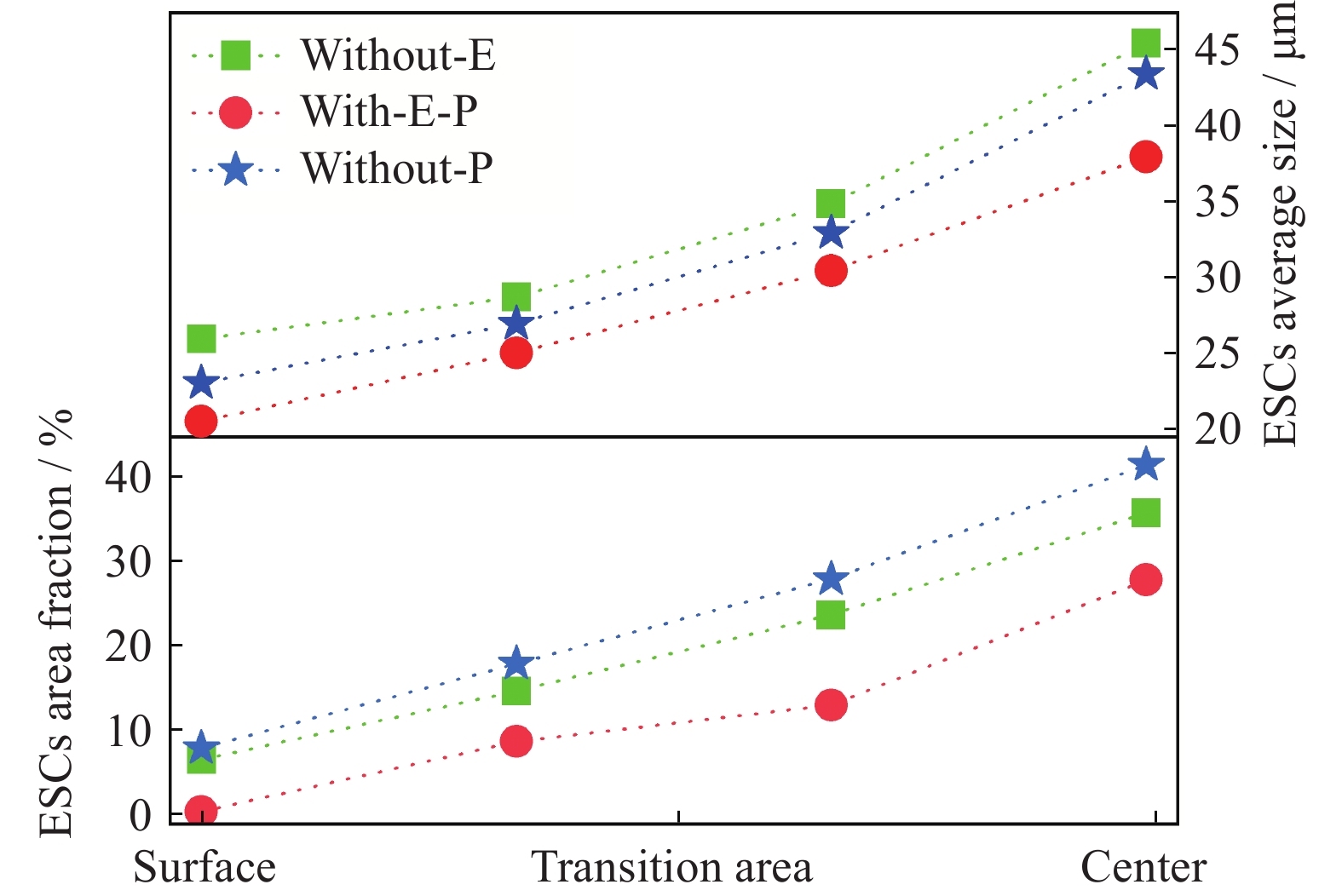
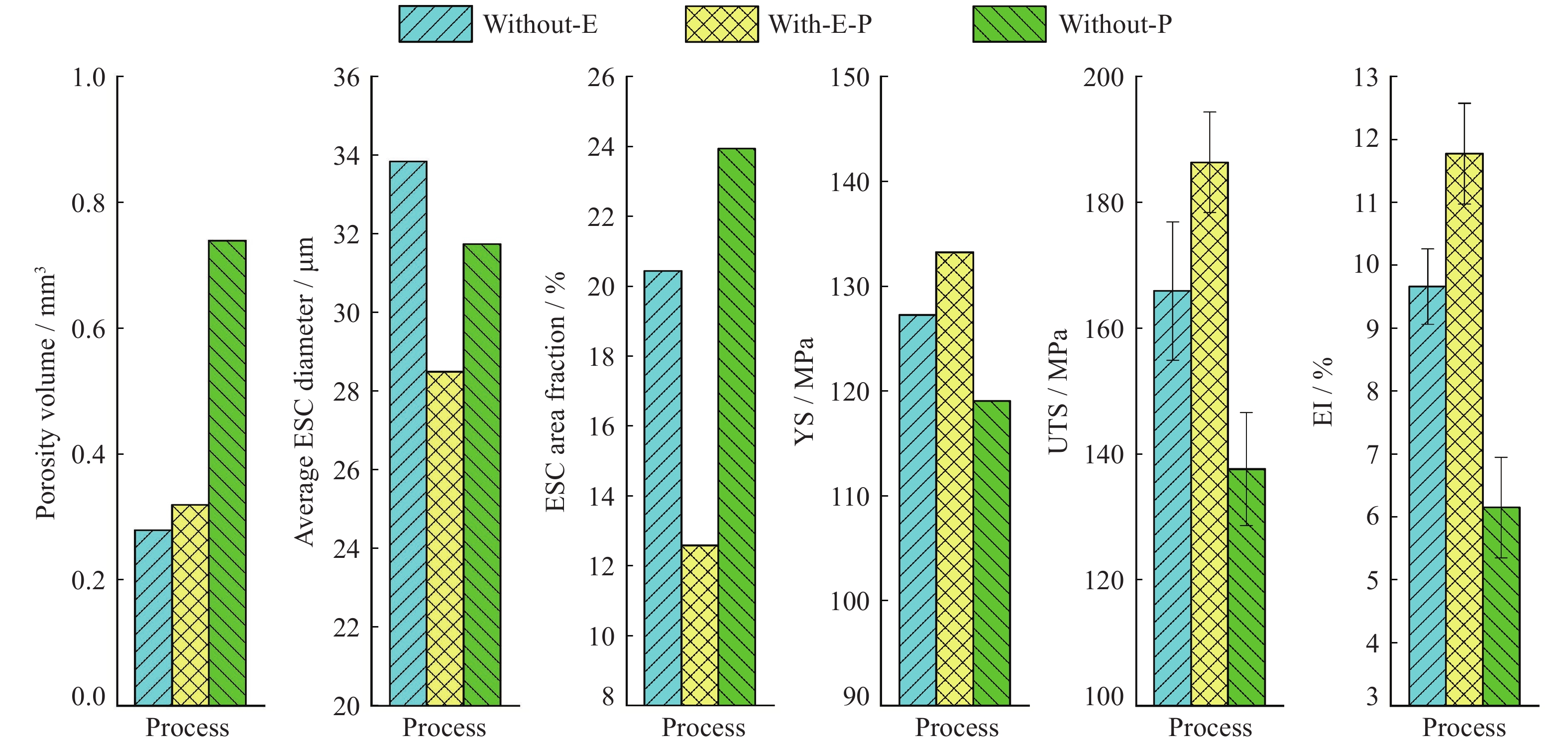
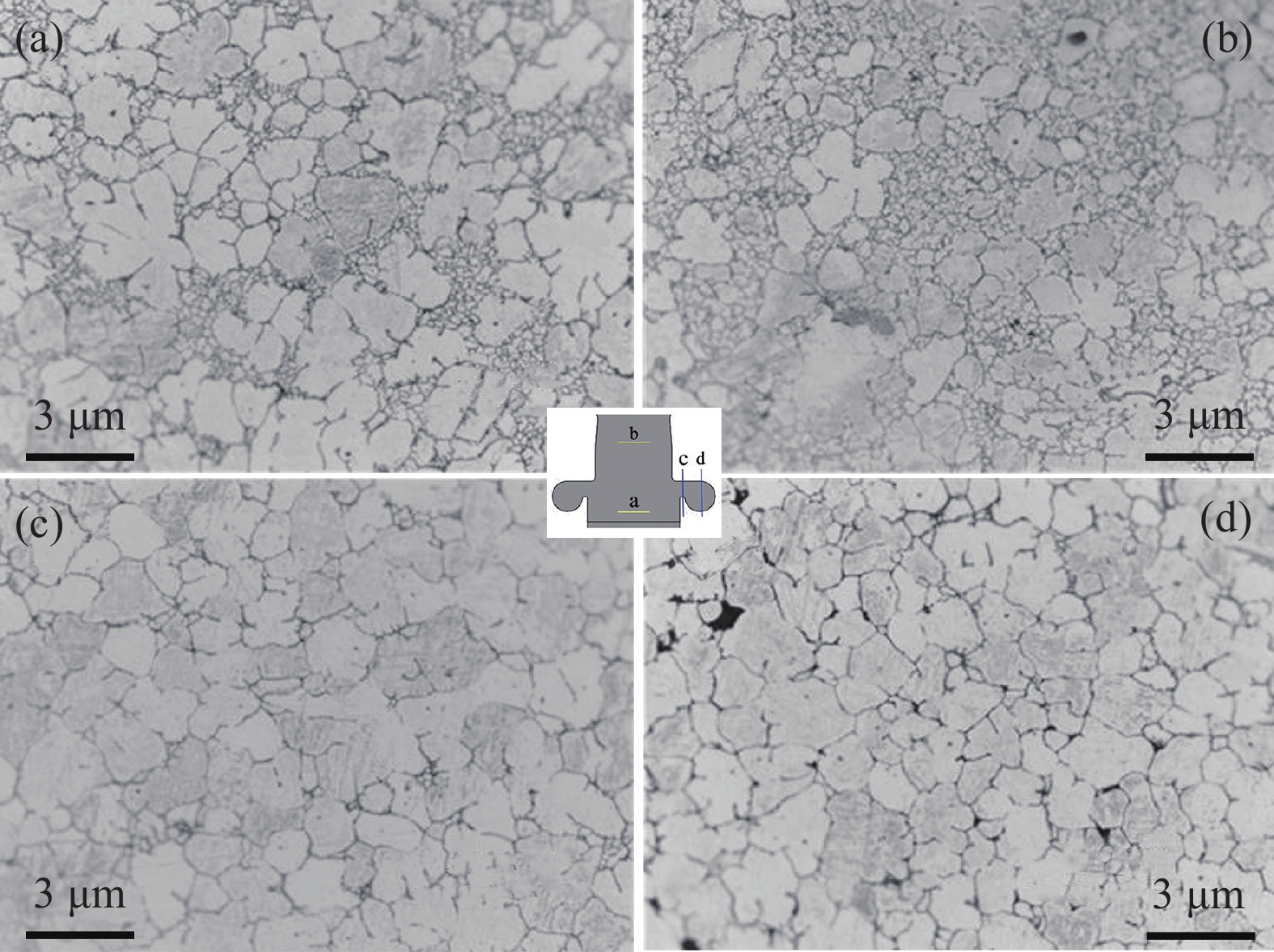
To clarify the relationship between externally solidified crystals (ESCs) and other defects, e.g., defect bands and pores, two dimensional (2D) and three dimensional (3D) characterization methods were adopted to analyze castings produced using a modified ingate system equipped with and without an ESC collector. The reduction of ESCs strongly reduced defect band width and shrinkage pore quantity. By reducing the quantity and size of ESCs, net-shrinkage pores were transformed into isolated island-shrinkage pores. We determined via statistical analysis that the mechanical properties of high pressure die castings were strongly related to the size and fraction of the ESCs rather than porosity volume. The reduction of ESCs also caused tensile transgranular fracture modes to transform into intergranular fracture modes. Additionally, casting pressurization strongly reduced pore morphology, volume, and size.



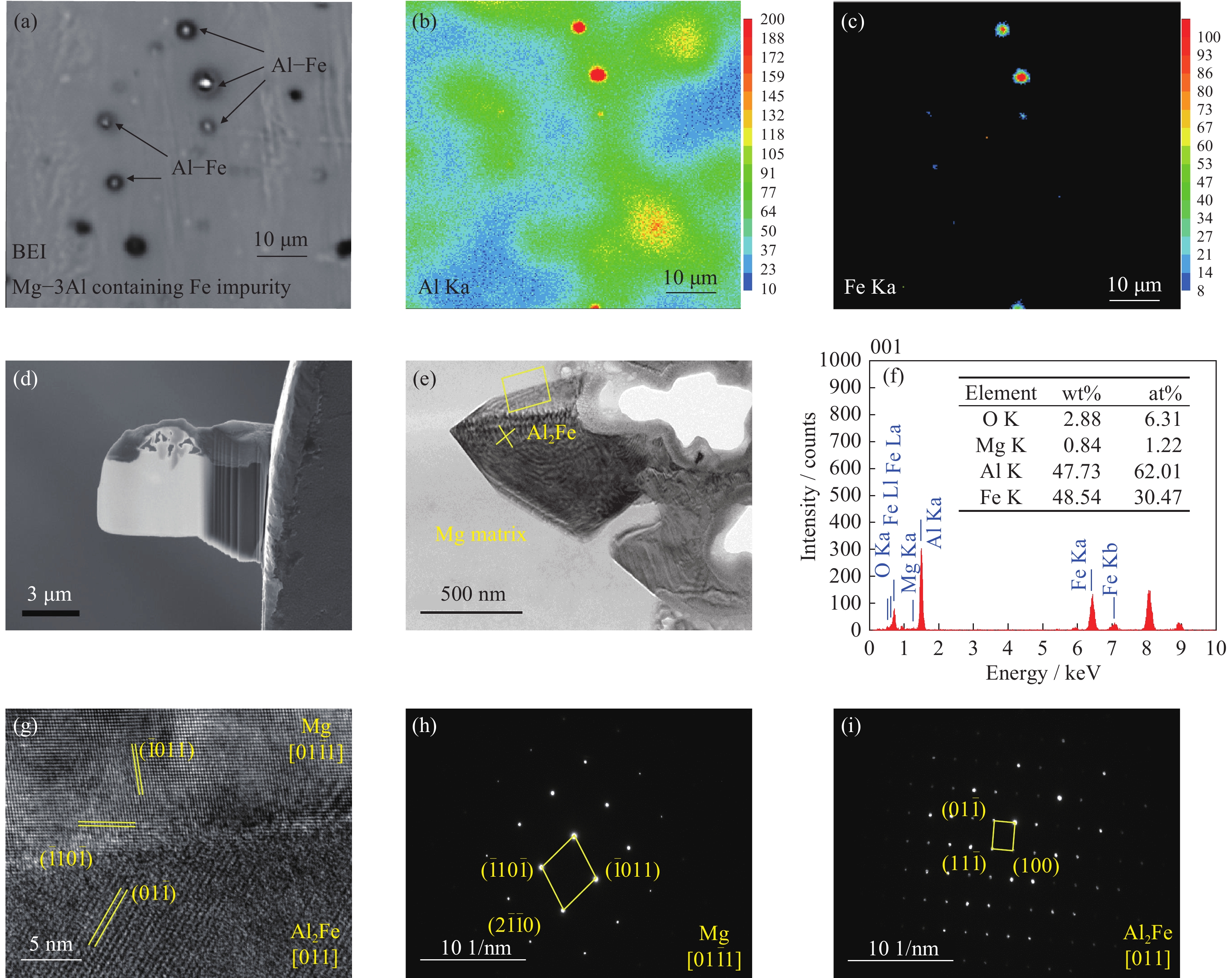
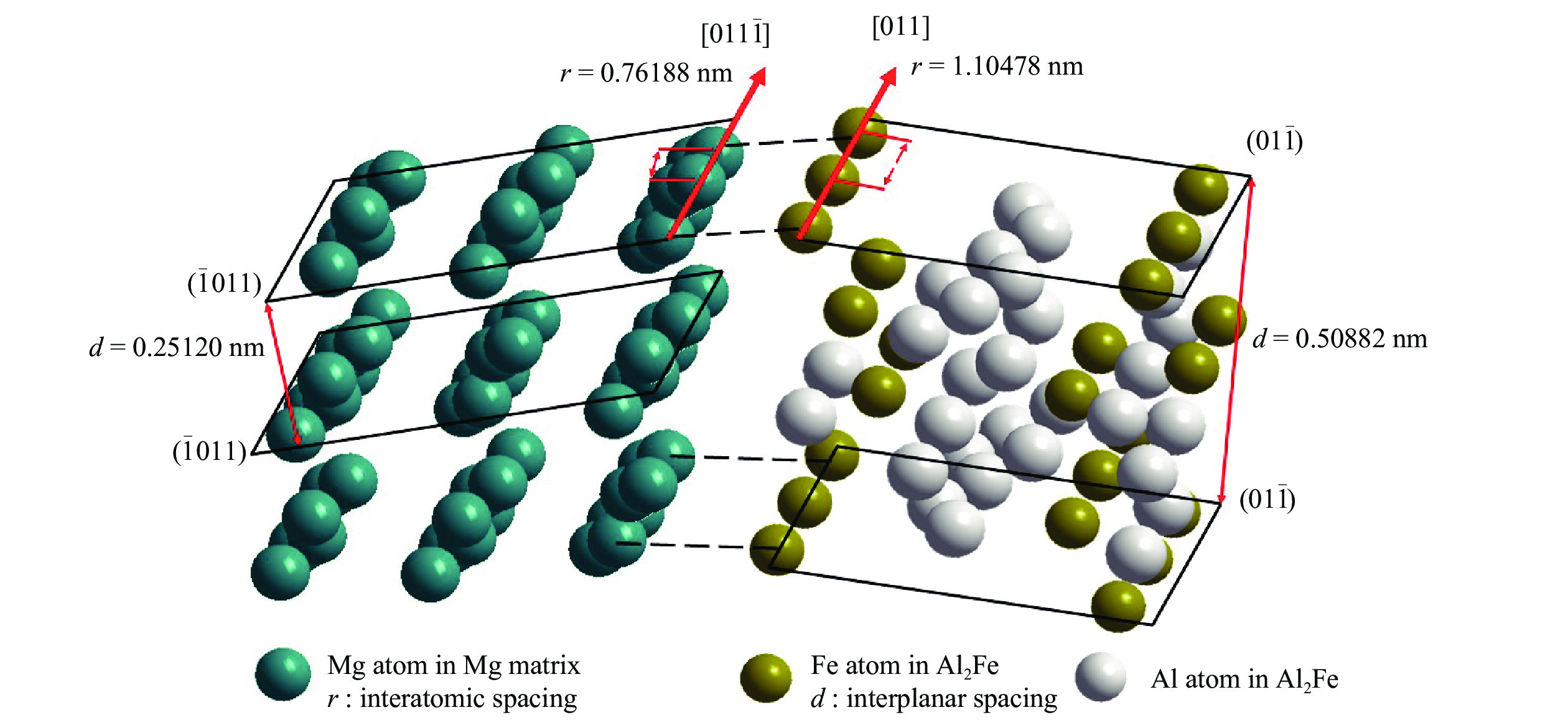
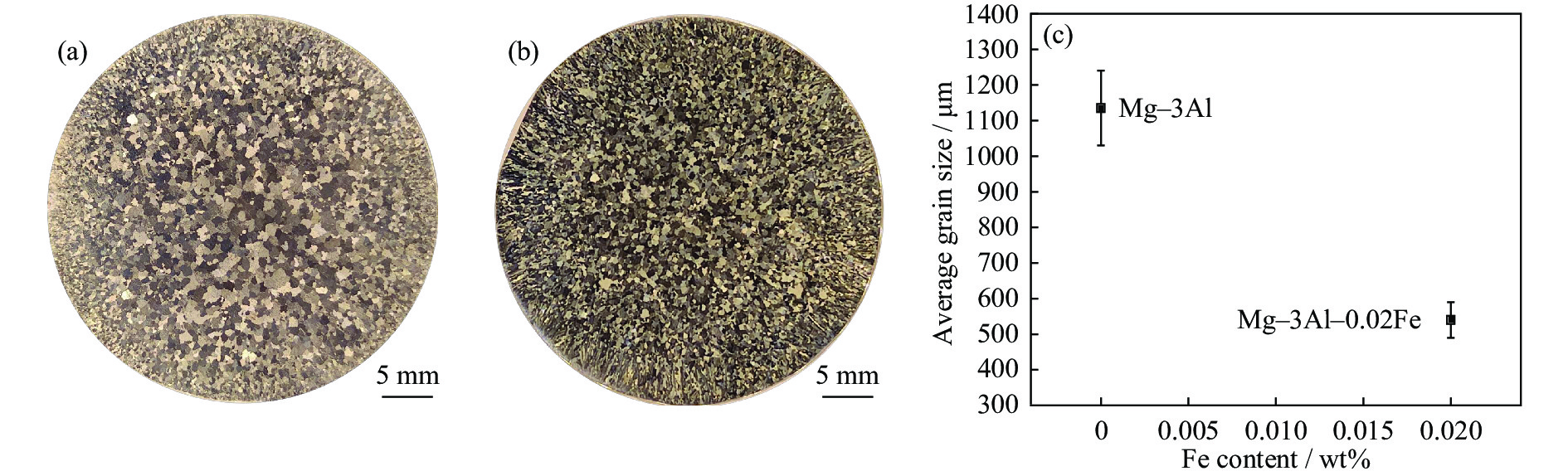
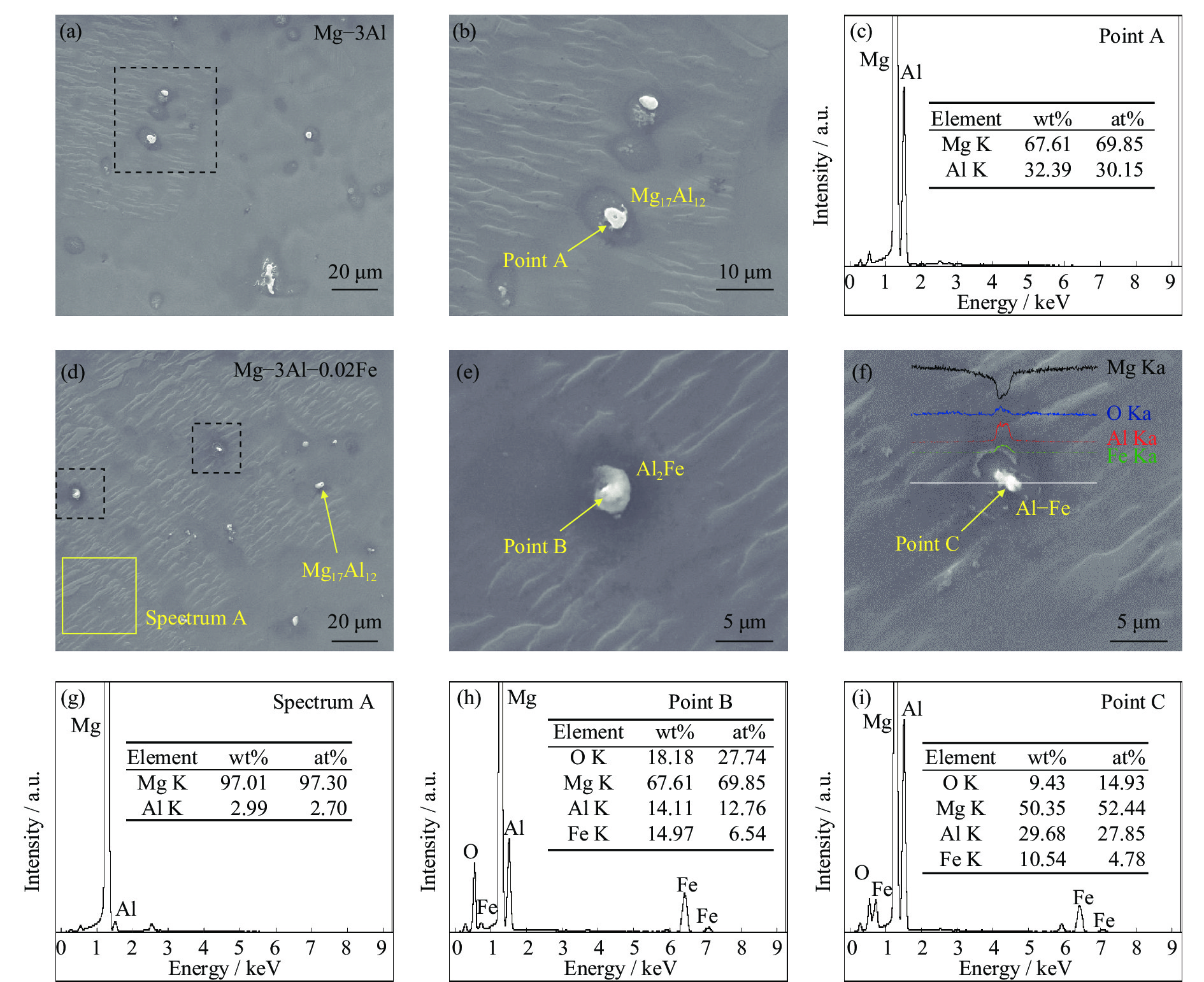
This study revealed the nucleation event and grain refinement mechanism of Mg–Al alloy induced by Fe impurity. The following orientation relationship was observed between Al–Fe particle and α-Mg matrix in the Mg–3Al alloy containing Fe impurity using a focused ion beam aided transmission electron microscope technique:

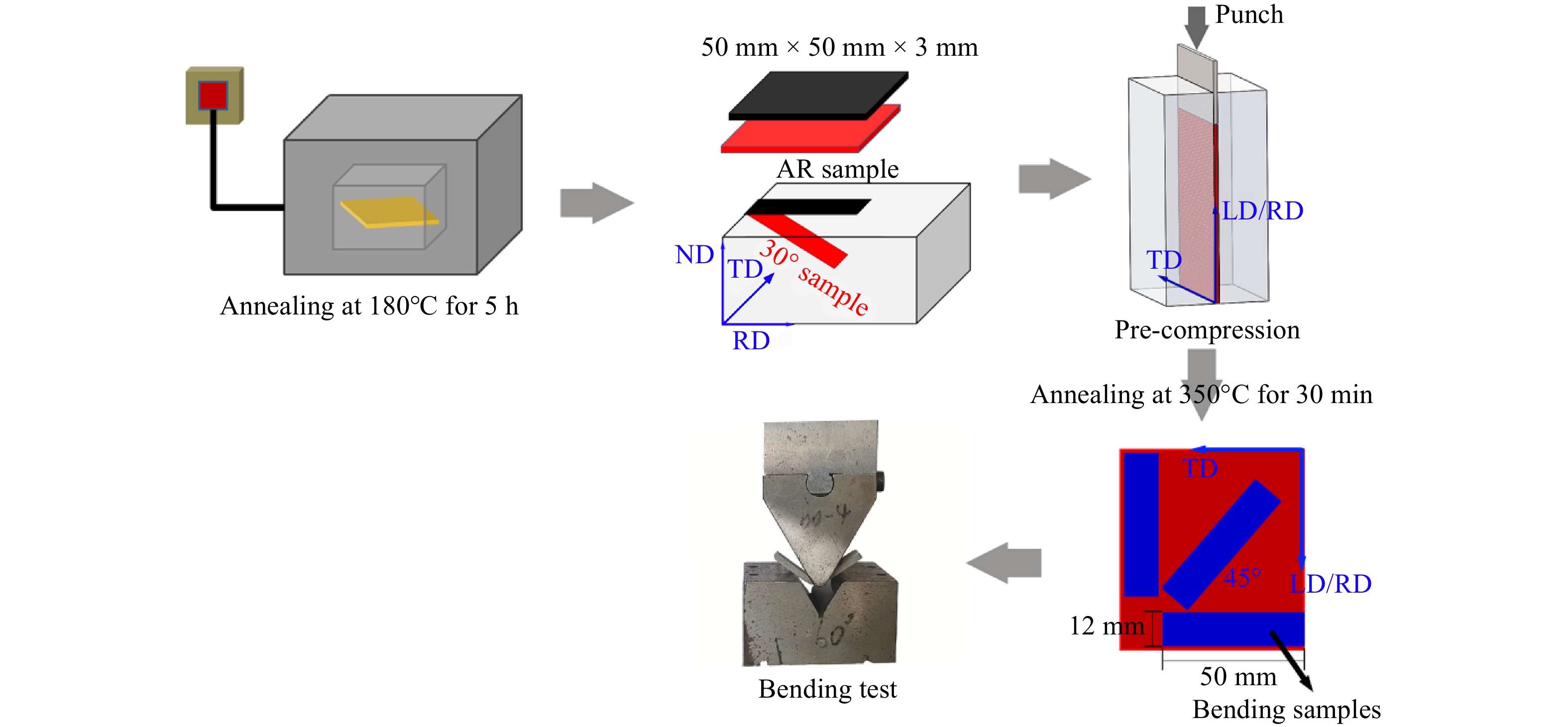
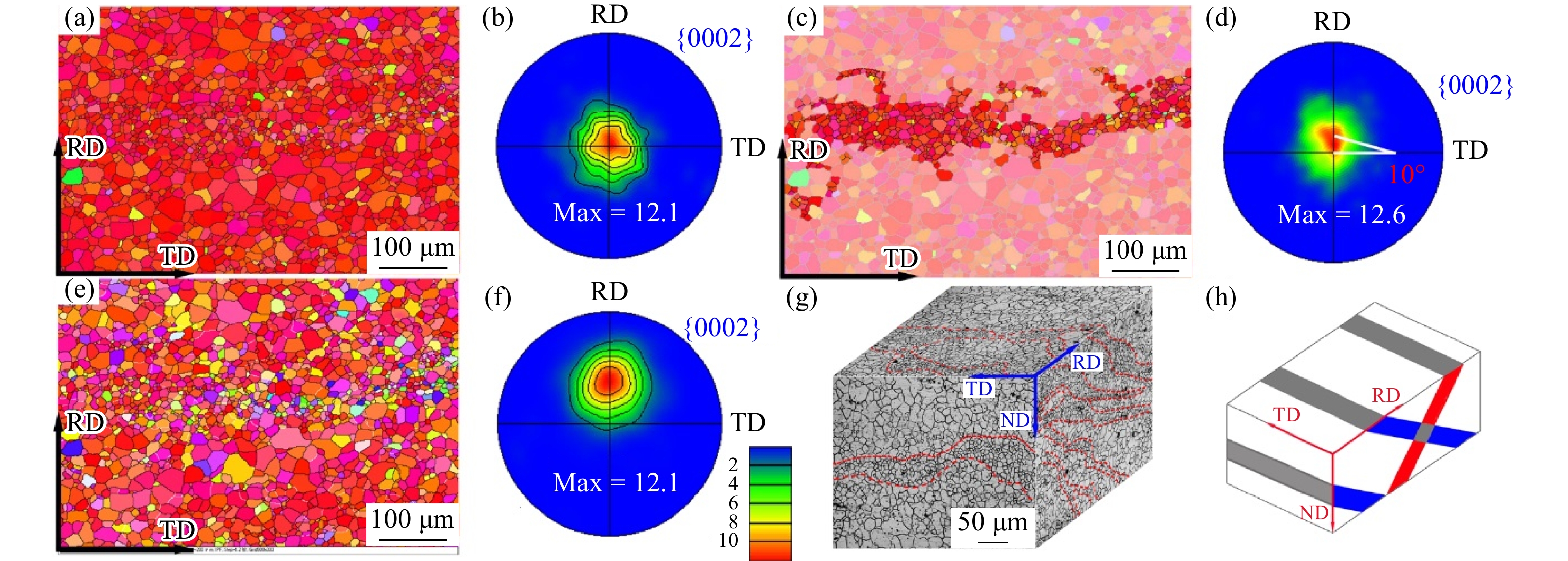
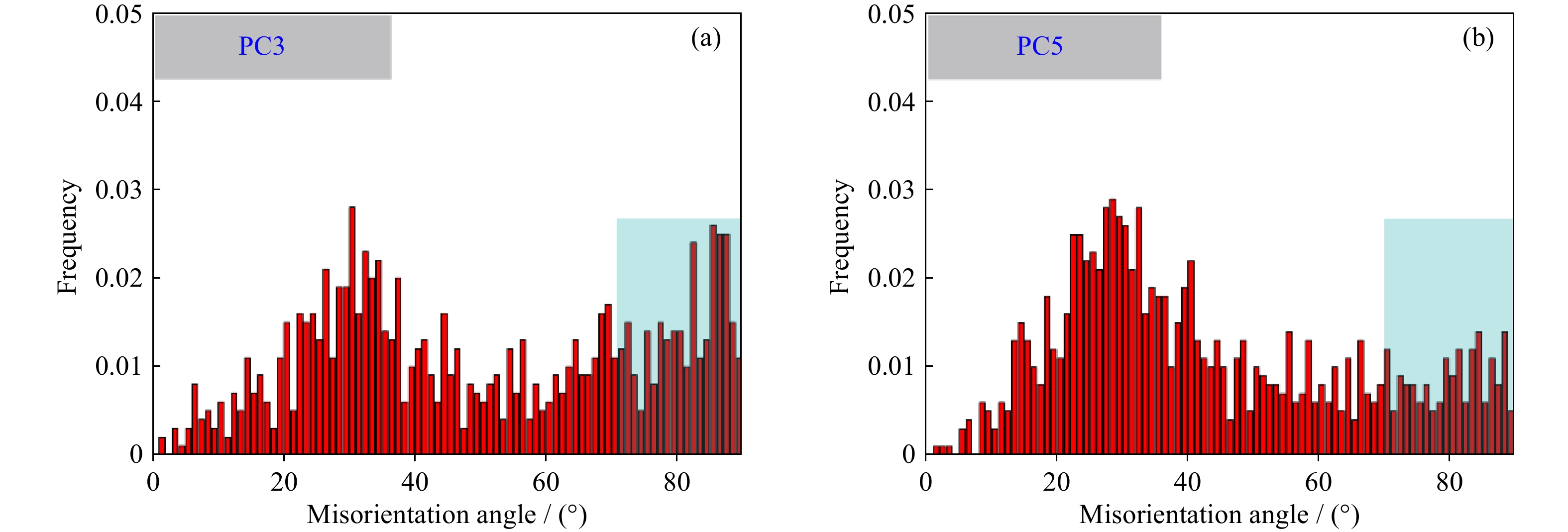
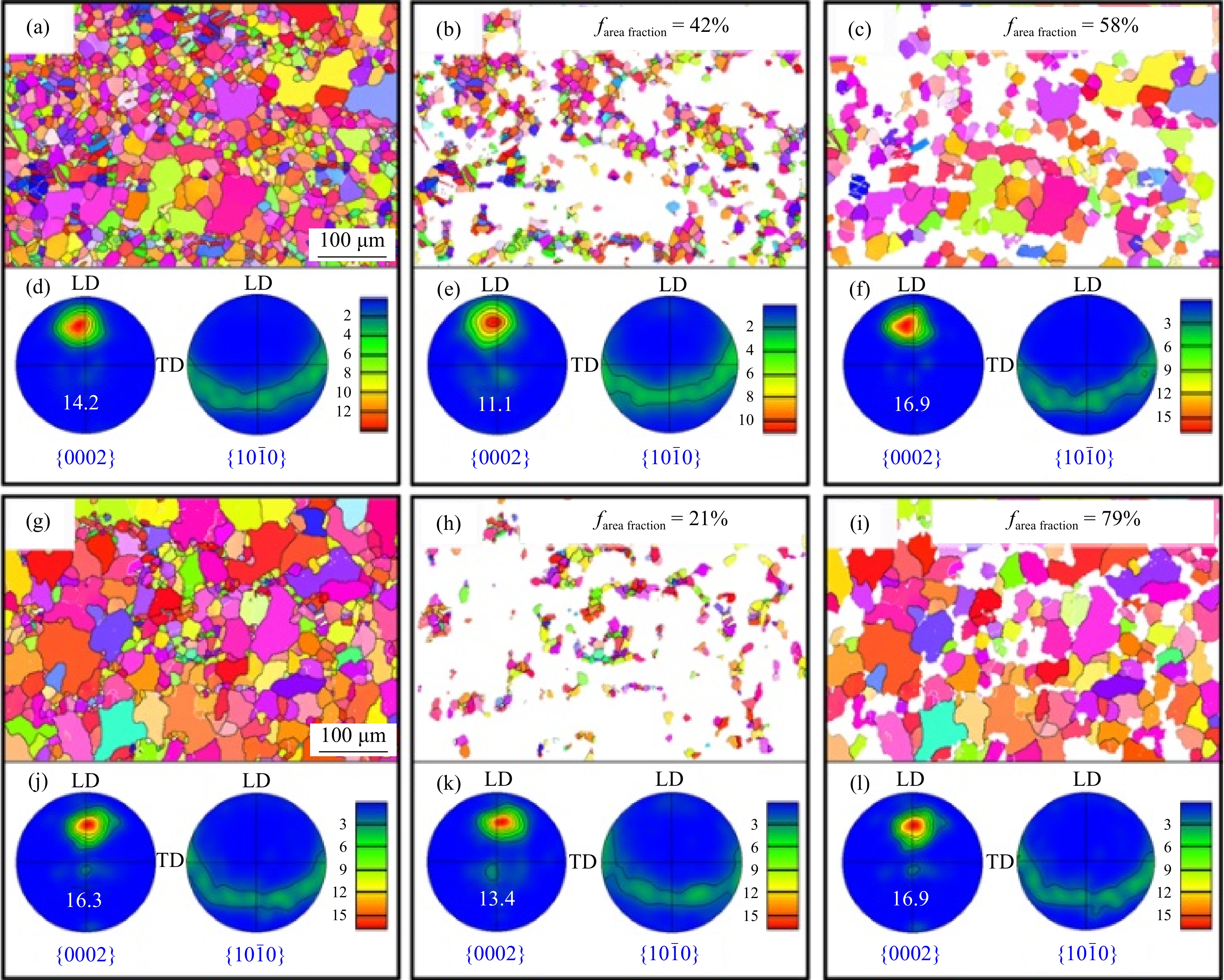
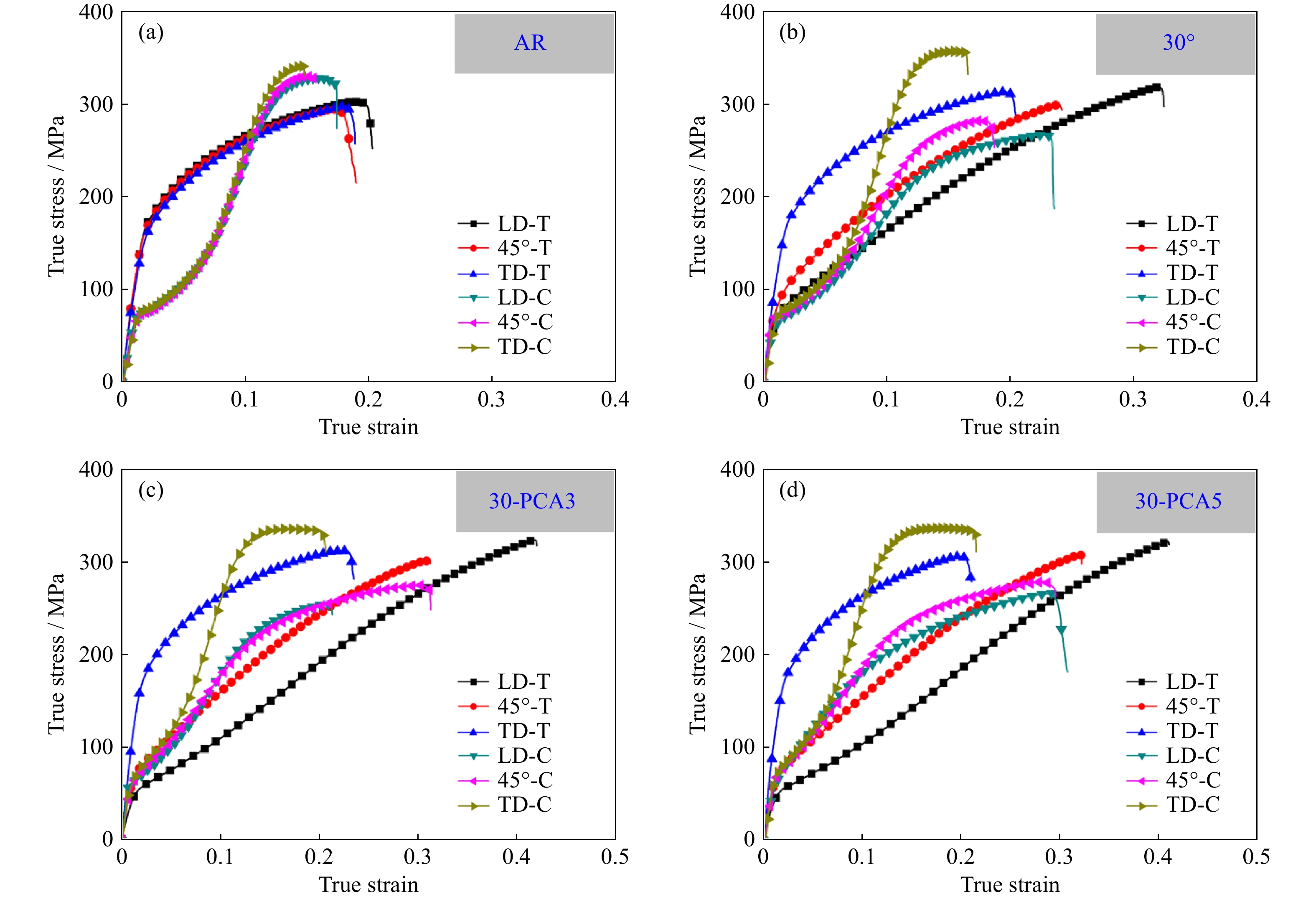
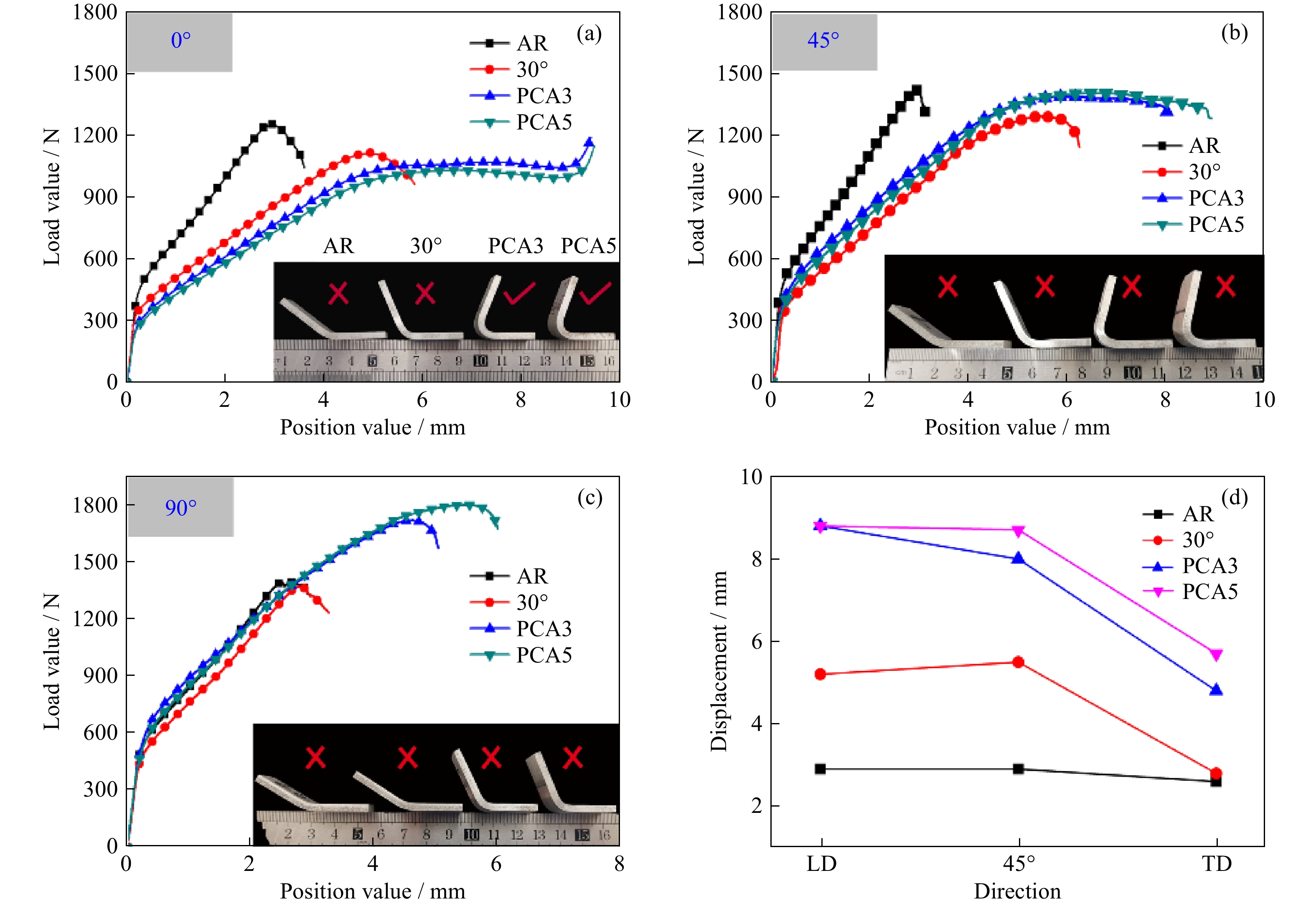
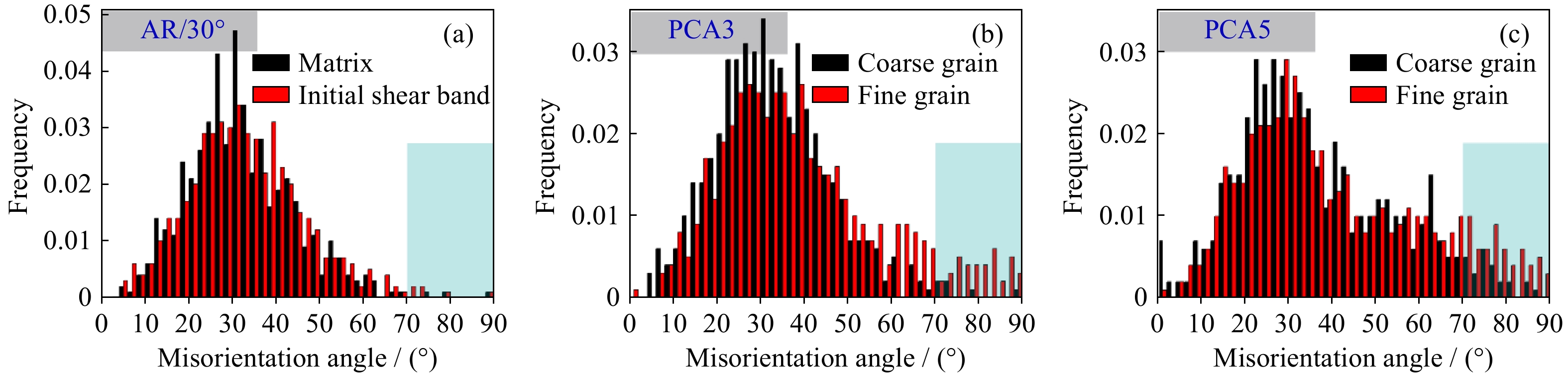
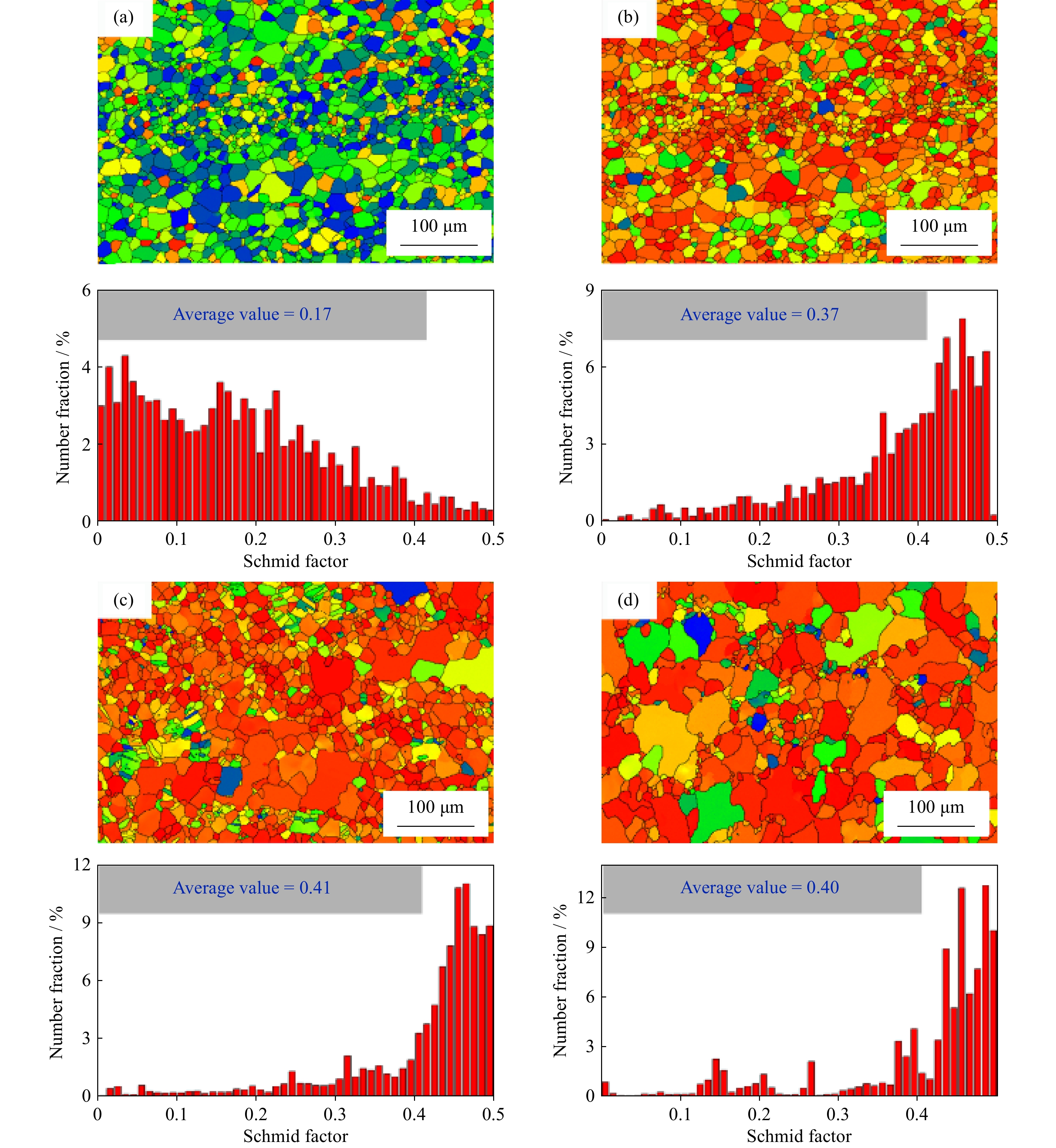
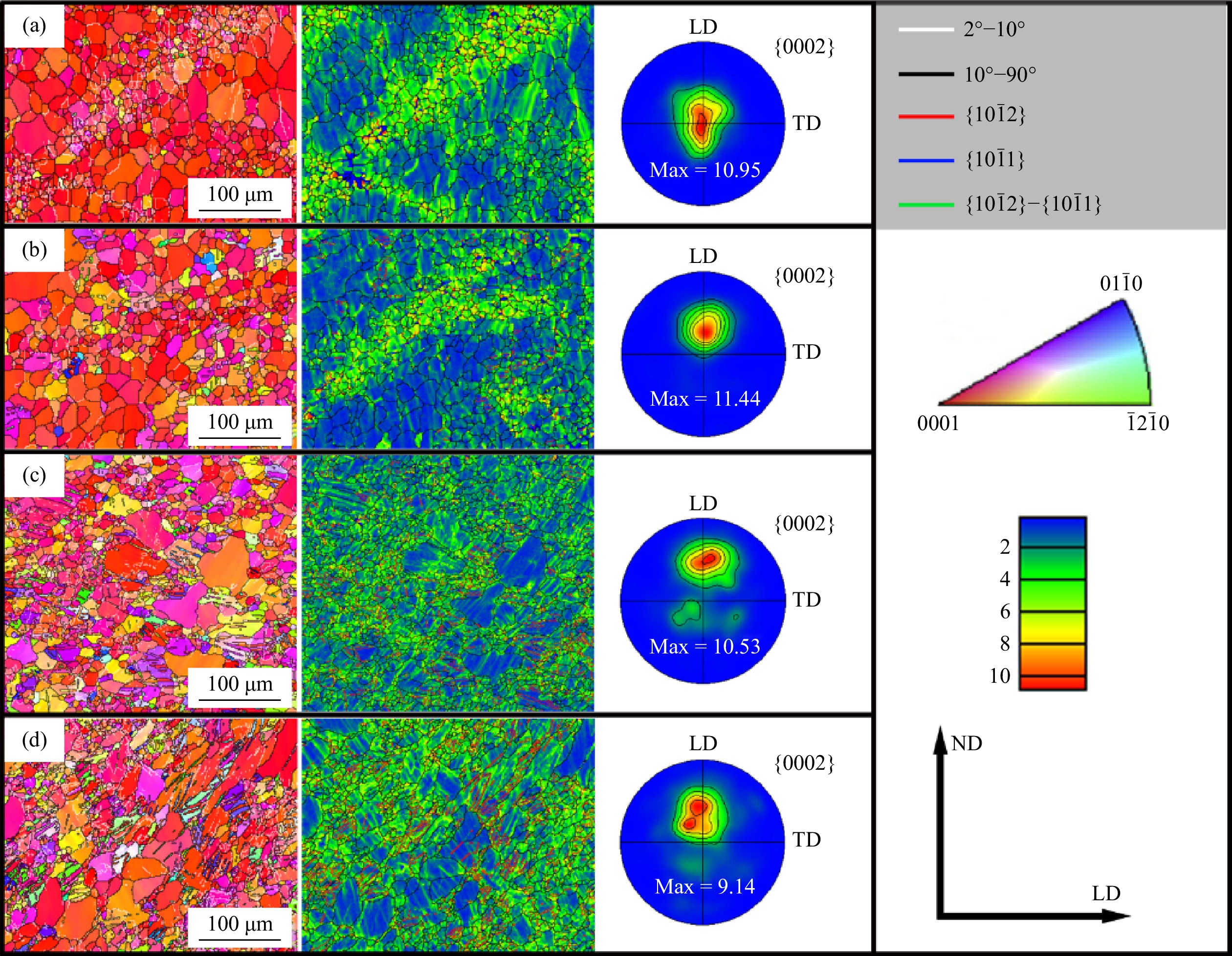
A significant enhancement of bendability was achieved by the introduction of bimodal microstructure for AZ31B alloy sheets via pre-compression and subsequent annealing (PCA) process. This combined treatment led to the c-axis of the extracted samples that were inclined by 30° to the rolling direction (30° sample) further shifting toward the rolling direction (RD) and resulting in a higher Schmid factor (SF) value of basal slip under the RD tensile stress. Furthermore, the bimodal microstructure that was introduced by the PCA process broke the damage bands (DBs) in the initial hot rolled AZ31B alloy sheets and gave rise to a more uniform strain distribution in the outer tension region of the bending samples, in which the tensile deformation was accommodated by the equally distributed {

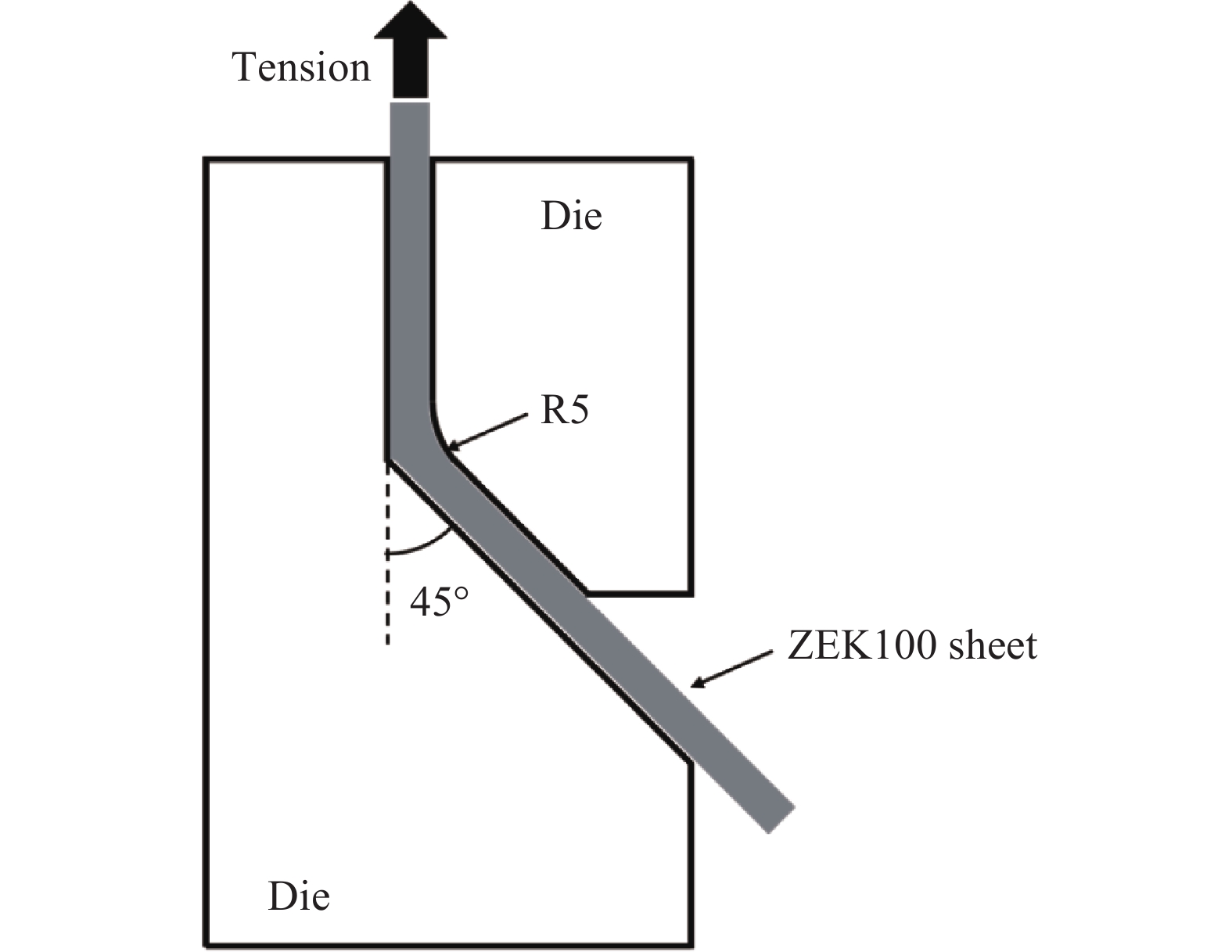
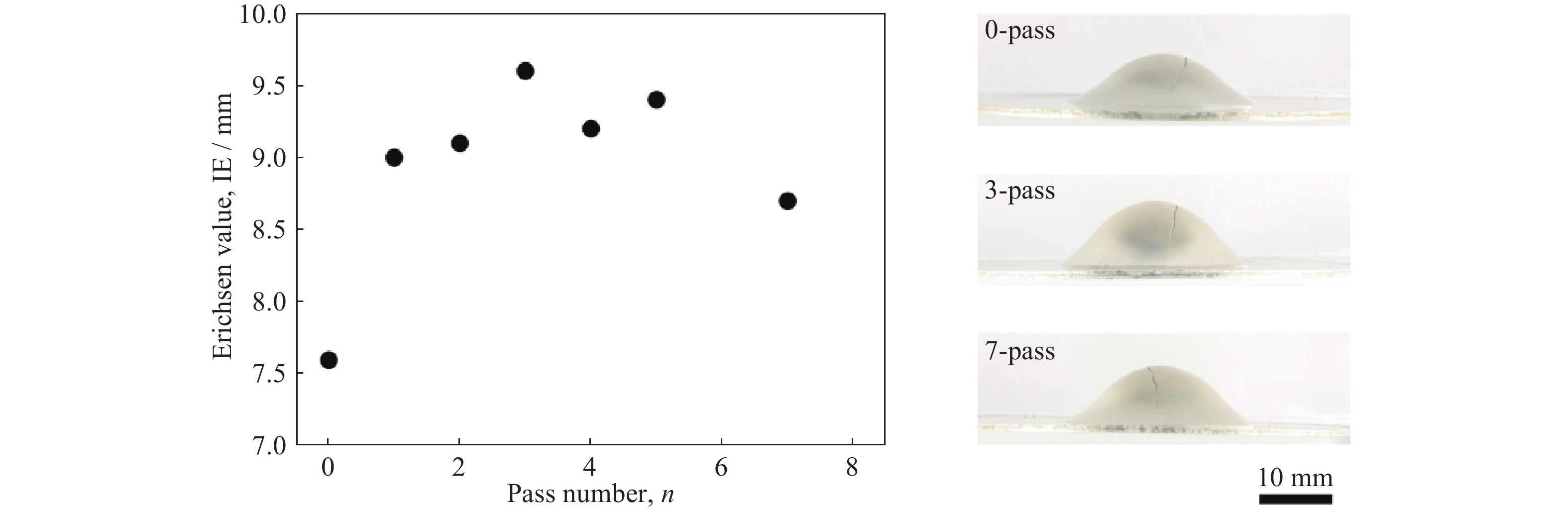
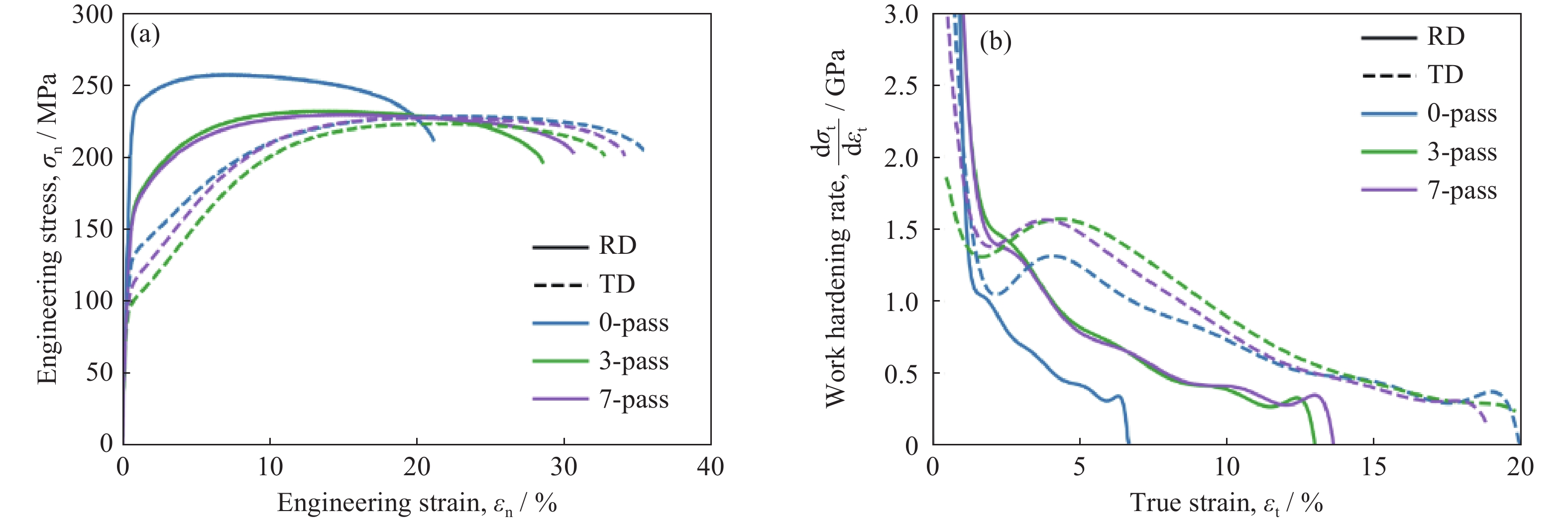
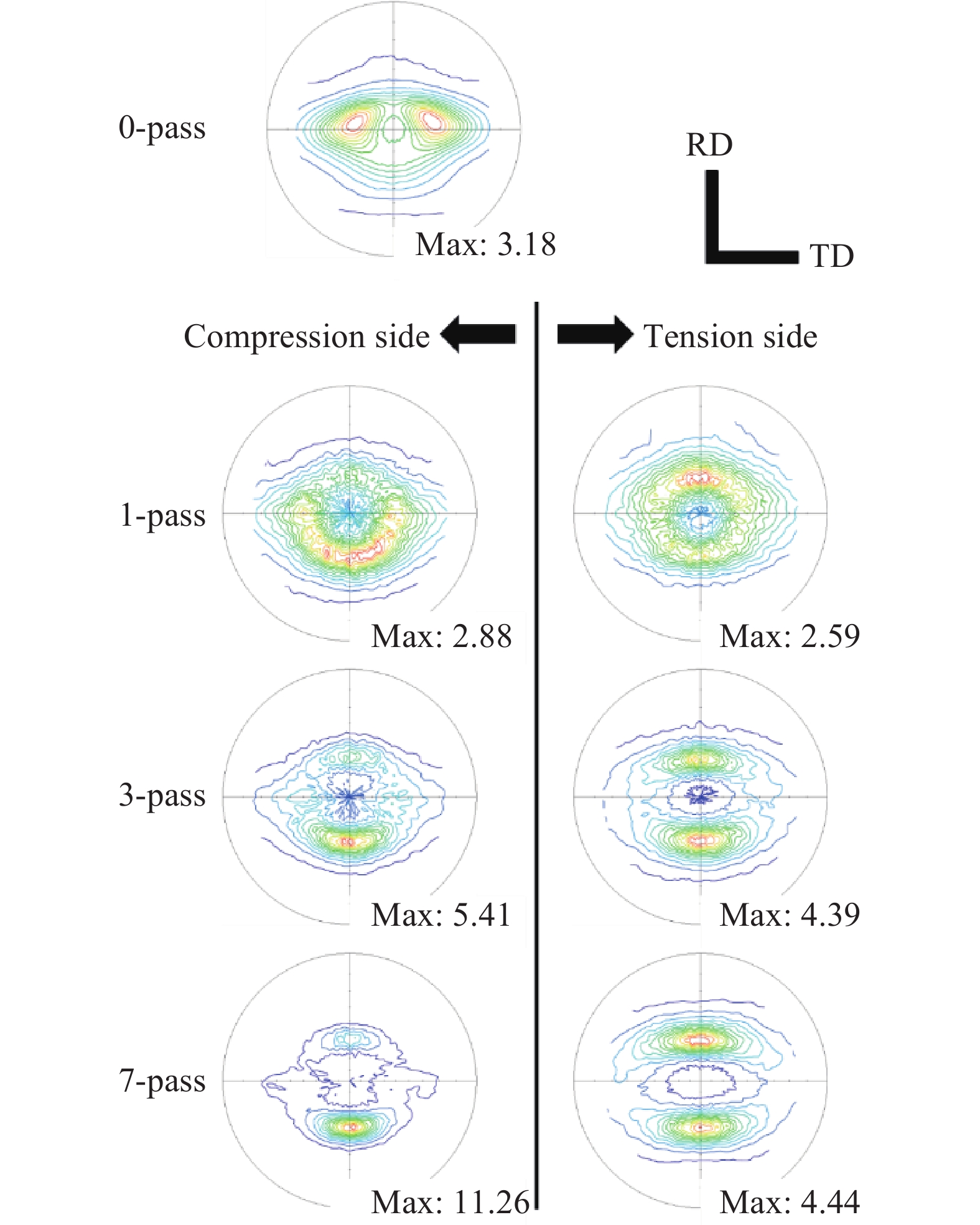
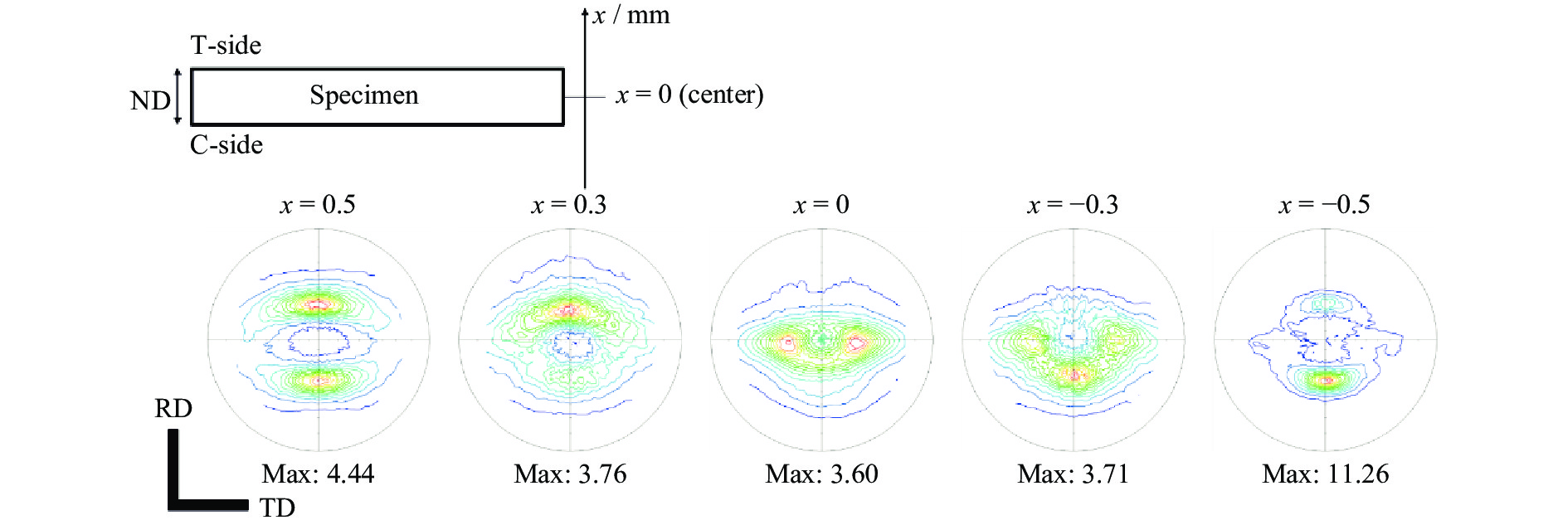
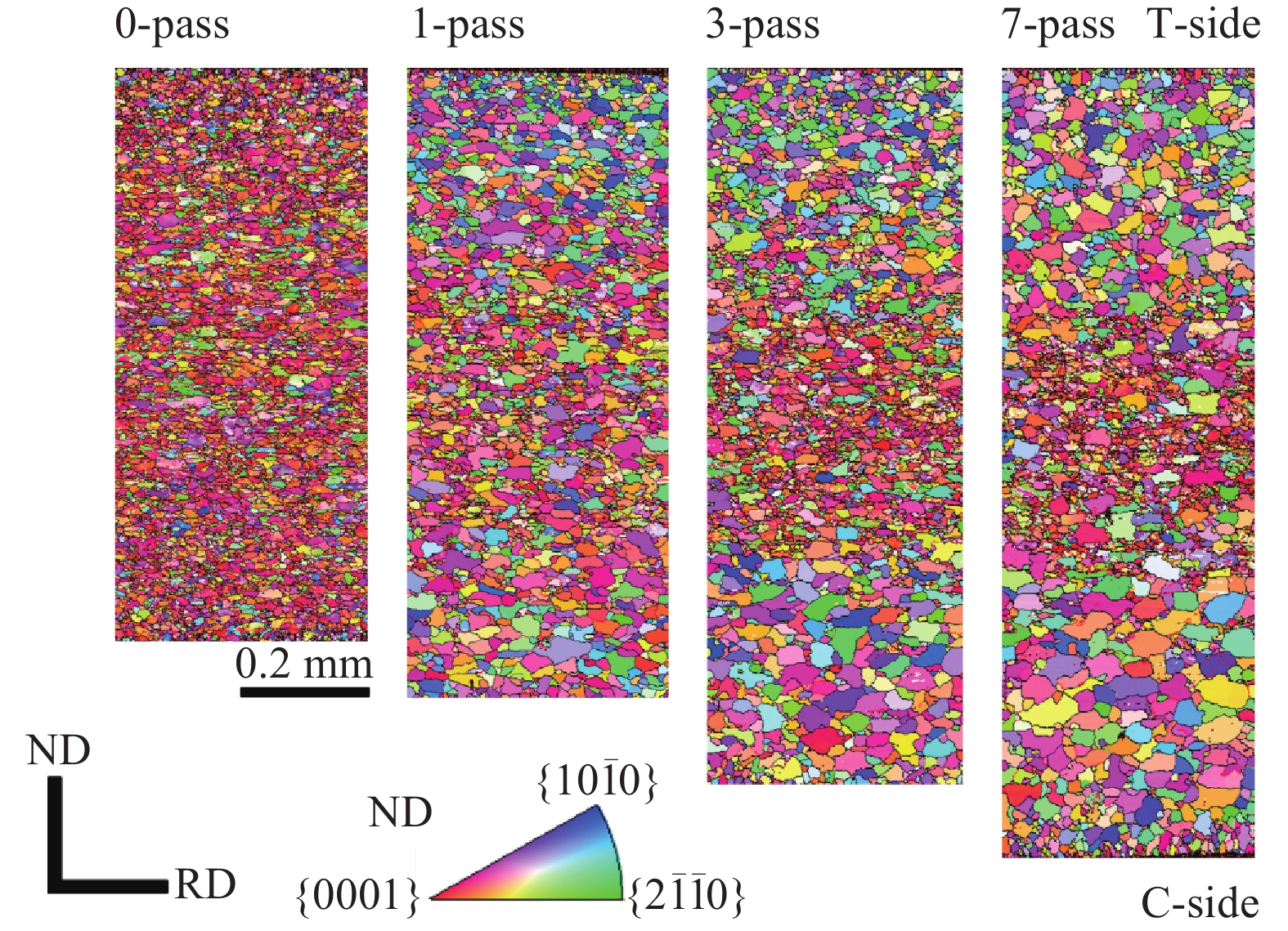
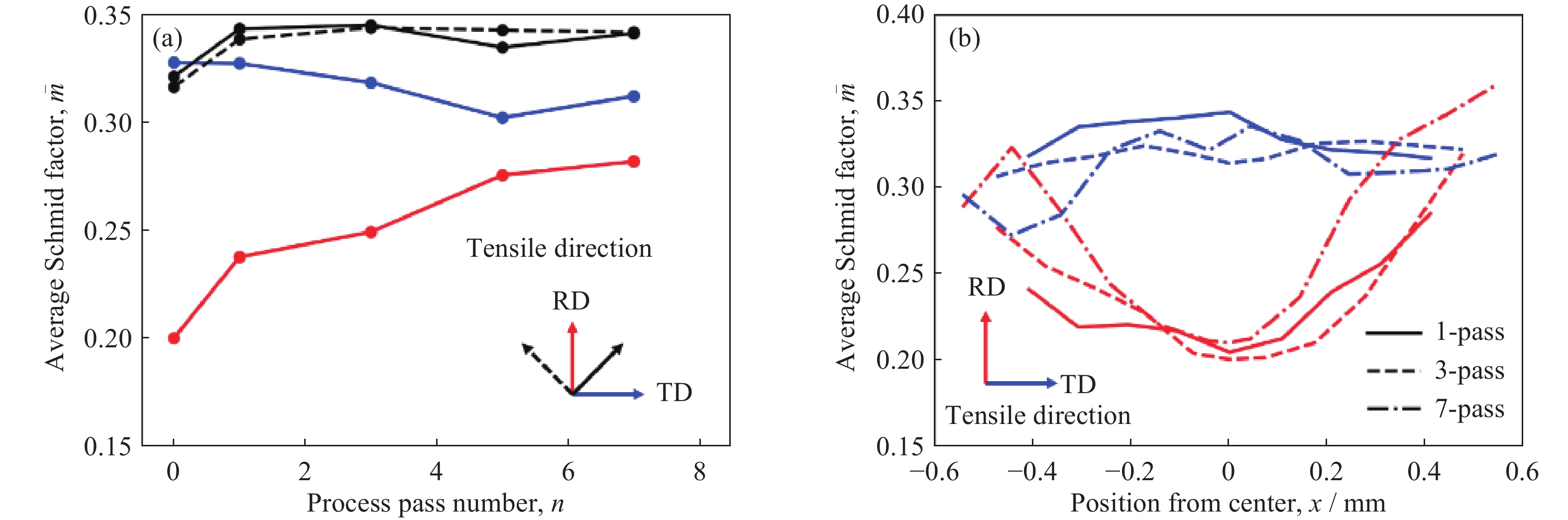
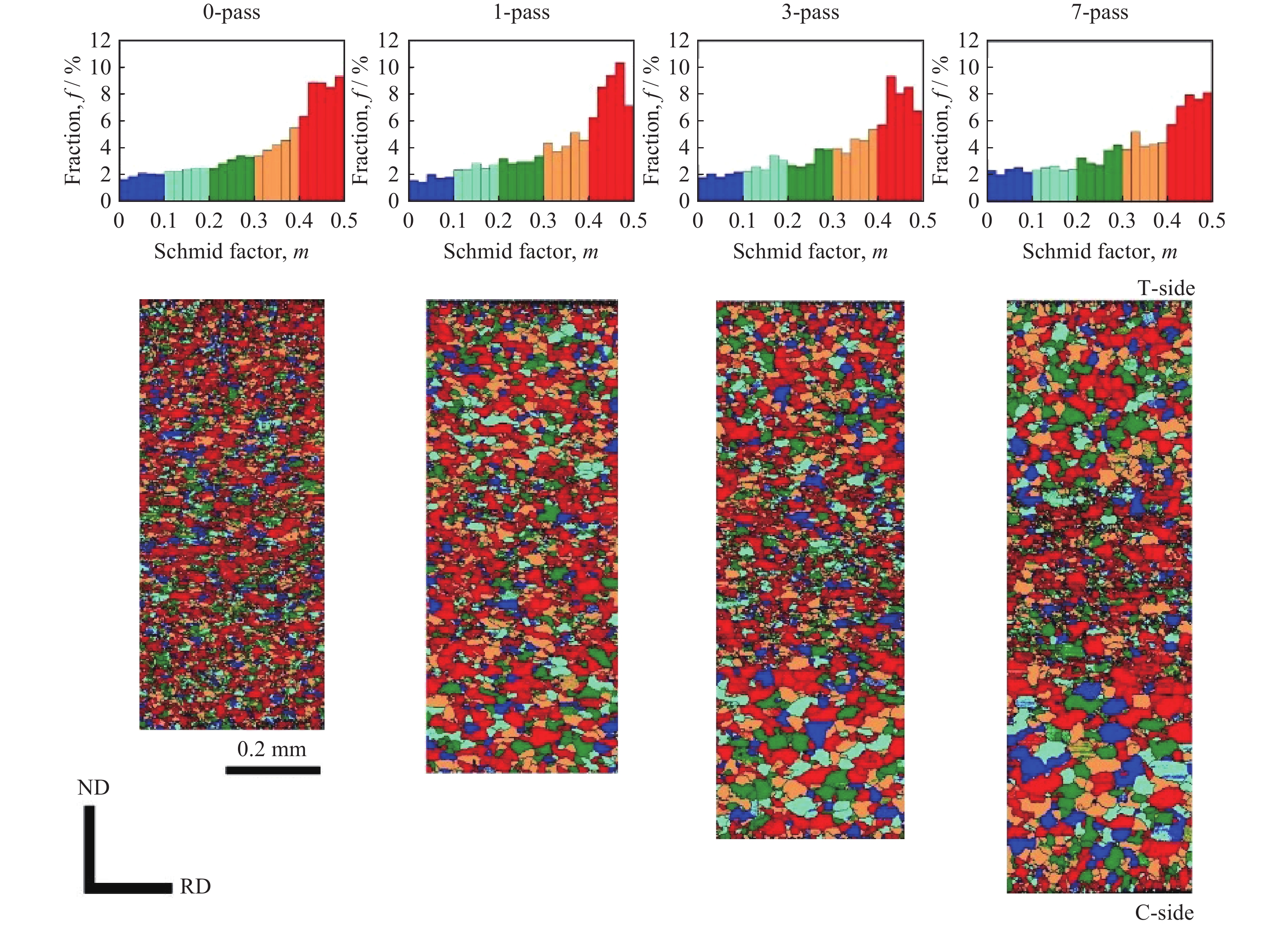
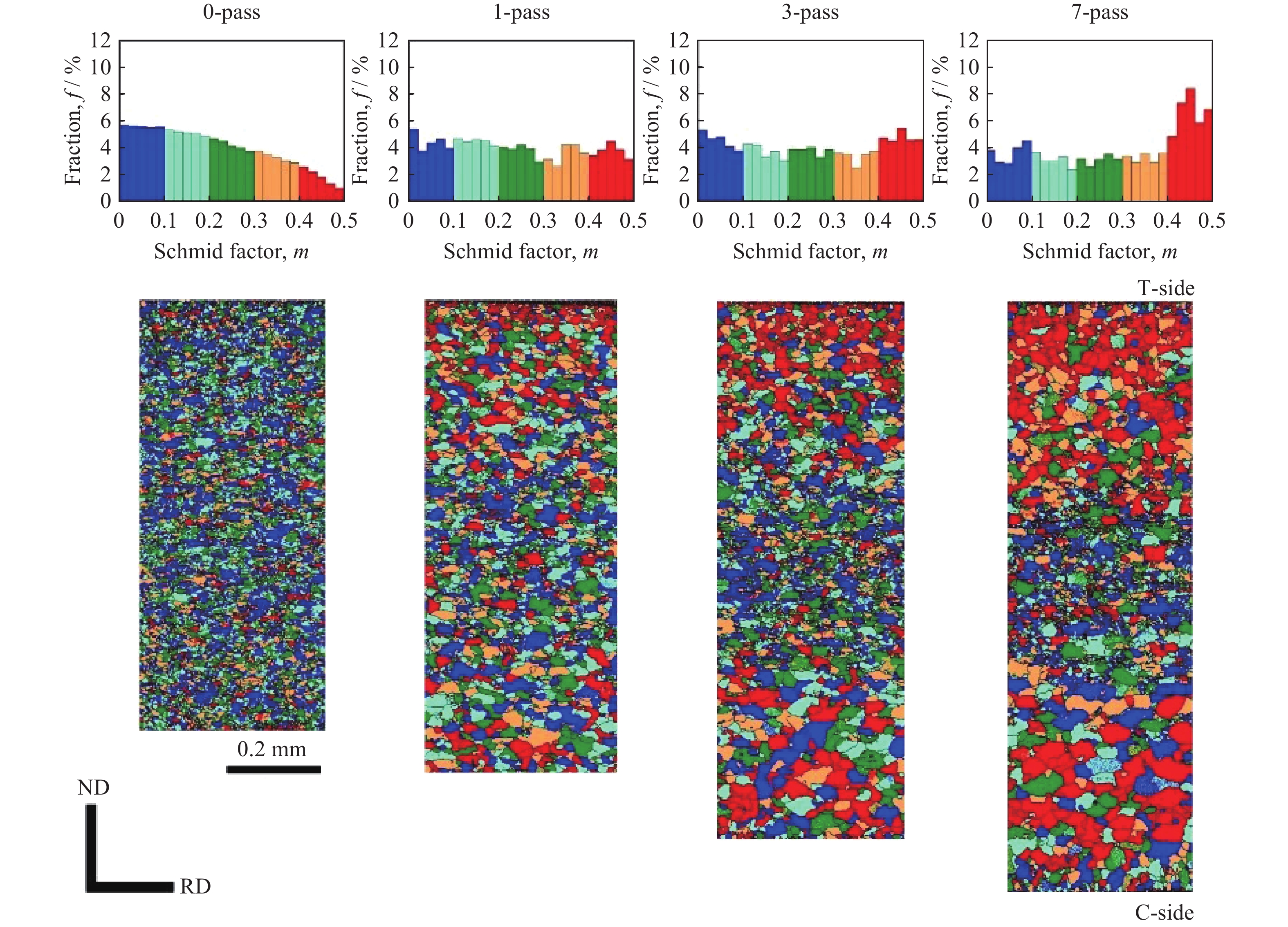
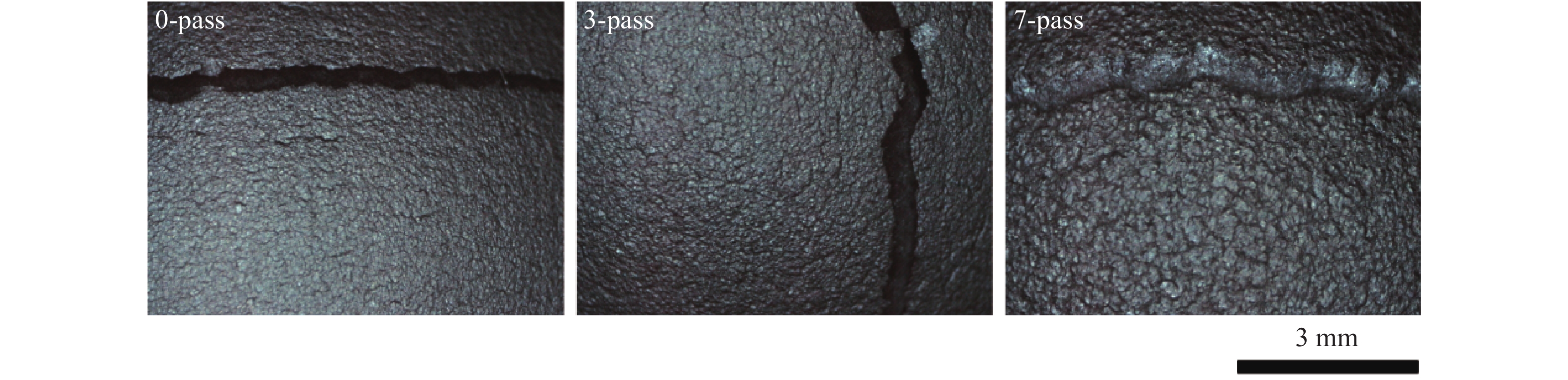
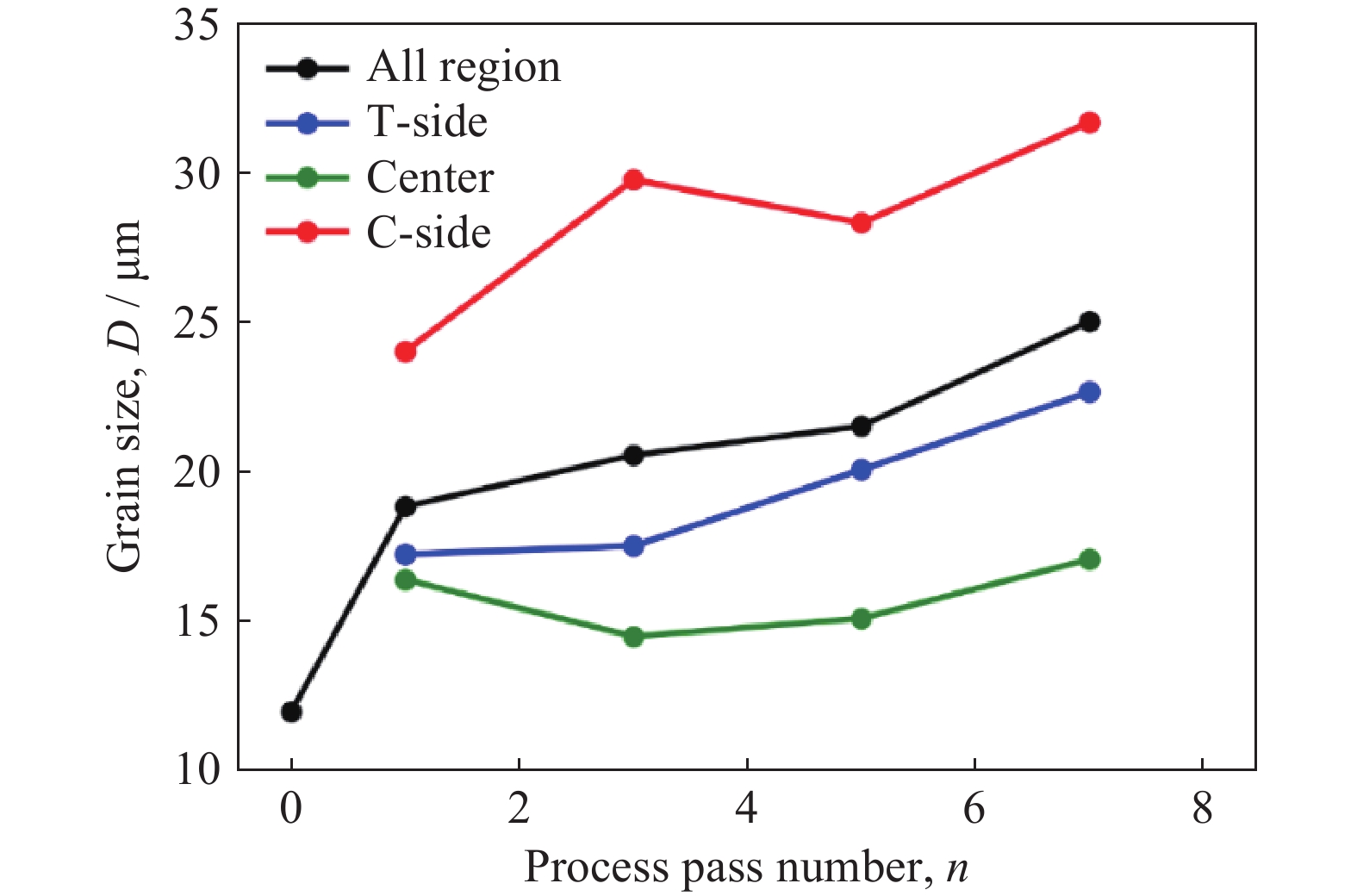
Bending and tension deformations were performed on Mg–1.3wt%Zn–0.2wt%RE–0.3wt%Zr (ZEK100) alloy sheets that initially had a transverse direction (TD)-split texture. The effects of bending and tension deformations on the texture formation and room-temperature formability of specimens were investigated. The specimen subjected to 3-pass bending and tension deformations exhibited an excellent Erichsen value of 9.6 mm. However, the Erichsen value deterioration was observed in the specimen subjected to 7-pass deformations. The rolling direction-split texture developed on the surface with an increasing pass number of deformations. Conversely, the clear TD-split texture remained at the central part. As a result, a quadrupole texture was macroscopically developed with an increasing pass number of deformations. The reduction in anisotropy by the formation of the quadrupole texture is suggested to be the main reason for the improvement in stretch formability. By contrast, the generation of coarse grains near the surface is suggested to be the direct cause for the deterioration of the stretch formability of the specimen subjected to 7-pass deformations.

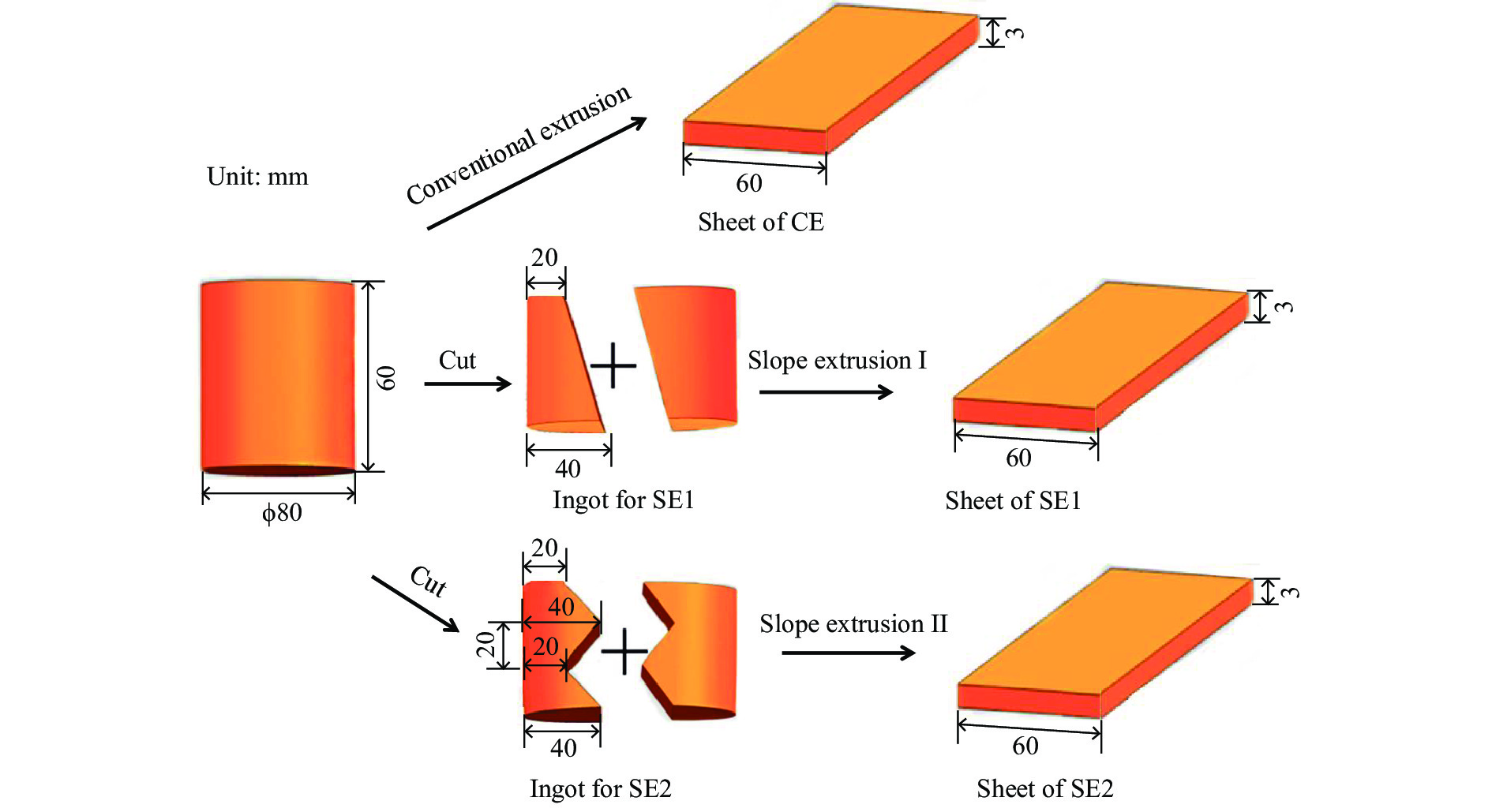
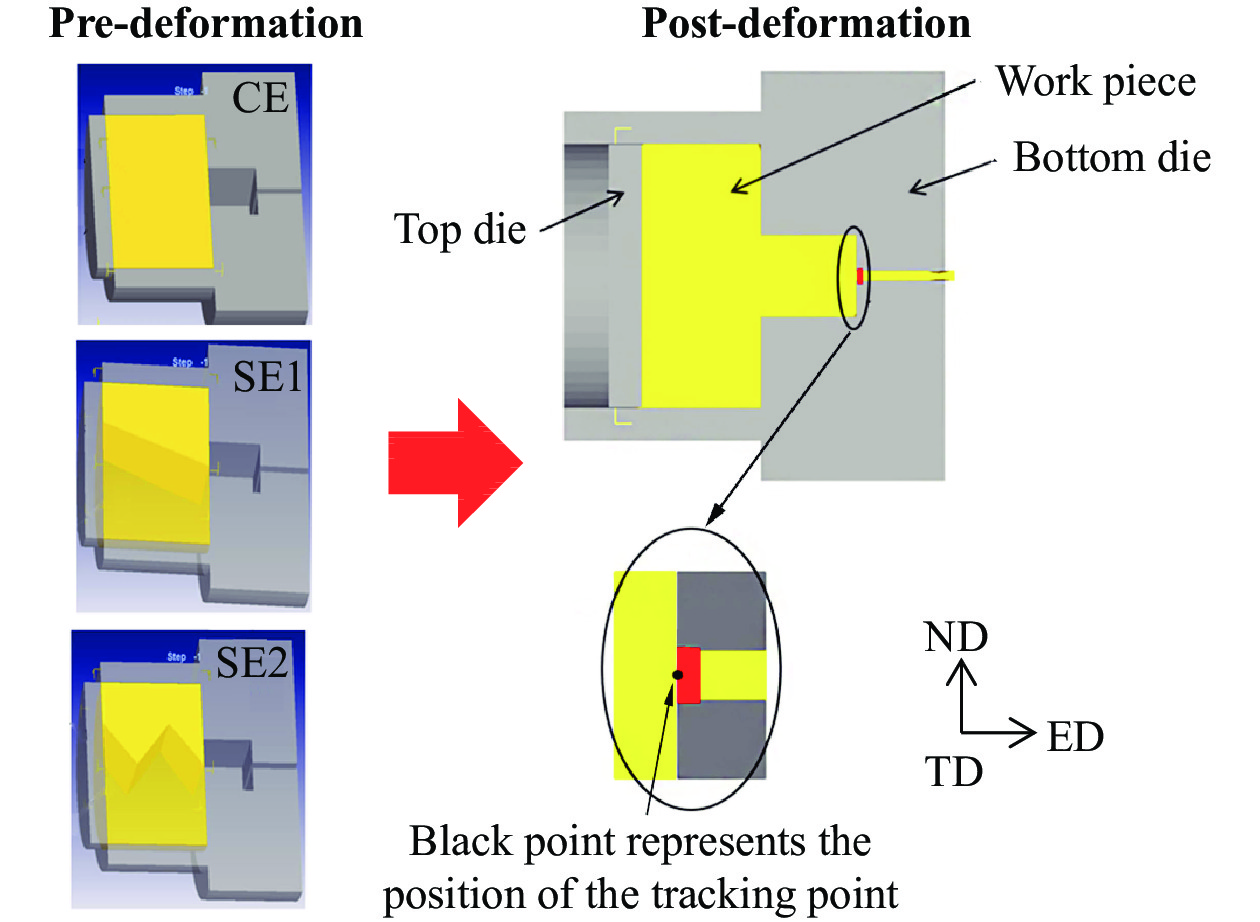
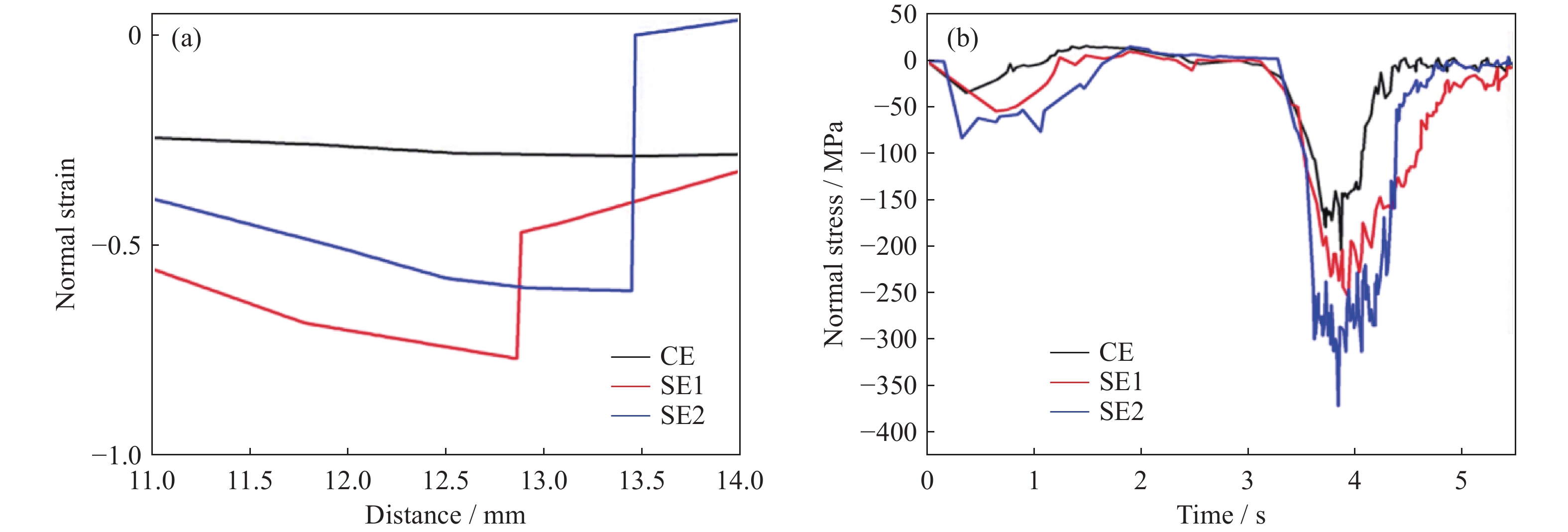
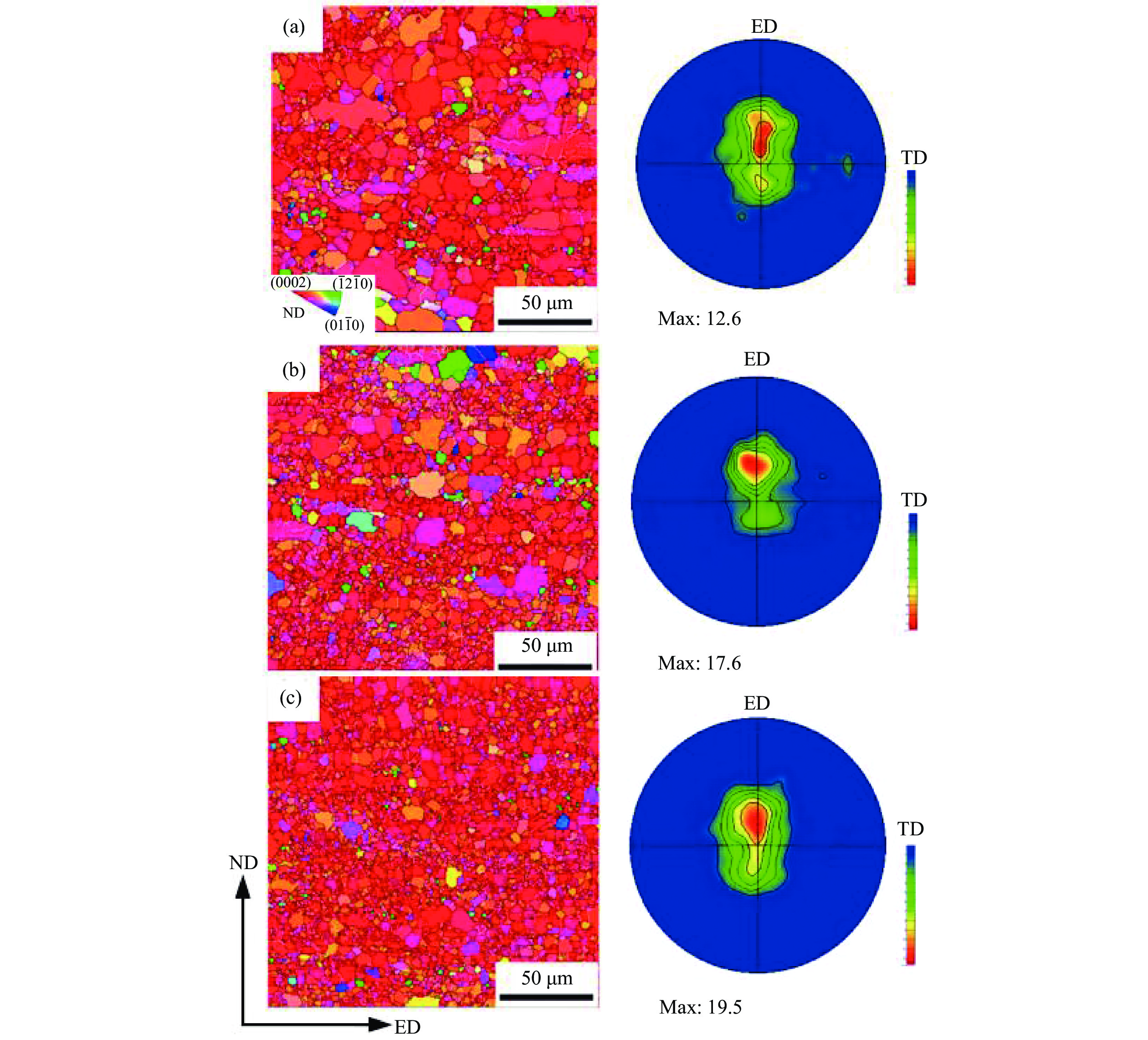
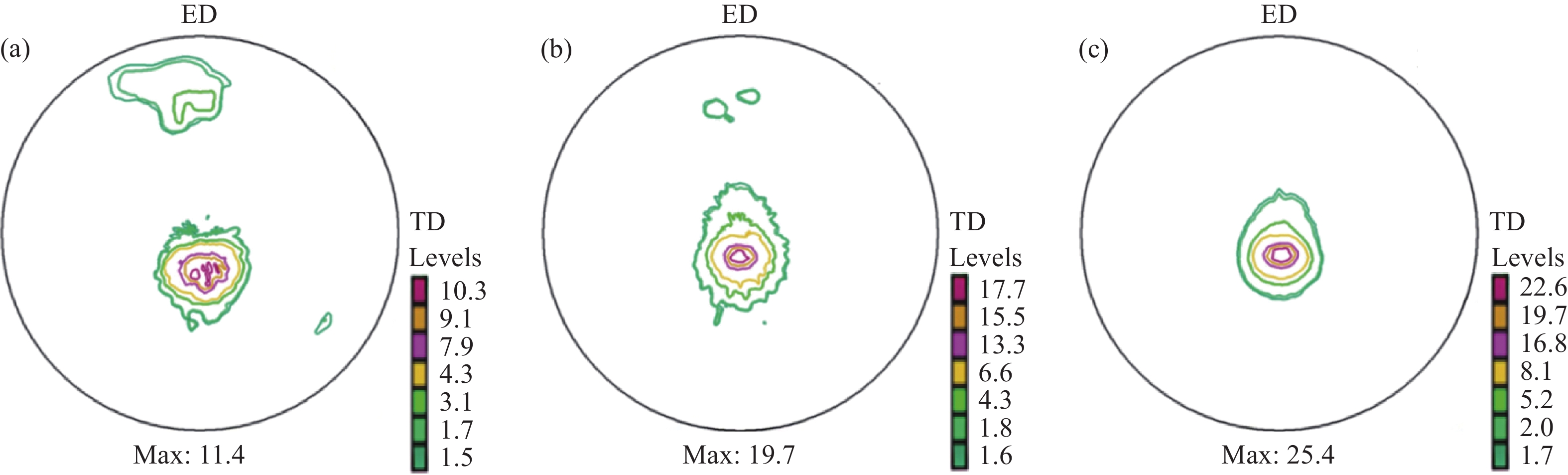
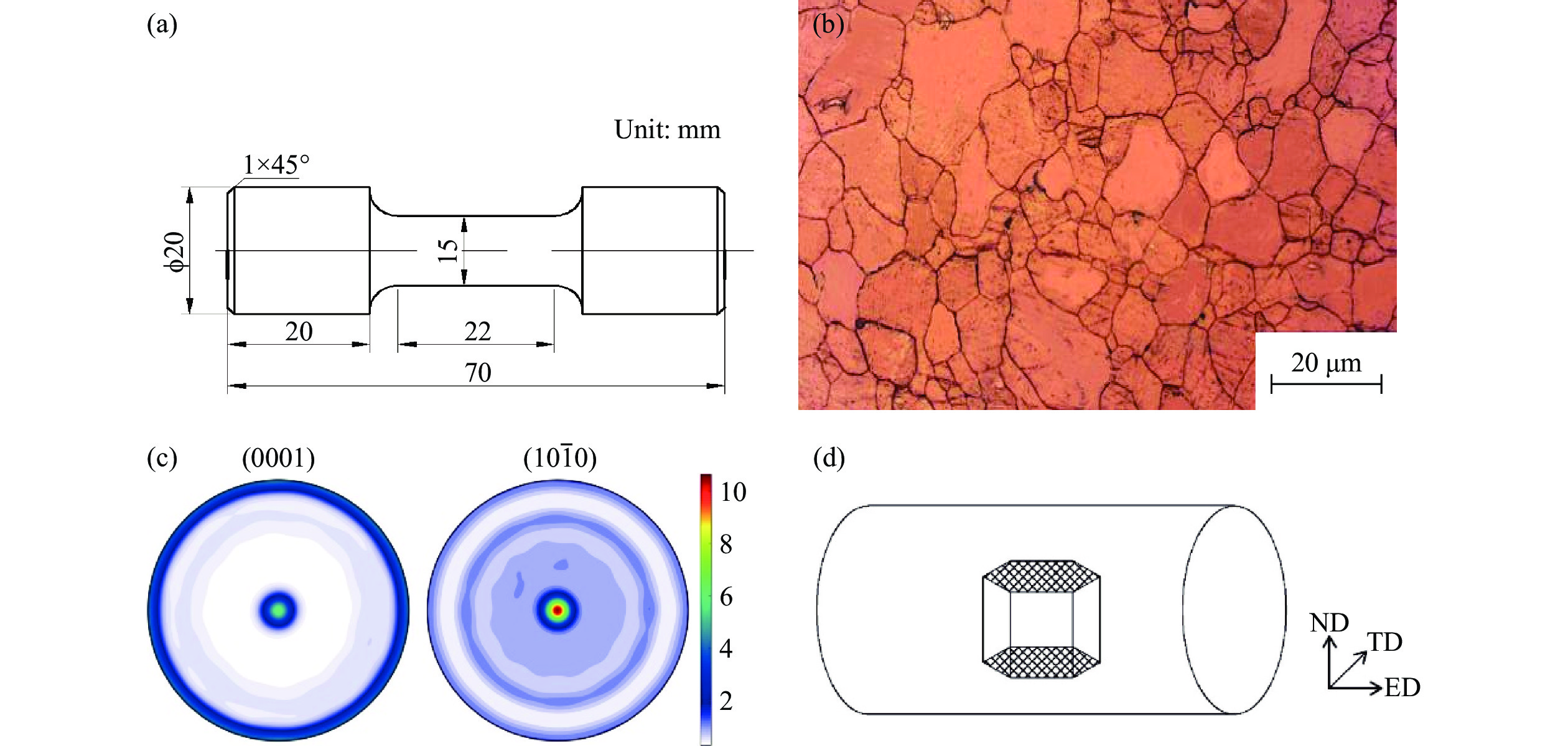
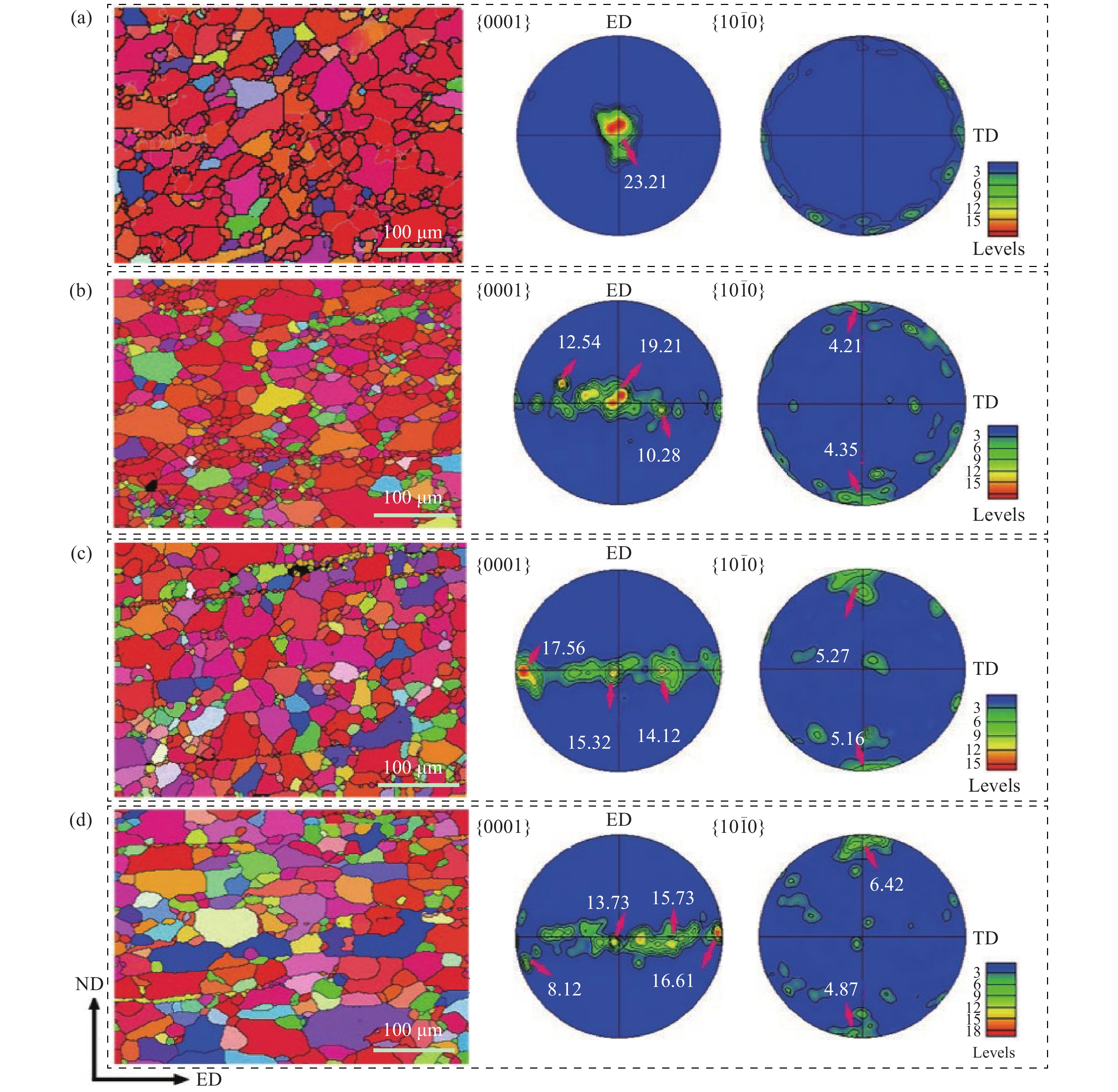
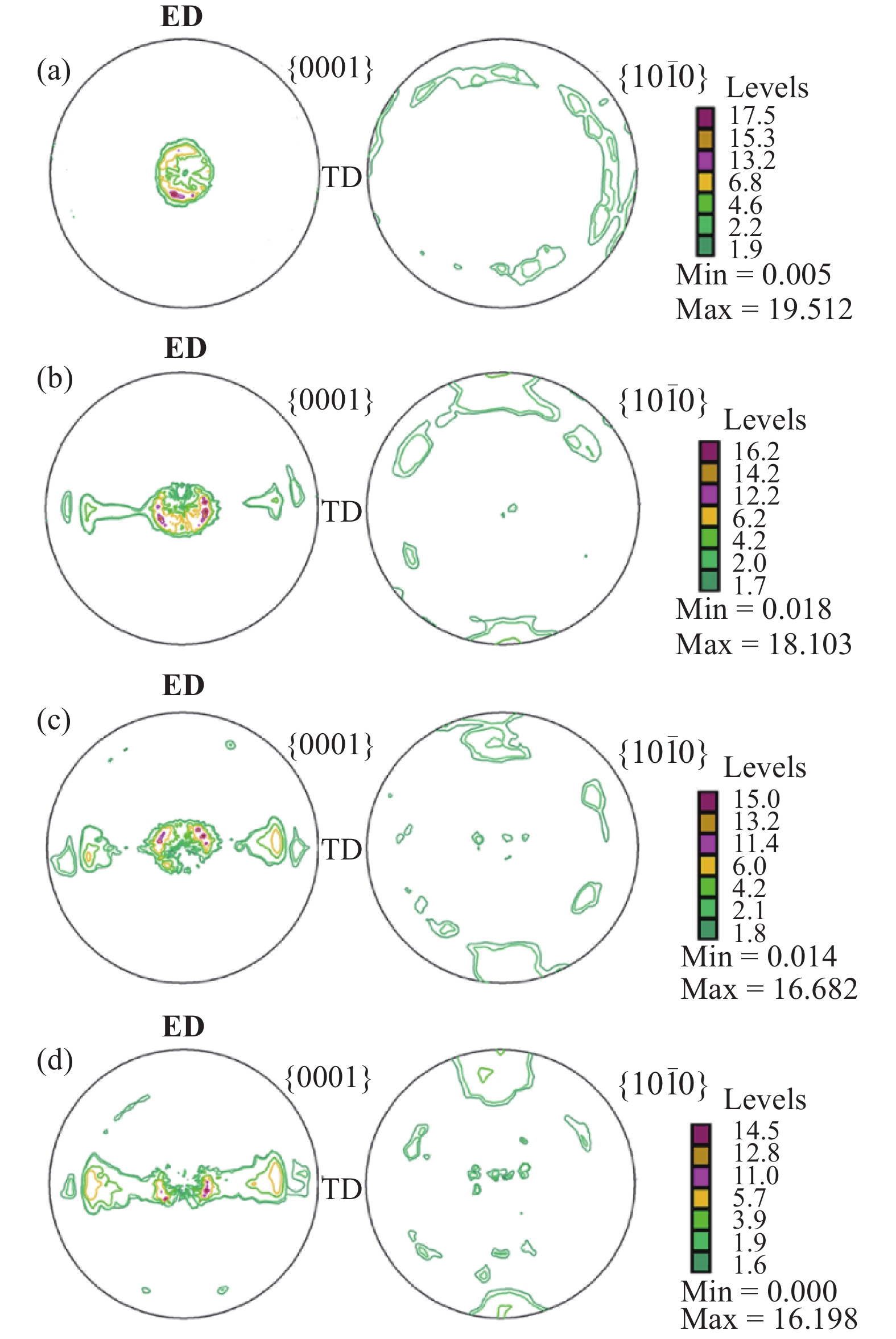
A novel extrusion approach, entitled slope extrusion (SE), was employed to manufacture AZ31 (Mg–3Al–1Zn, wt%) alloy sheets. The microstructures, textures, and mechanical properties were investigated, compared with those of the AZ31 sheet fabricated by conventional extrusion (CE). Through the combination of finite element simulation and actual experiment, the ultimate results indicated that significant grain refinement (from 9.1 to 7.7 and 5.6 μm) and strong basal texture (from 12.6 to 17.6 and 19.5 mrd) were achieved by the SE process. The essence was associated with the additional introduced inclined interface in the process of SE, which could bring about more asymmetric deformation and stronger accumulated strain along the ND when compared with the process of CE. As a consequence, the SE sheets exhibited a higher yield strength (YS) and ultimate tensile strength (UTS) than the counterparts of the CE sheet, which was mainly assigned to the synergistic effects from grain refining and texture strengthening.




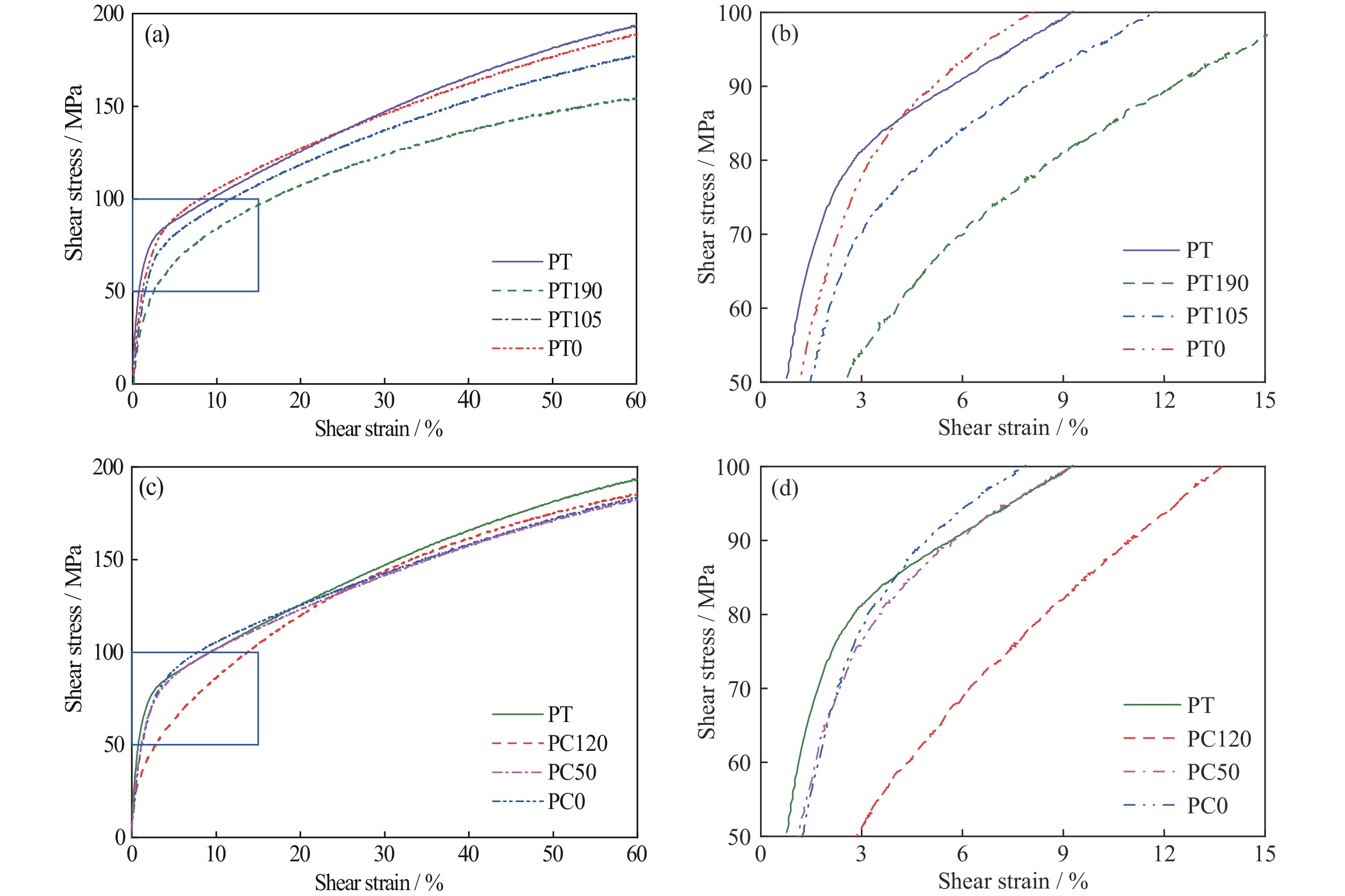
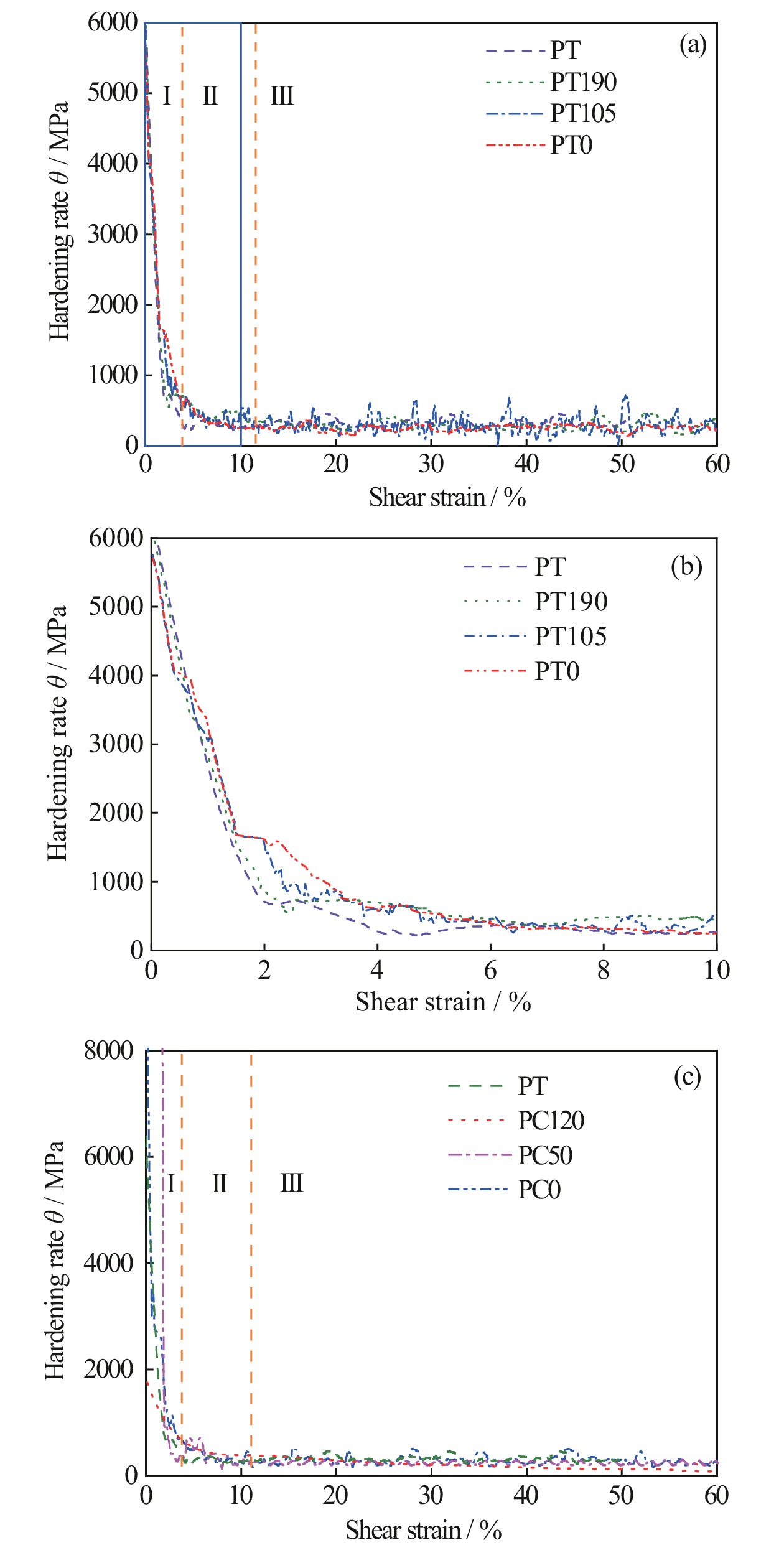
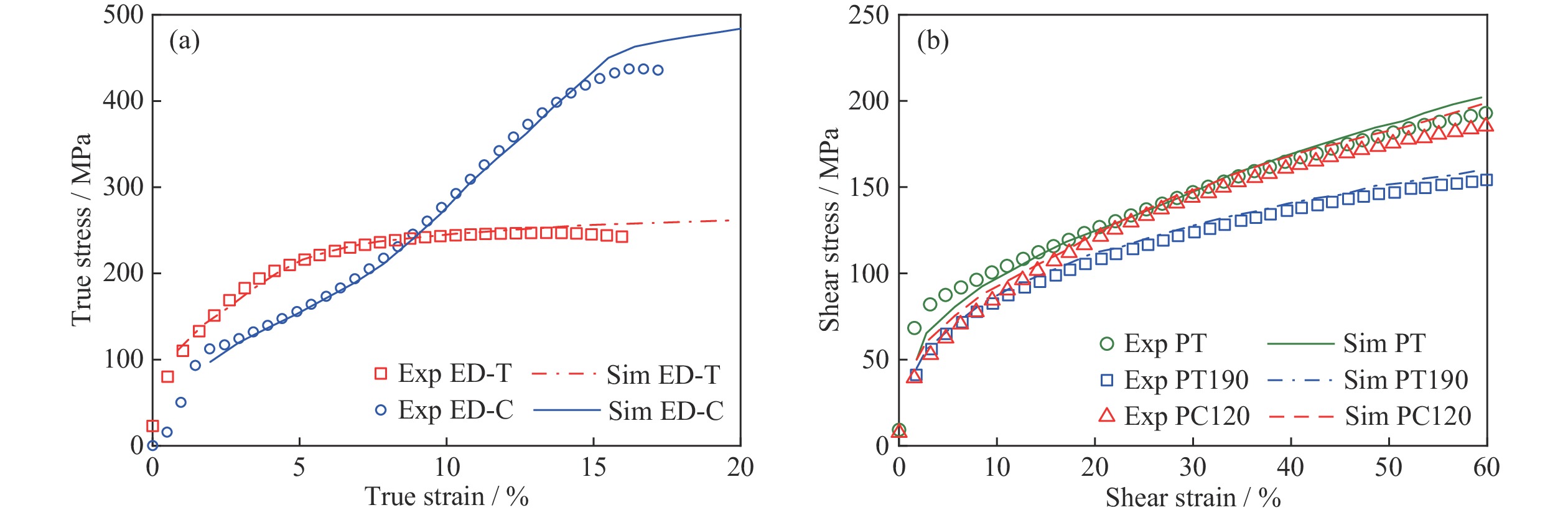
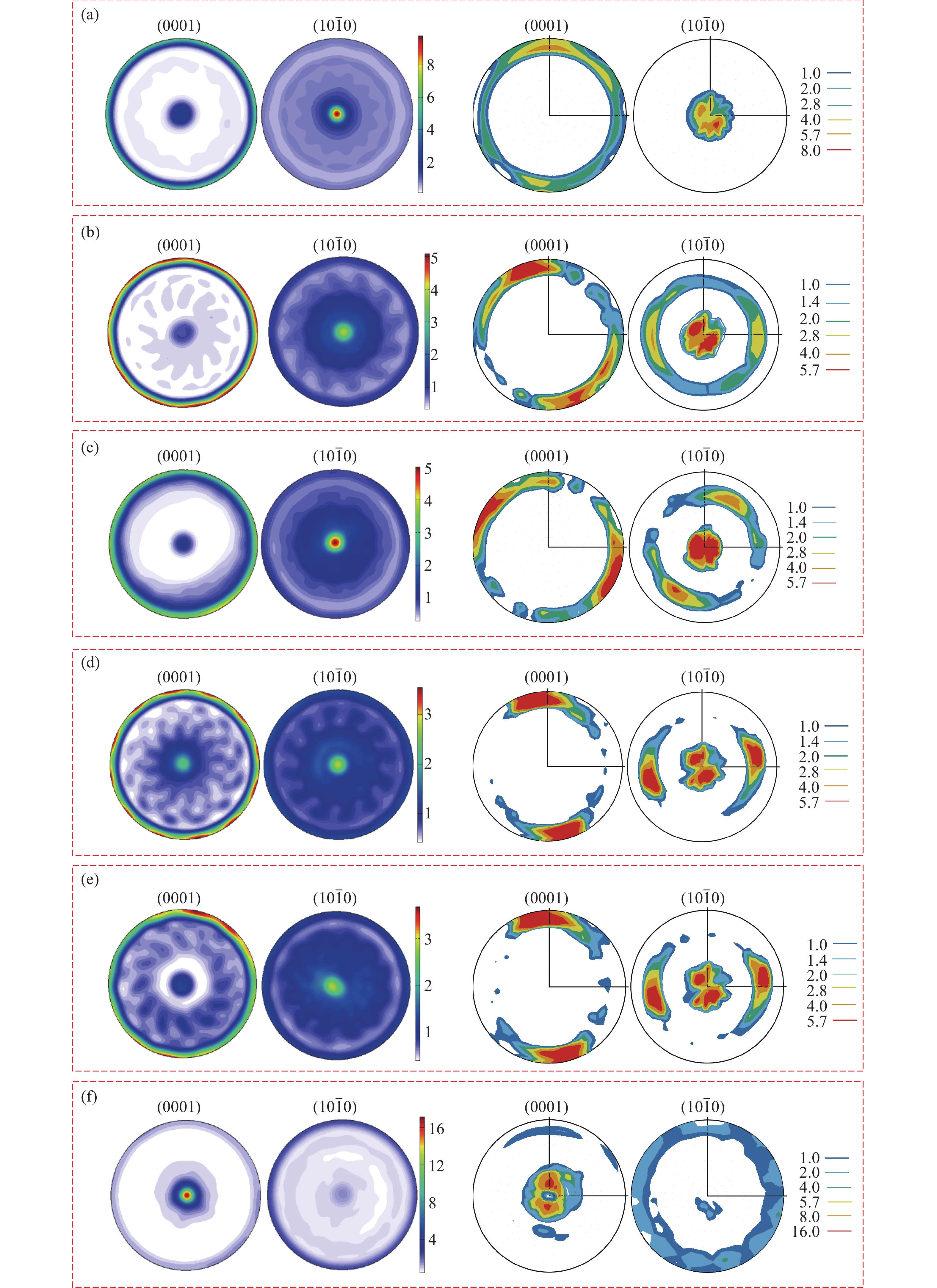
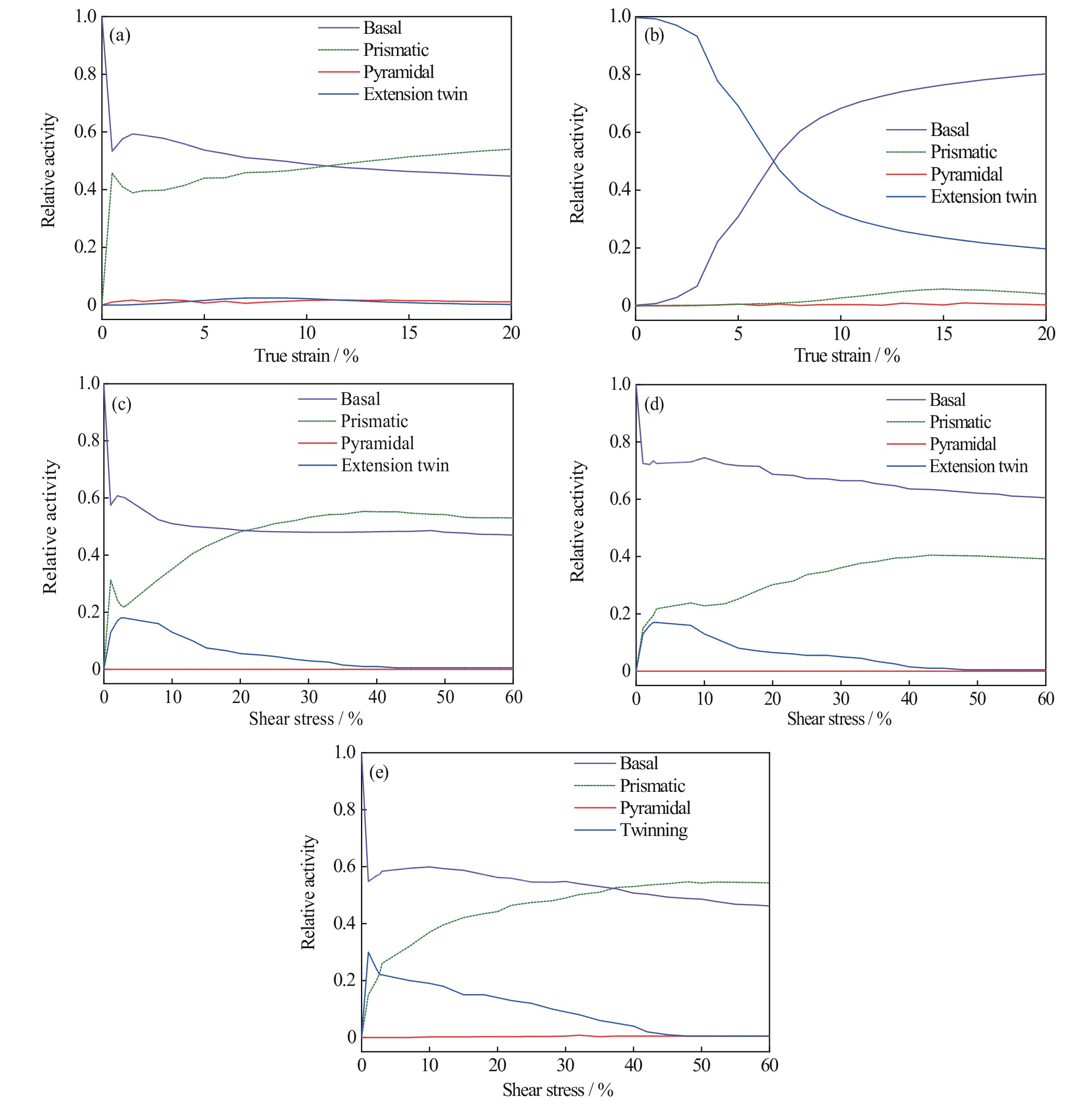
Large plastic deformation commonly occurs during the practical forming process in industries. Compared with uniaxial tension/compression, torsion is a more effective approach to investigate mechanical behavior under large deformation. The response of the large strain torsion of magnesium alloy is sensitive to the initial texture and twinning. Therefore, an extruded AZ31 alloy was pre-stressed in tension and compression to introduce dislocations and twins in the current work. Subsequently, torsion tests were conducted to clarify the effects of twinning and dislocation on subsequent deformation responses. The corresponding microstructure and deformation mechanisms were explored on the basis of viscoplastic self-consistent (VPSC) modeling. The experimental observations on stress–strain responses and pole figures were captured by simulation work. It was found that twins make less contribution to plastic deformation, which results in small change in texture direction under pure torsion and torsion after pretension. The activity of the slip/twin system and the mechanical properties are affected by different initial textures and active conditions of the system. Moreover, the stress state during combined tension–torsion loading benefits the reduction of texture intensity.

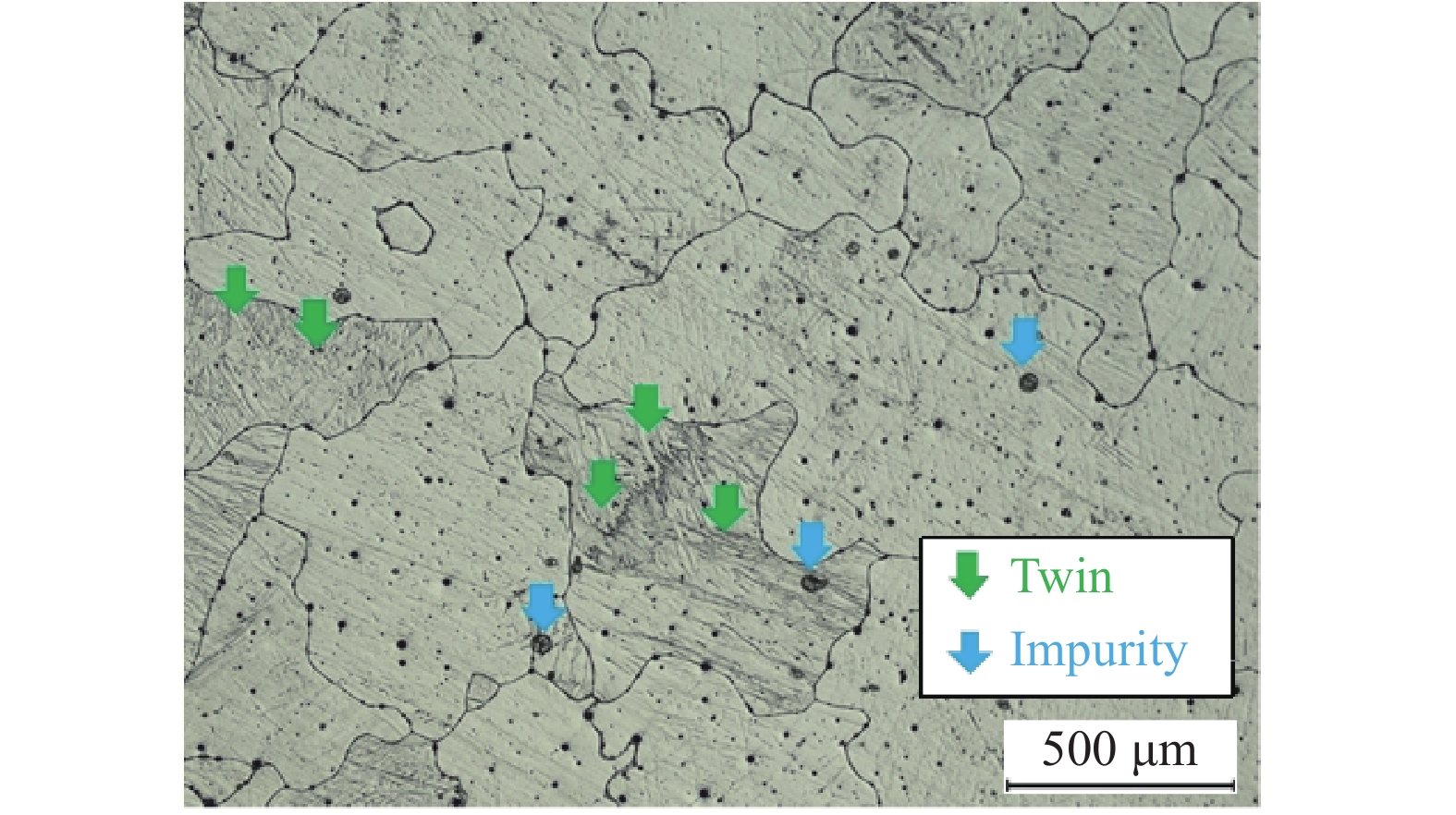
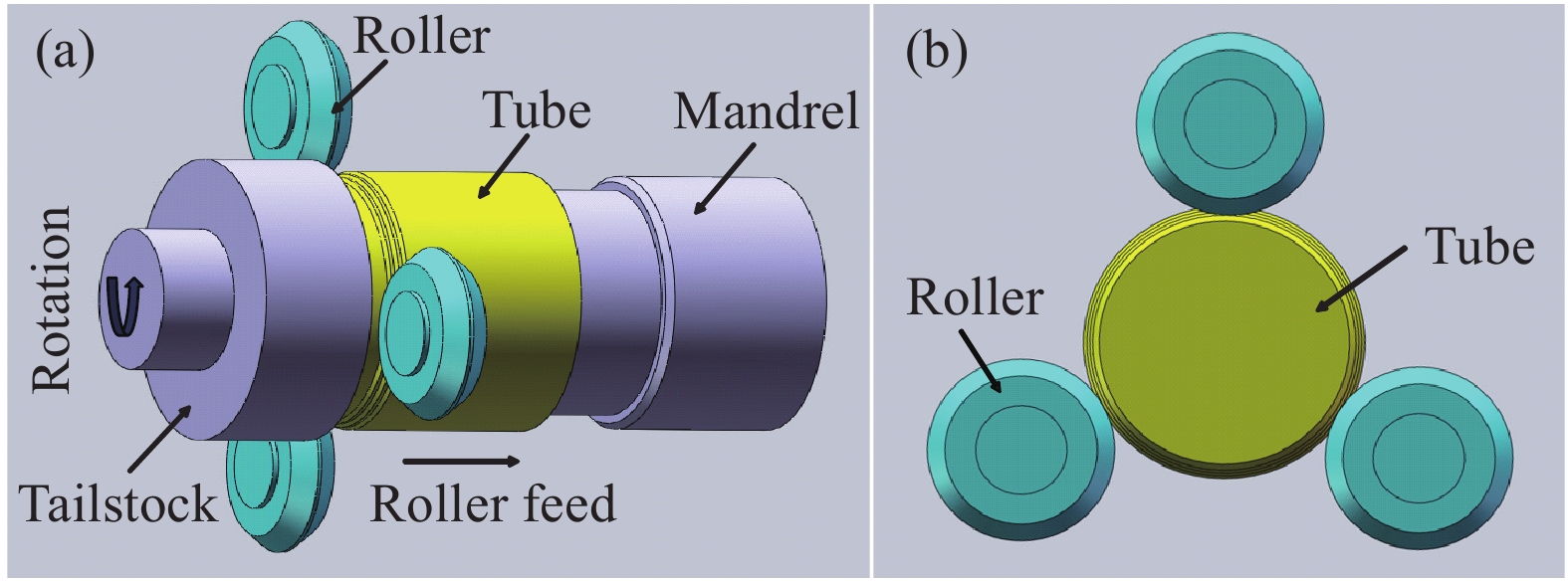
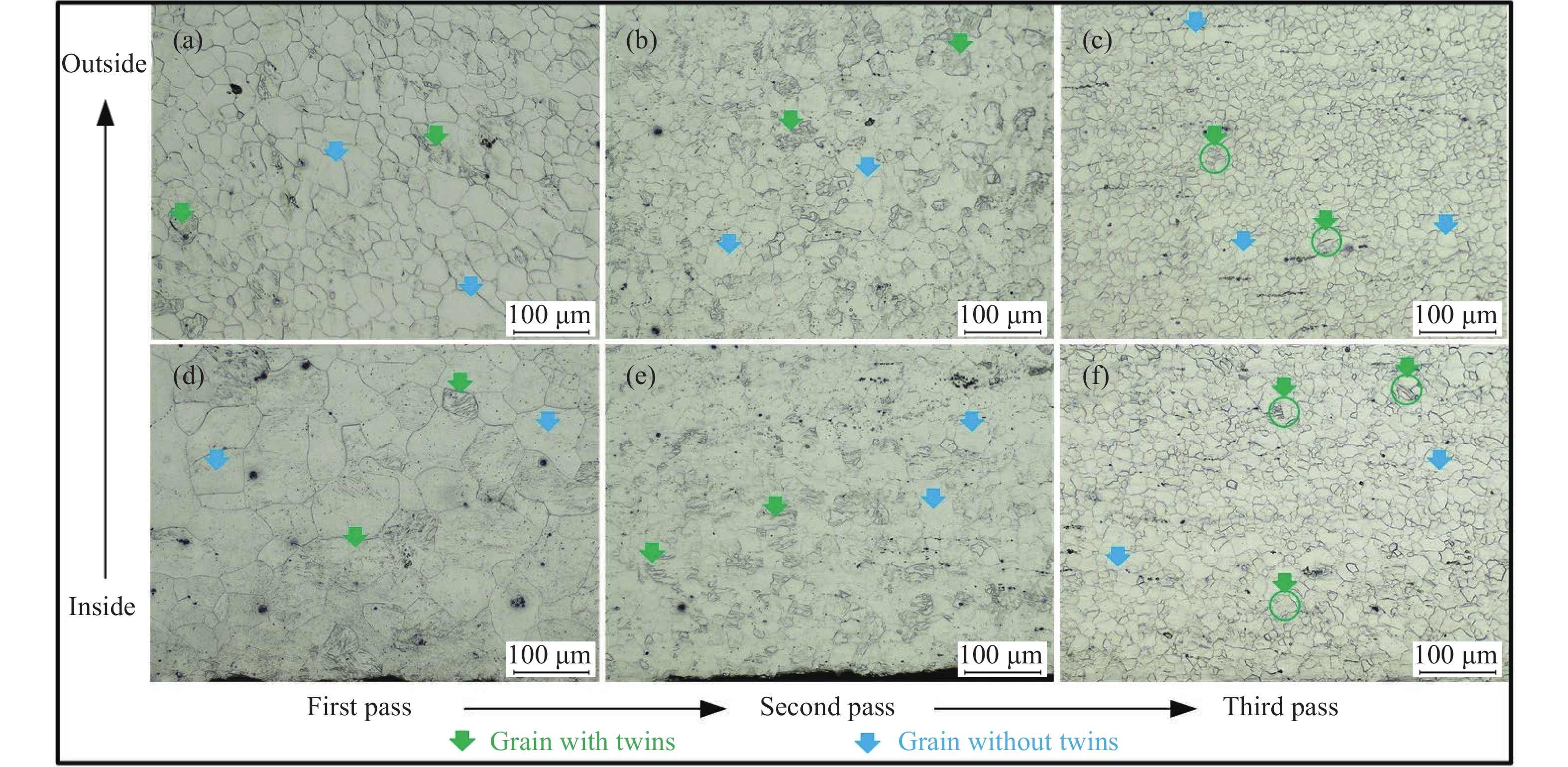
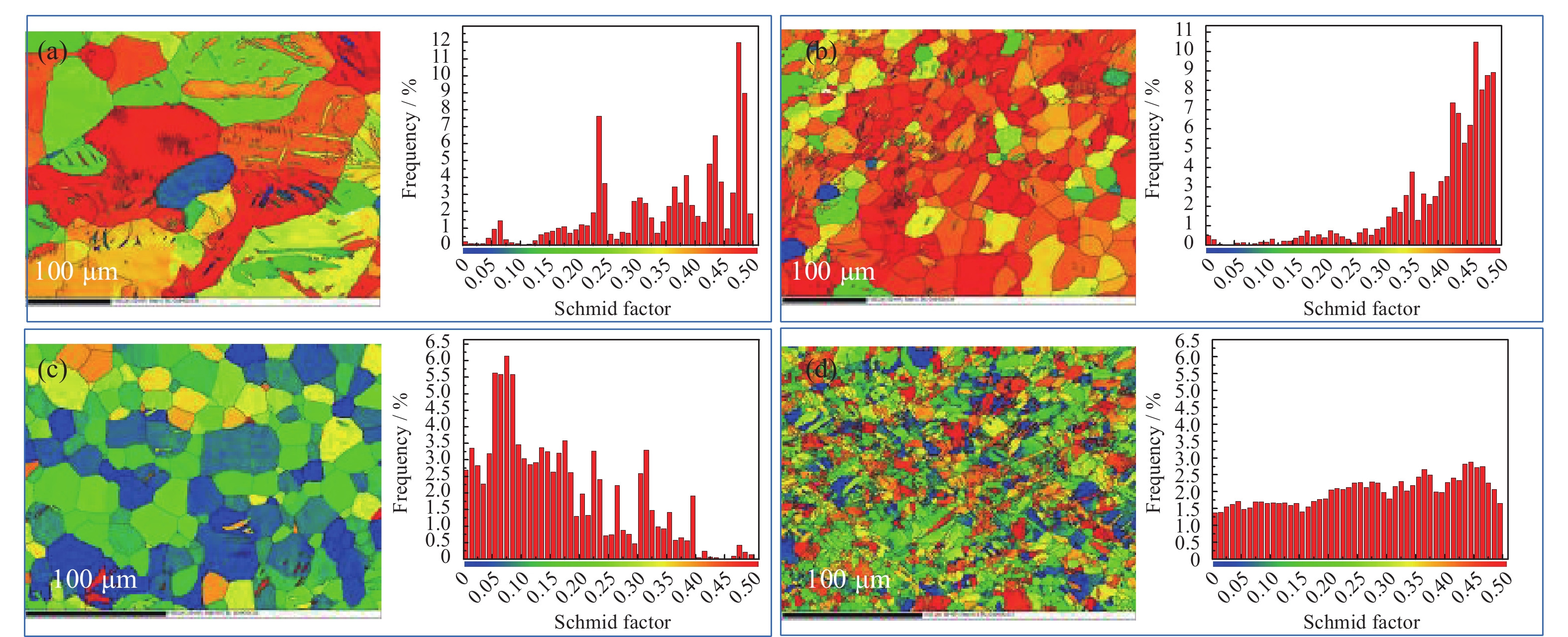
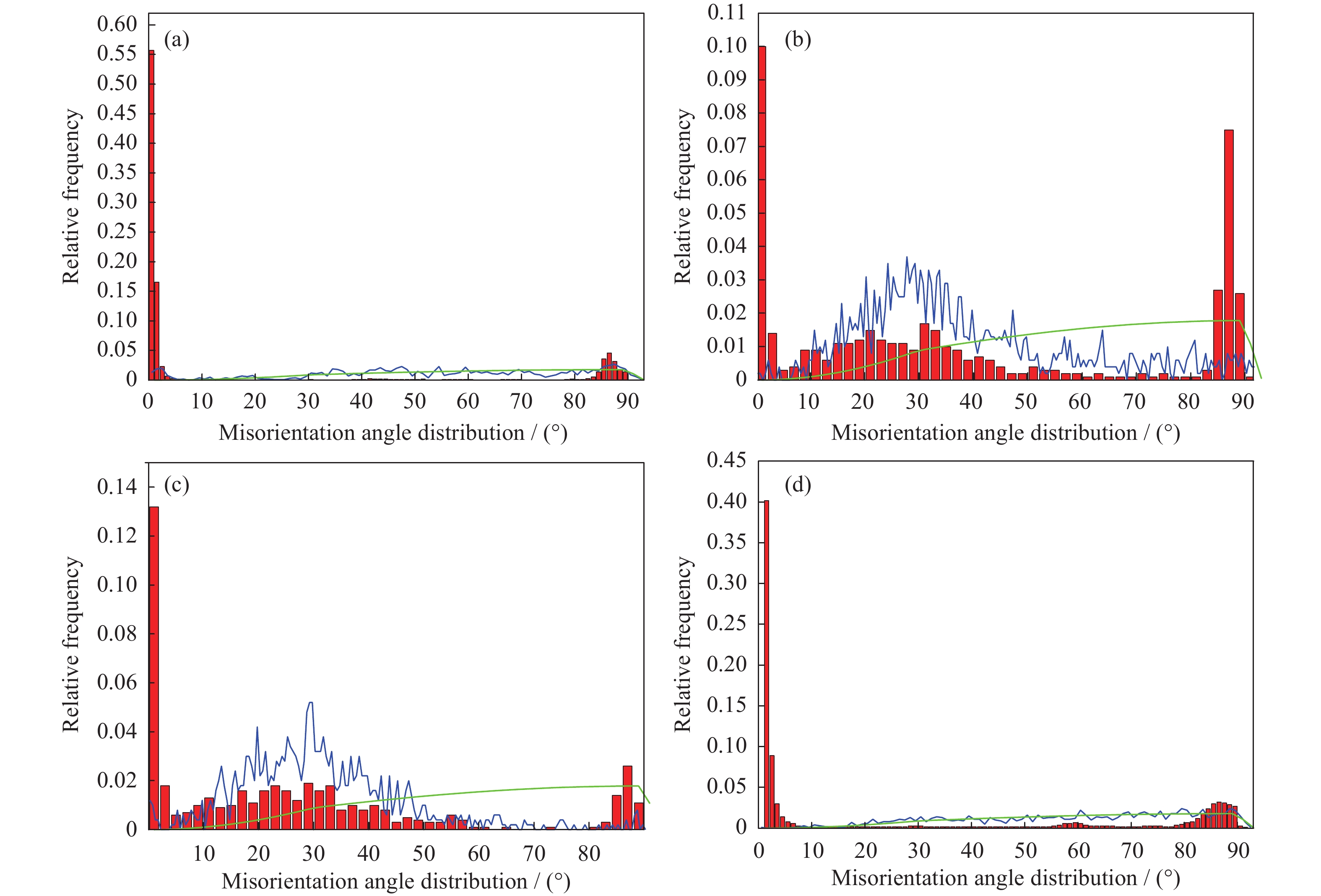
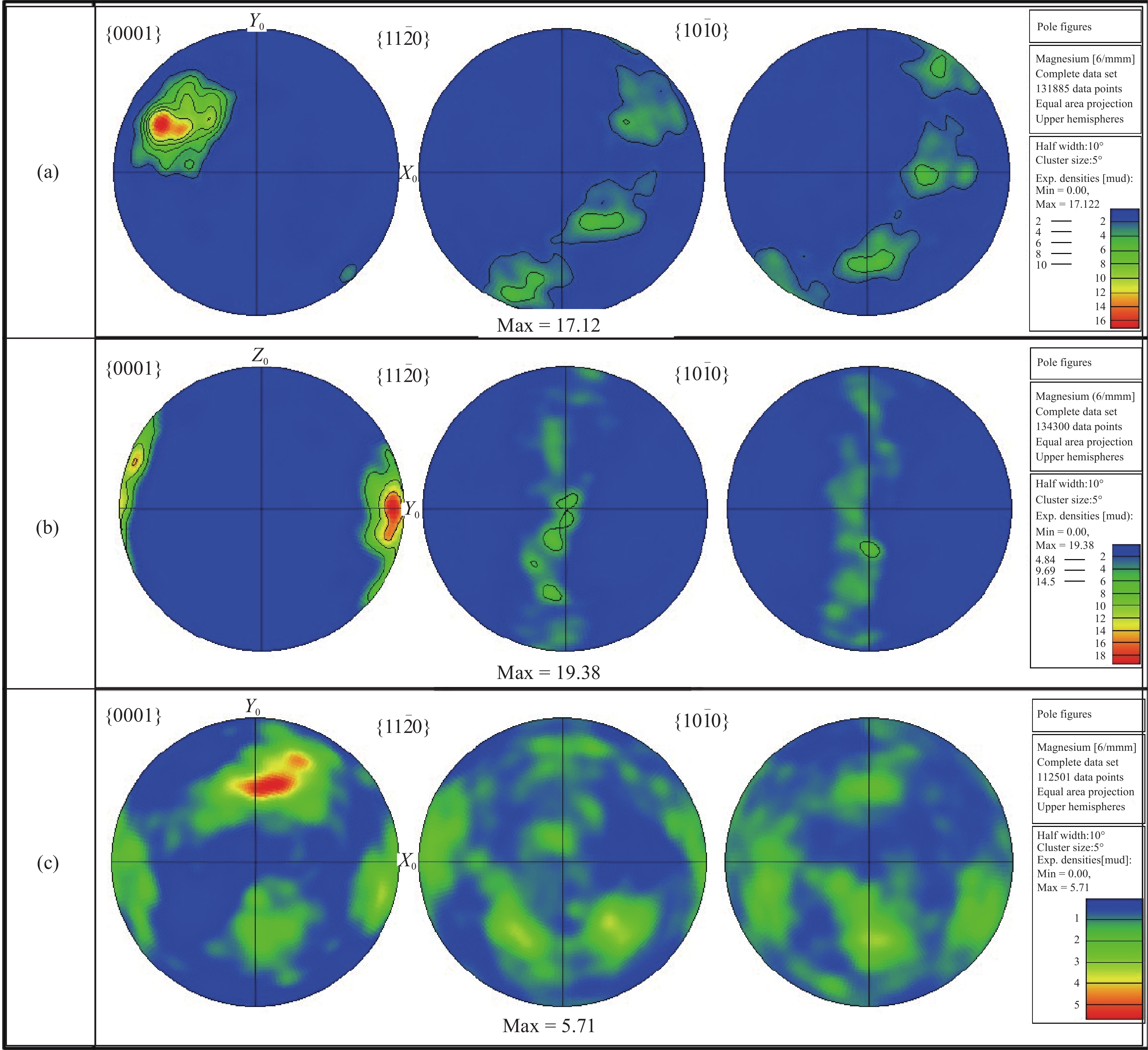
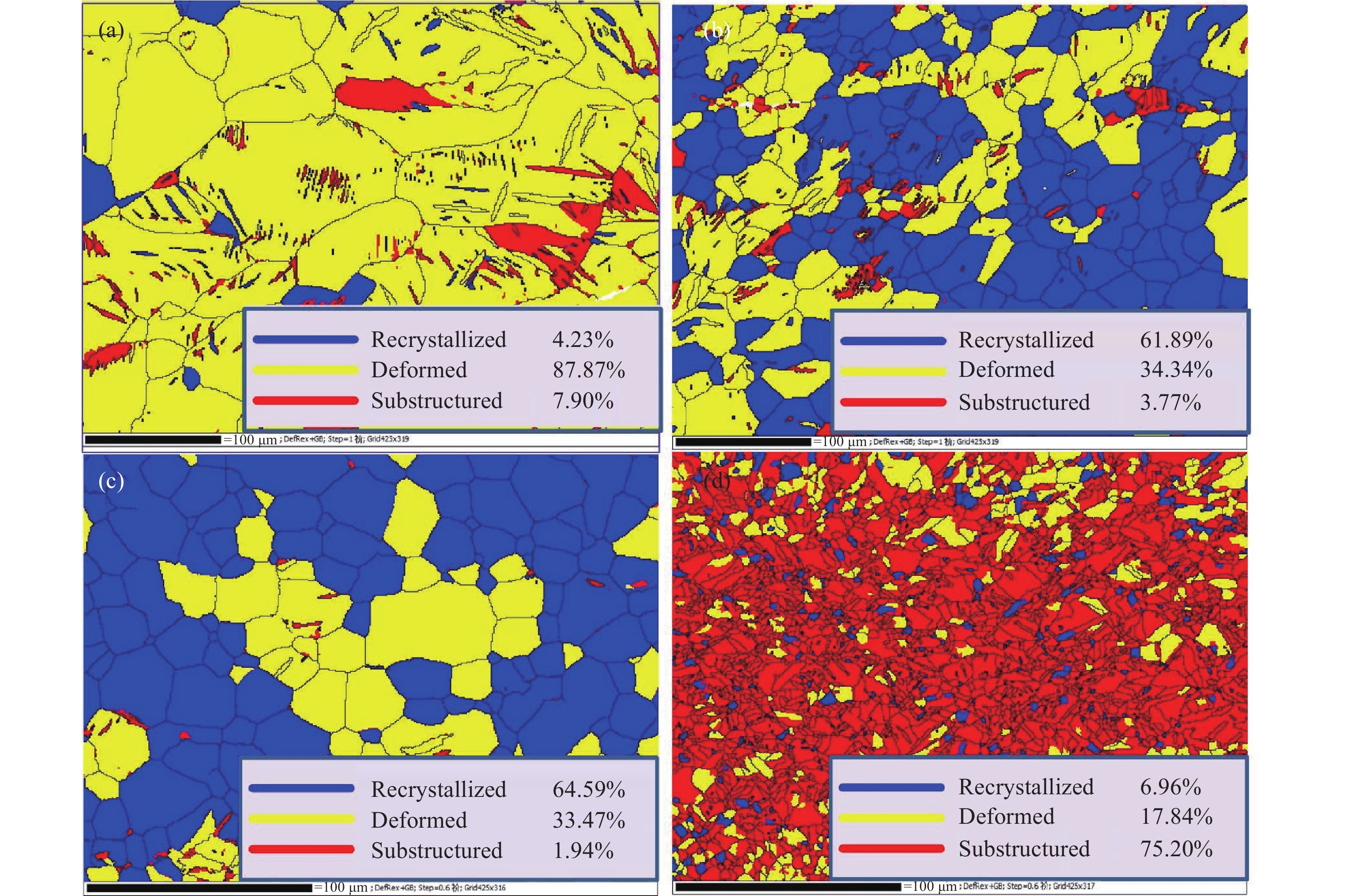
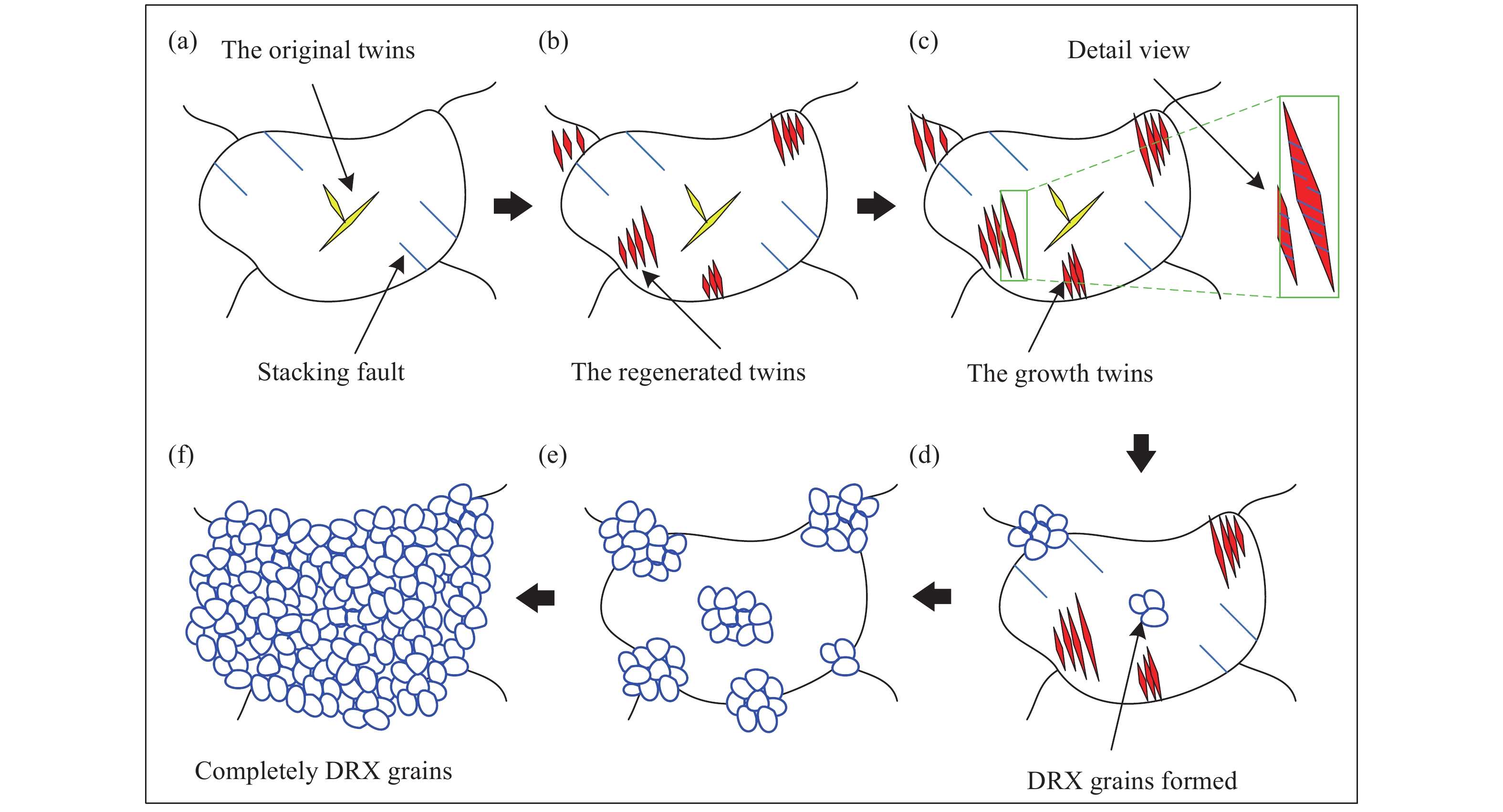
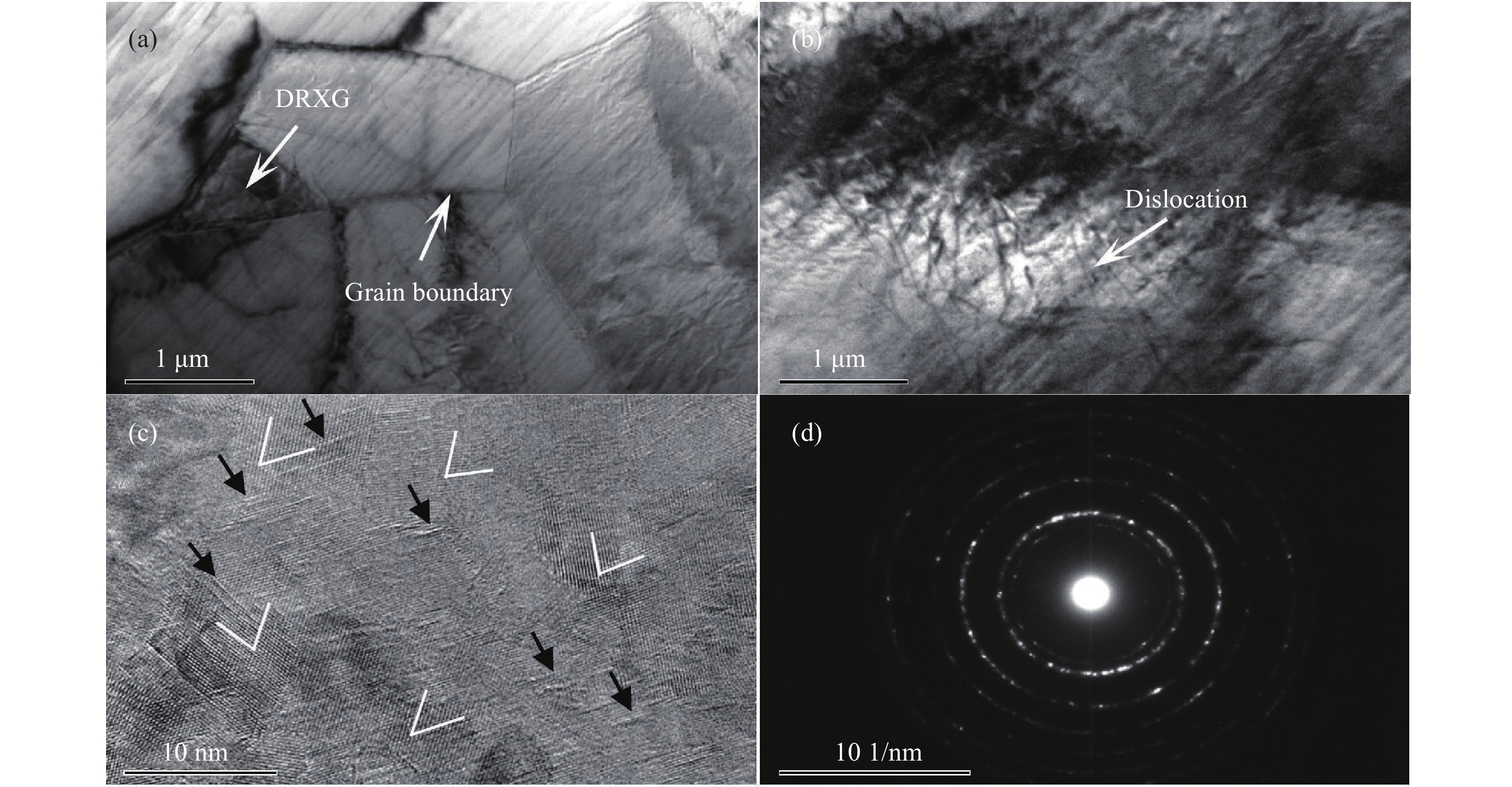
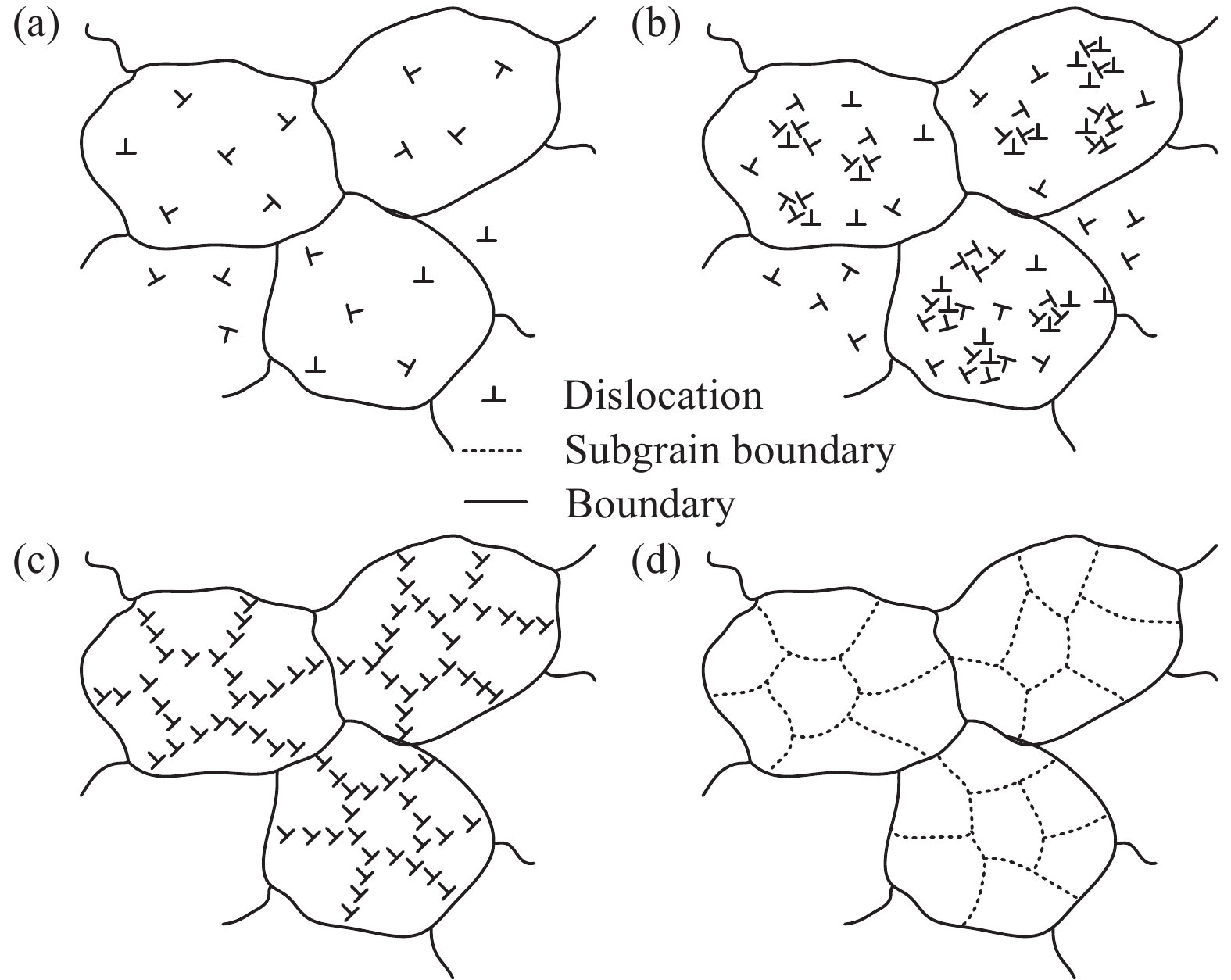
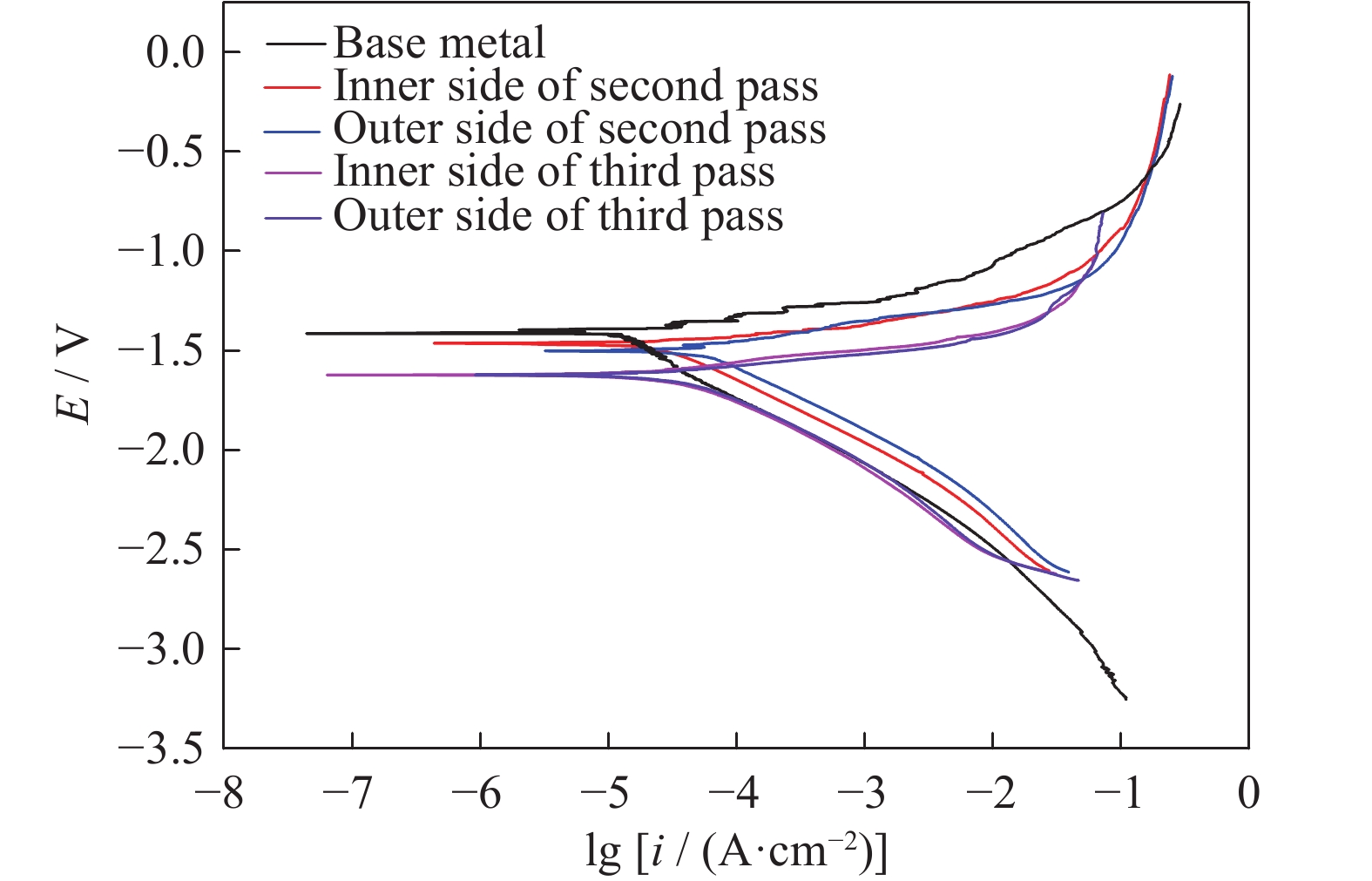
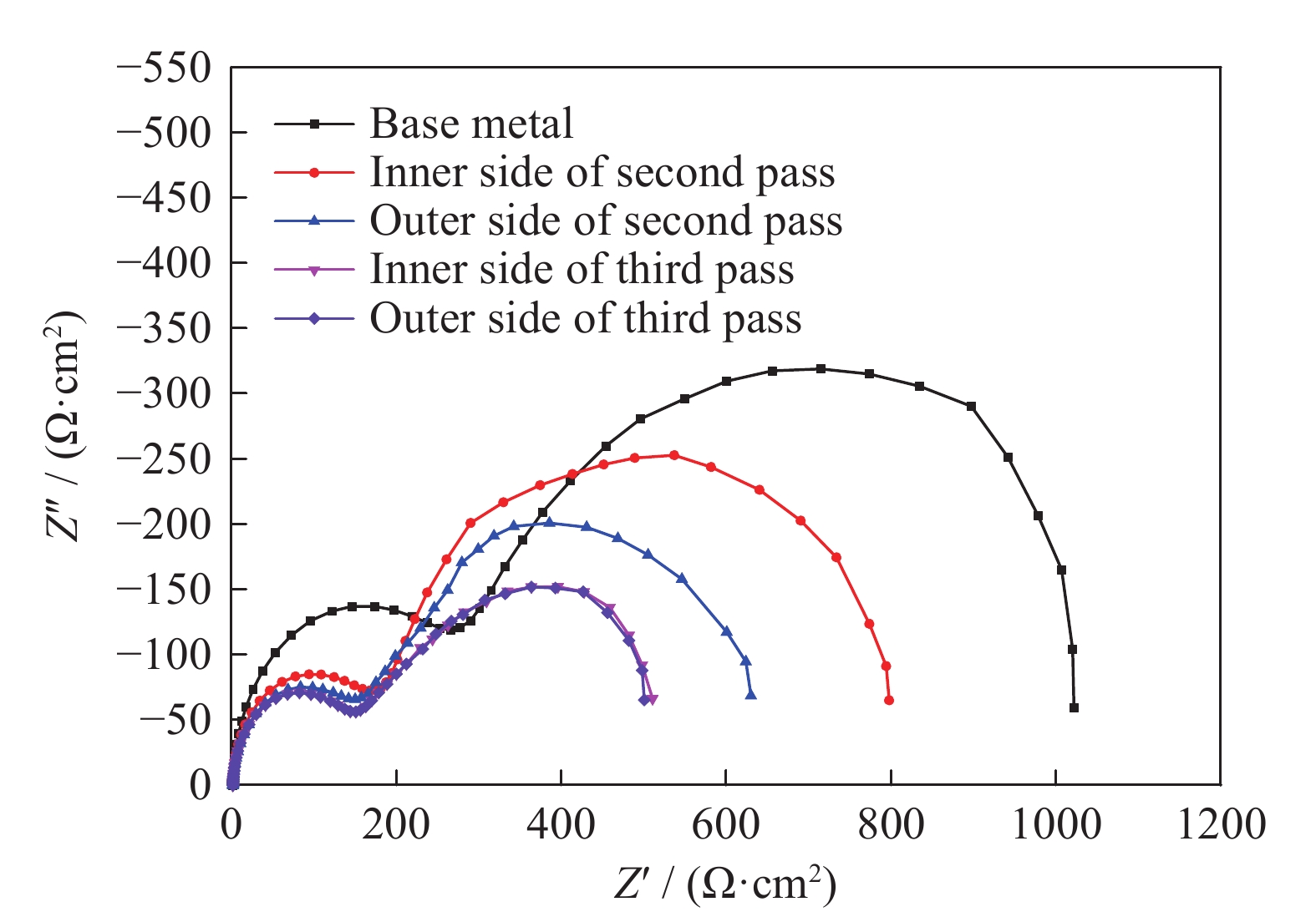
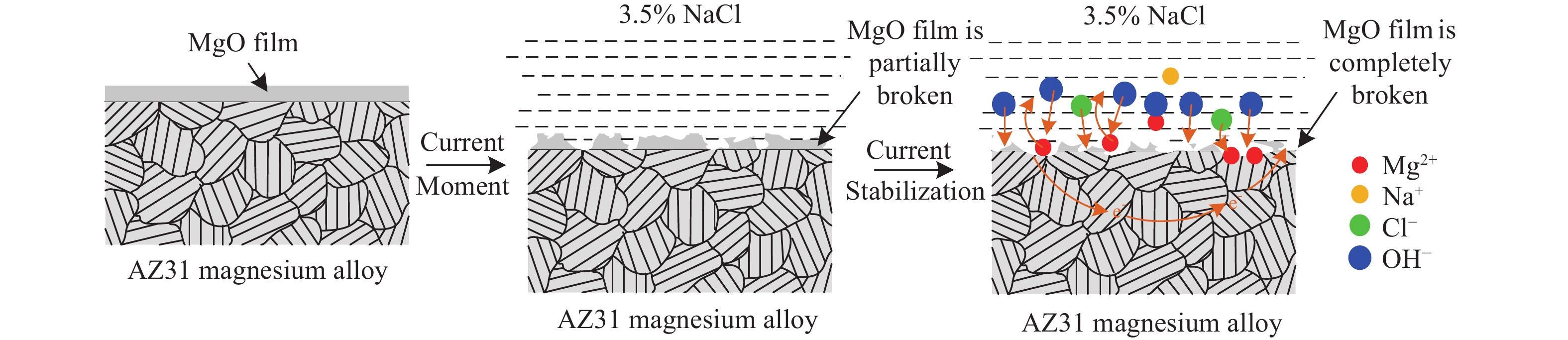
This study fabricates an AZ31 magnesium alloy tube by spinning technology-power stagger forward spinning. The microstructure evolution of the tube is investigated by combining electron backscatter diffraction and transmission electron microscopy analysis, and the corrosion resistance is measured by an electrochemical corrosion test. Results show that the grains are obviously more uniform and finer along the wall thickness’s direction of the AZ31 alloy tube after the third spinning pass. The number of twins ascends first and then descends, while the varying trend of low-angle grain boundaries (LAGBs) is opposite to that of the twins as the spinning pass increases. With the increase of the total spinning deformation, the deformation texture initially increases and the c-axis of the {0001} crystal plane gradually rotates to the axial direction of the tube; the deformation texture then decreases and the orientation of grains becomes more random. The main mechanism of grain refinement is dynamic recrystallization by the twin-induced way and bowing out of the nucleation at grain boundaries during the first and second pass. However, the dominant mechanism of the refined grain is the high-temperature dynamic recovery in the third pass, and the microstructure mainly consists of substructured grains. After the spinning deformation, the corrosion resistance of the AZ31 alloy tube decreases due to the combined effect of twins and high density-dislocations.


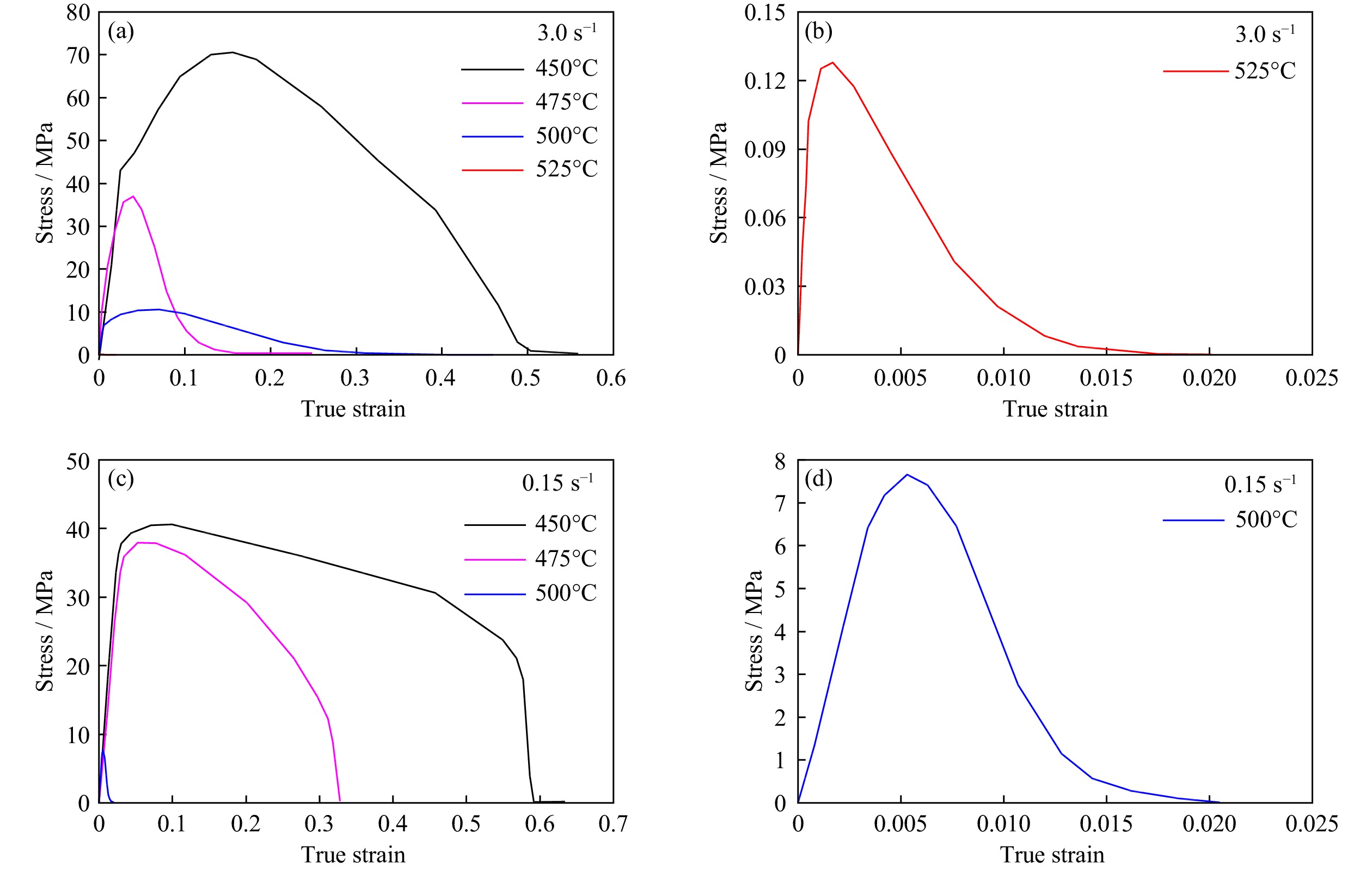
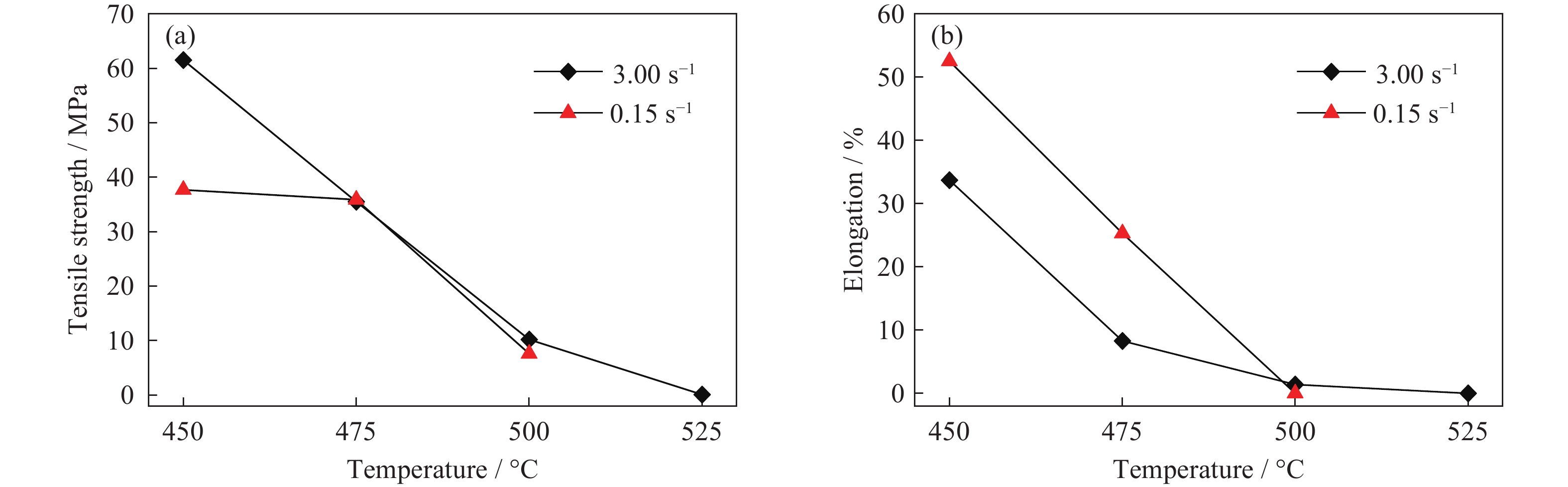
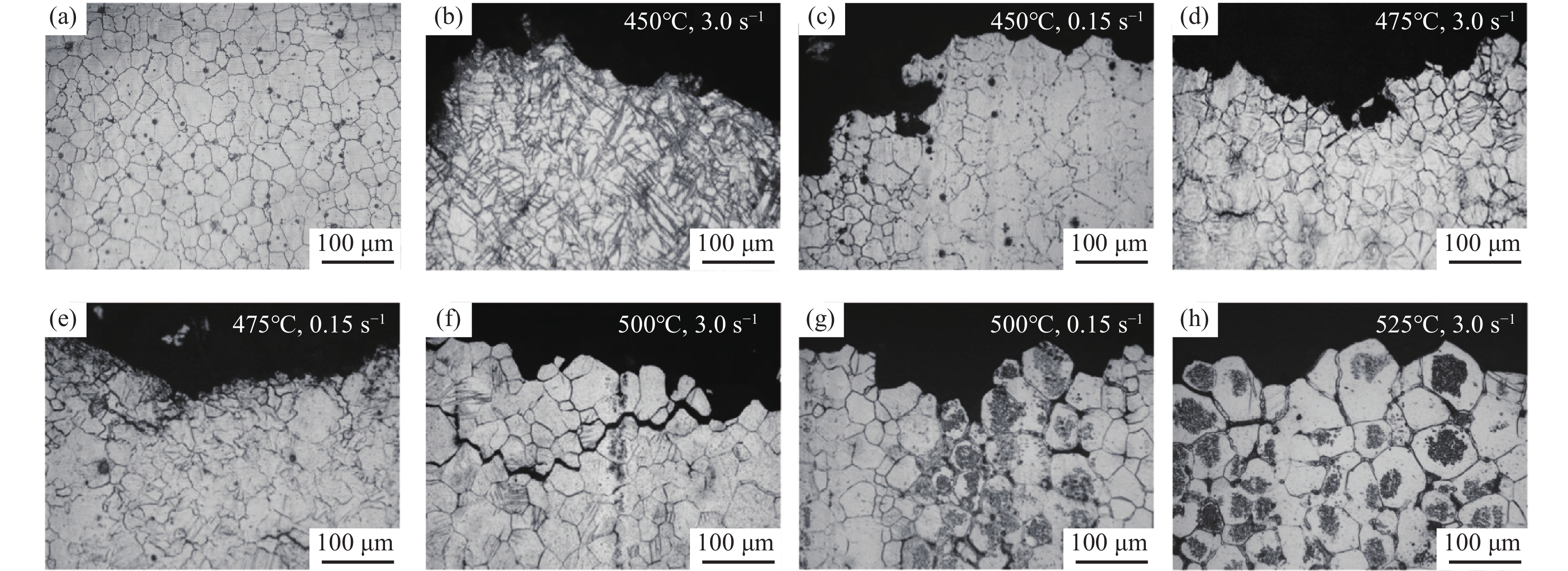
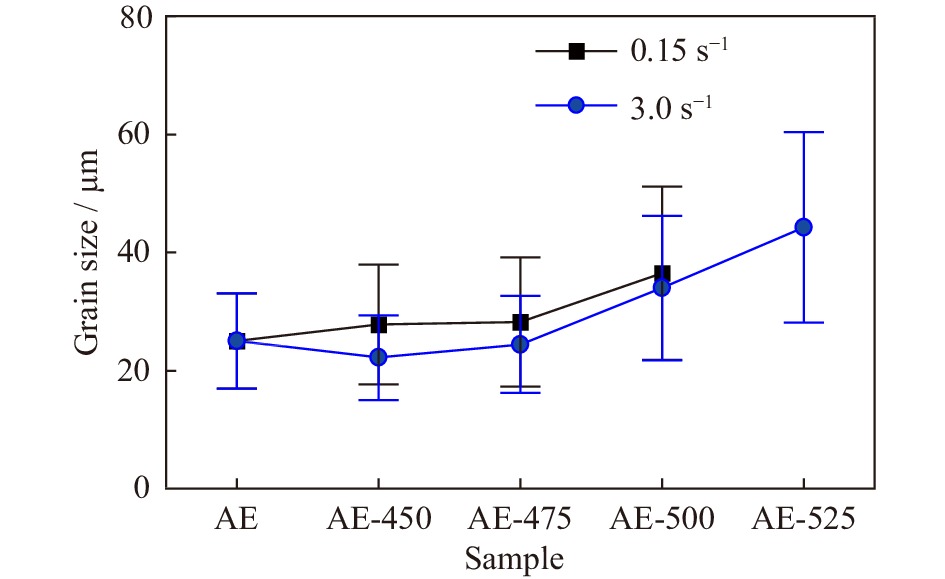
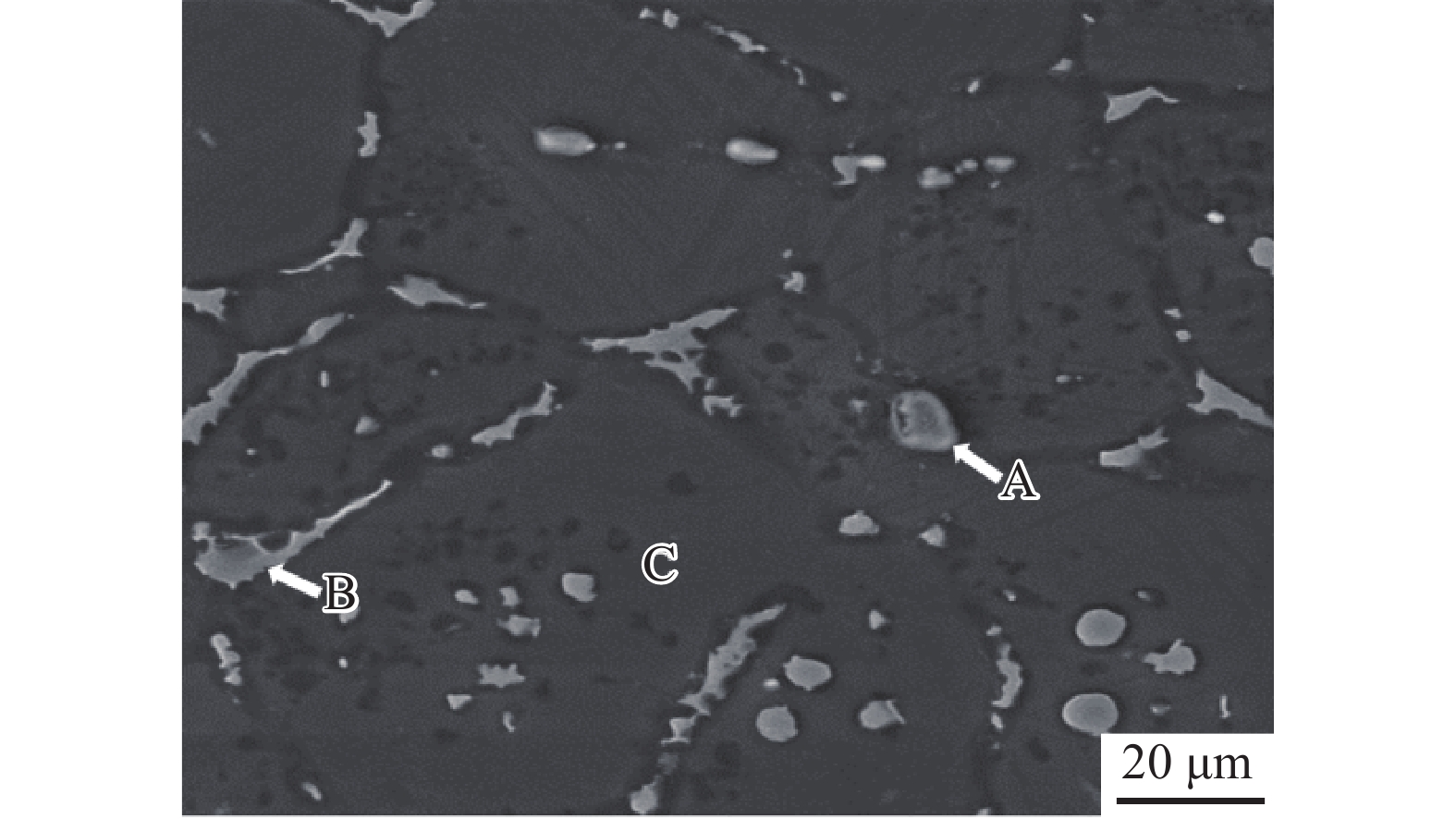
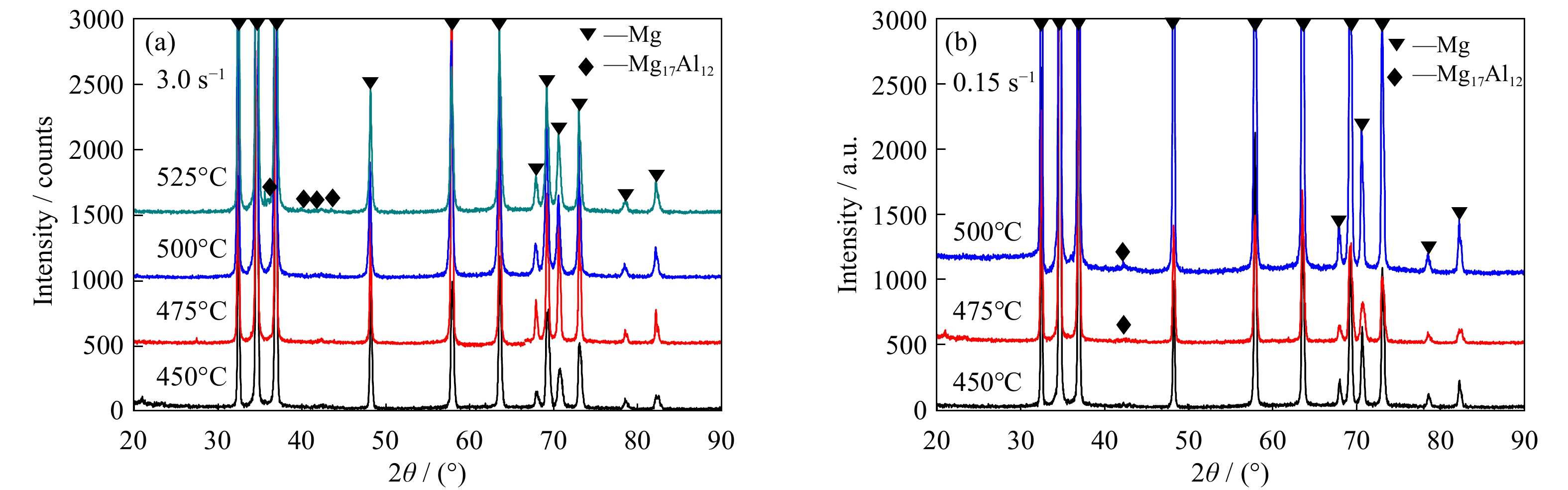
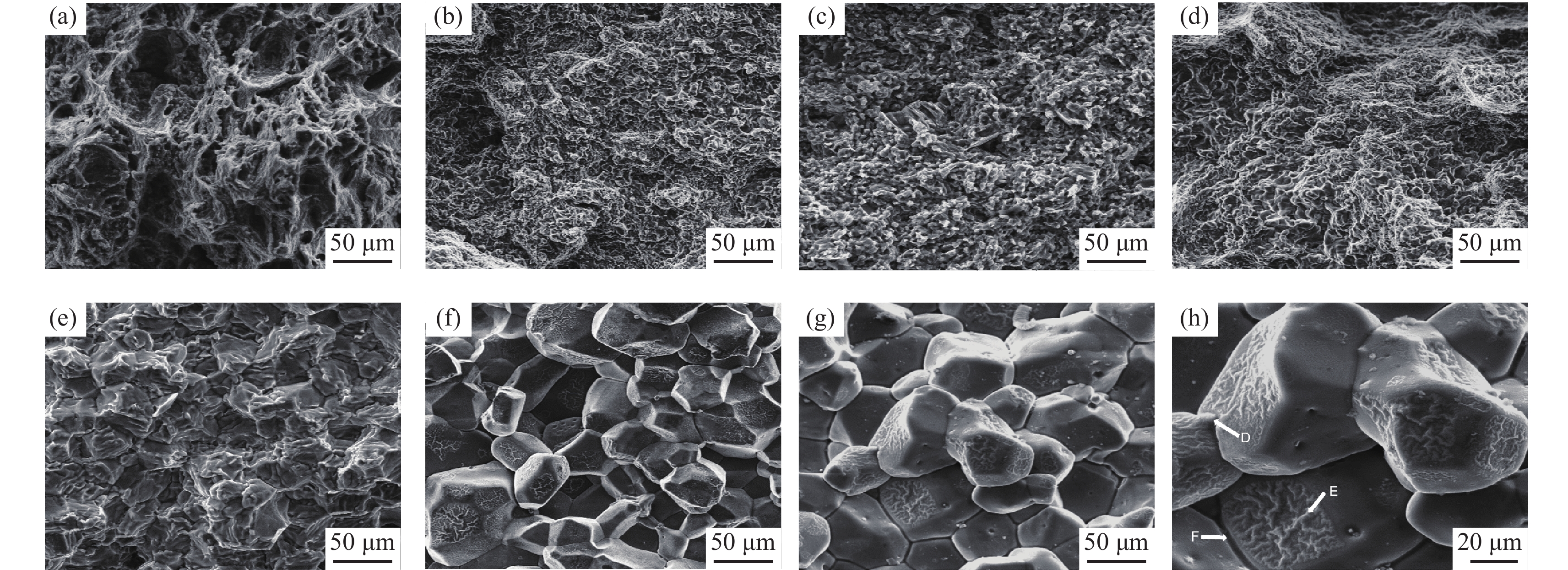
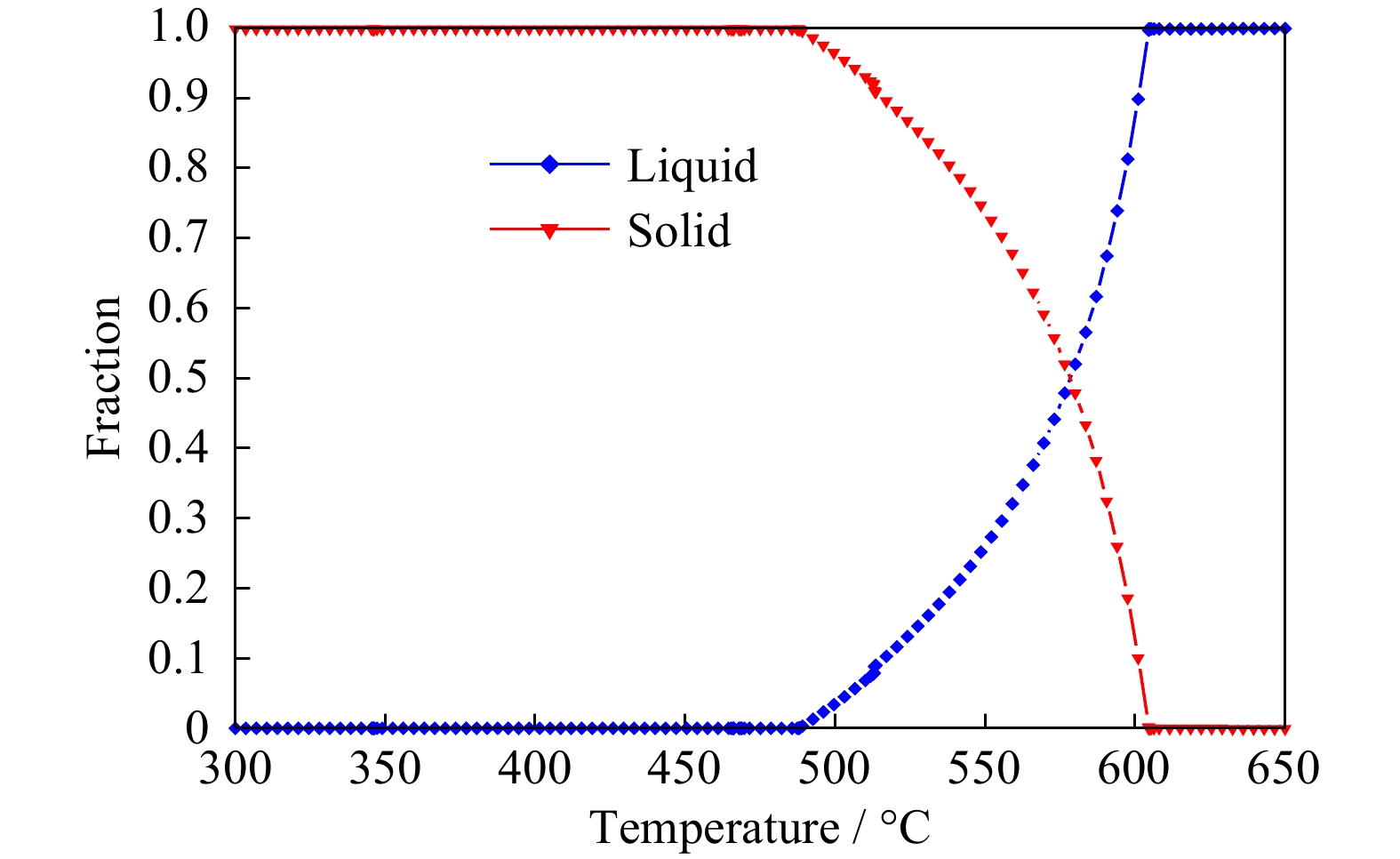
The mechanical properties of as-extruded AZ80 magnesium alloy at temperatures of 450–525°C and strain rates of 3.0 s−1 and 0.15 s−1 were investigated by tensile tests. Zero ductility of alloy appeared at 500°C with a strain rate of 0.15 s−1, while the zero strength and zero ductility of the alloy were obtained nearly simultaneously at 525°C with a strain rate of 3.0 s−1. The results indicated that the lower strain rate accelerated the arrival of zero ductility. As the temperature increased, the failure mode of the alloy developed from trans-granular fracture to cleavage fracture and then to inter-granular fracture with the feature of sugar-like grains and fusion traces. The existence of the low-melting composite of β-Mg17Al12 and Al8Mn5 particles segregated near the Mg17Al12 phase along grain boundaries were demonstrated to be the reason for the brittle fracturing of the AZ80 alloy at high temperatures. Furthermore, microstructural evolution at temperatures approaching the solidus temperature was discussed to clarify magnesium alloy’s high temperature deformation mechanism.

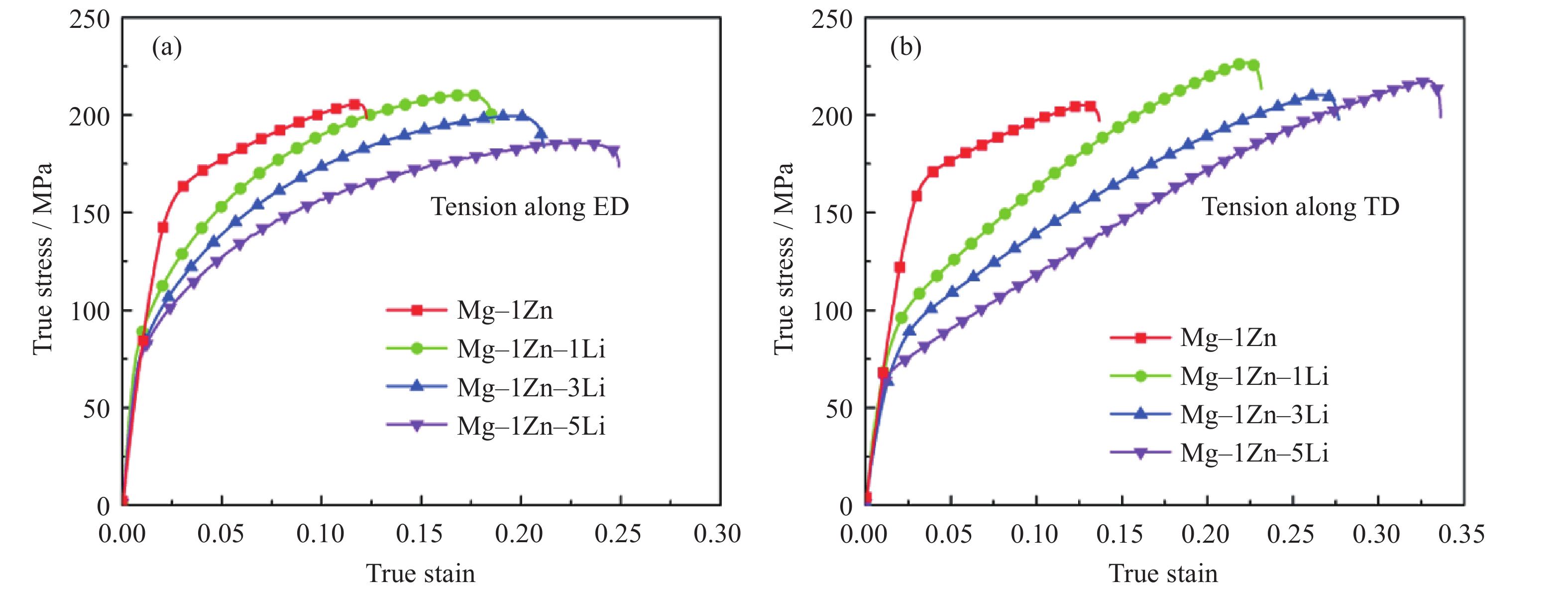
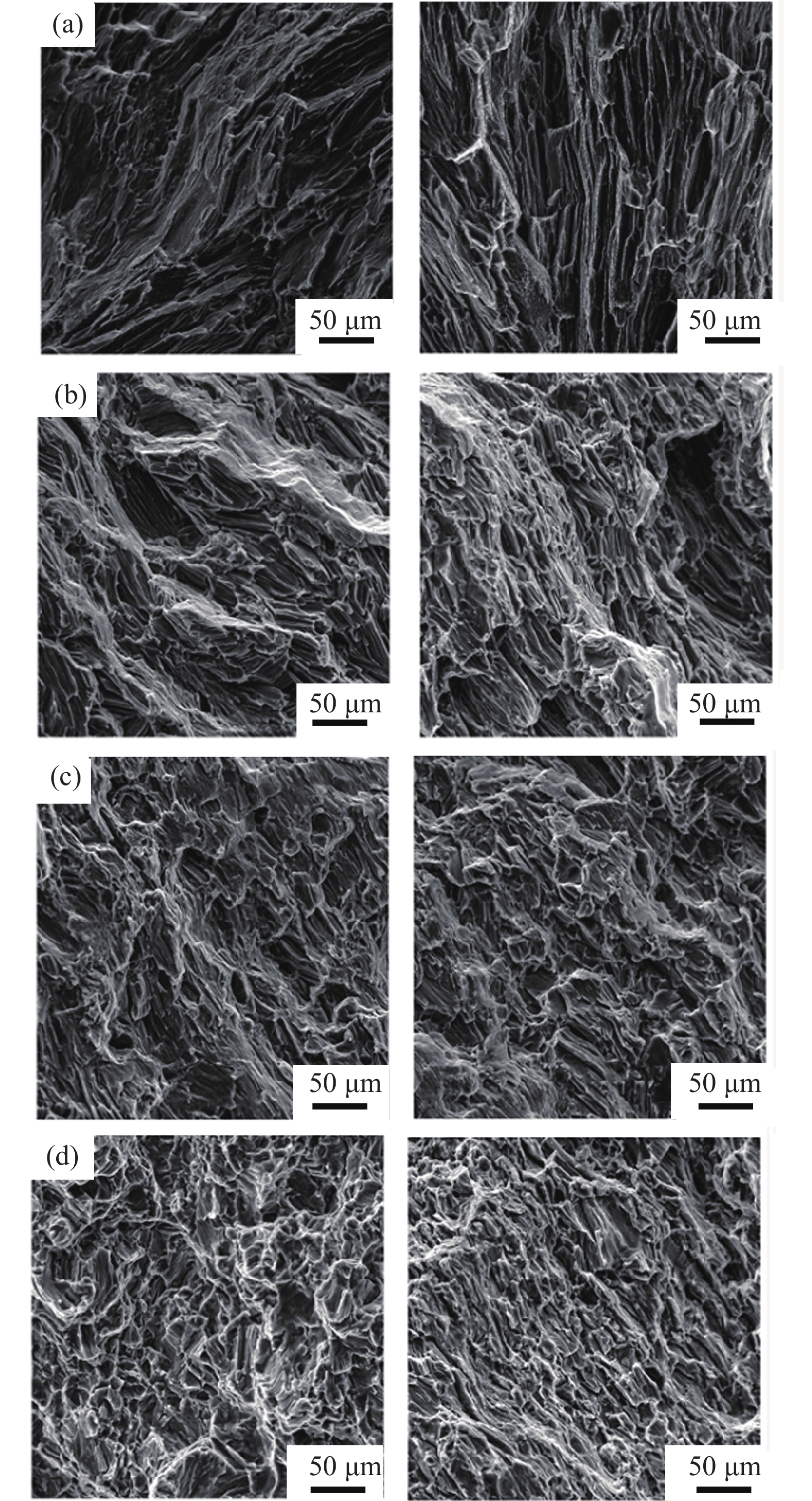
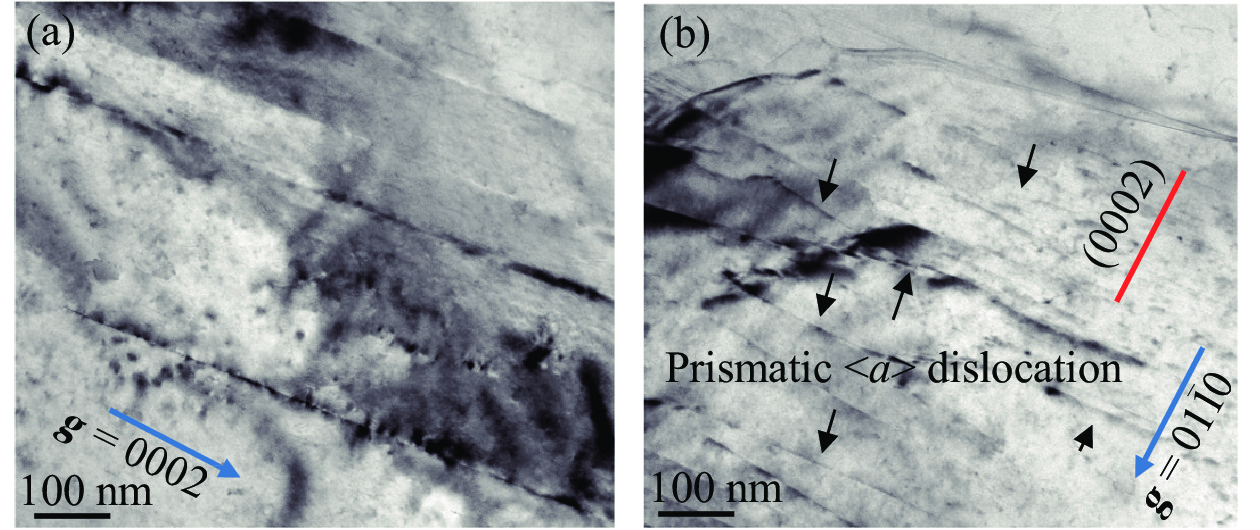
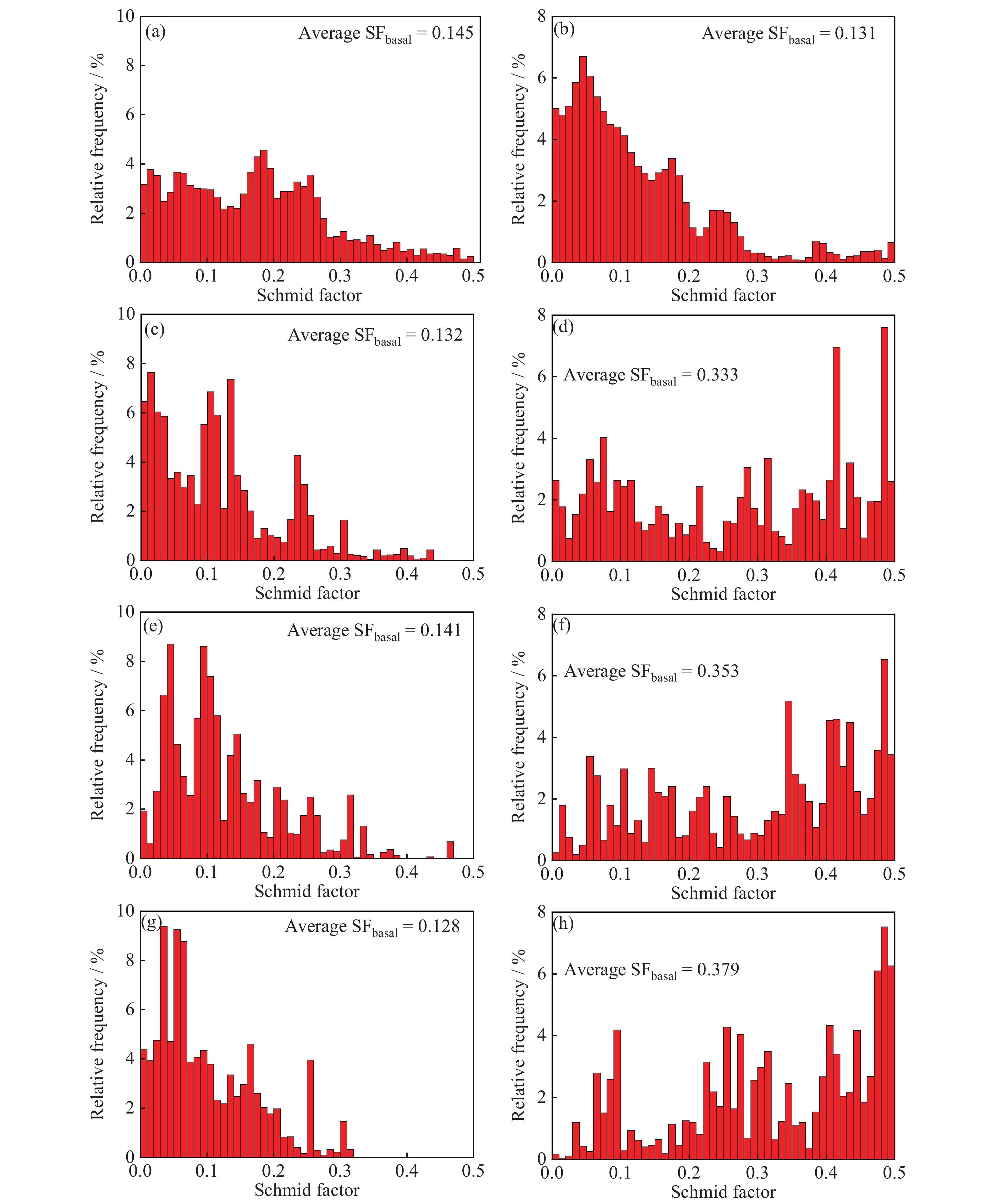
Li addition is verified to be an effective method to increase the room temperature ductility and formability of Mg alloys. In the present study, the microstructure, texture, and tensile properties of the extruded Mg–1Zn–xLi (wt%, x = 0, 1, 3, 5) alloy sheets were studied by X-ray diffraction (XRD), scanning electron microscope (SEM), and electron backscatter diffraction (EBSD). It was found that Li addition resulted in the grain coarsening and the development of new transverse direction (TD)-tilting and


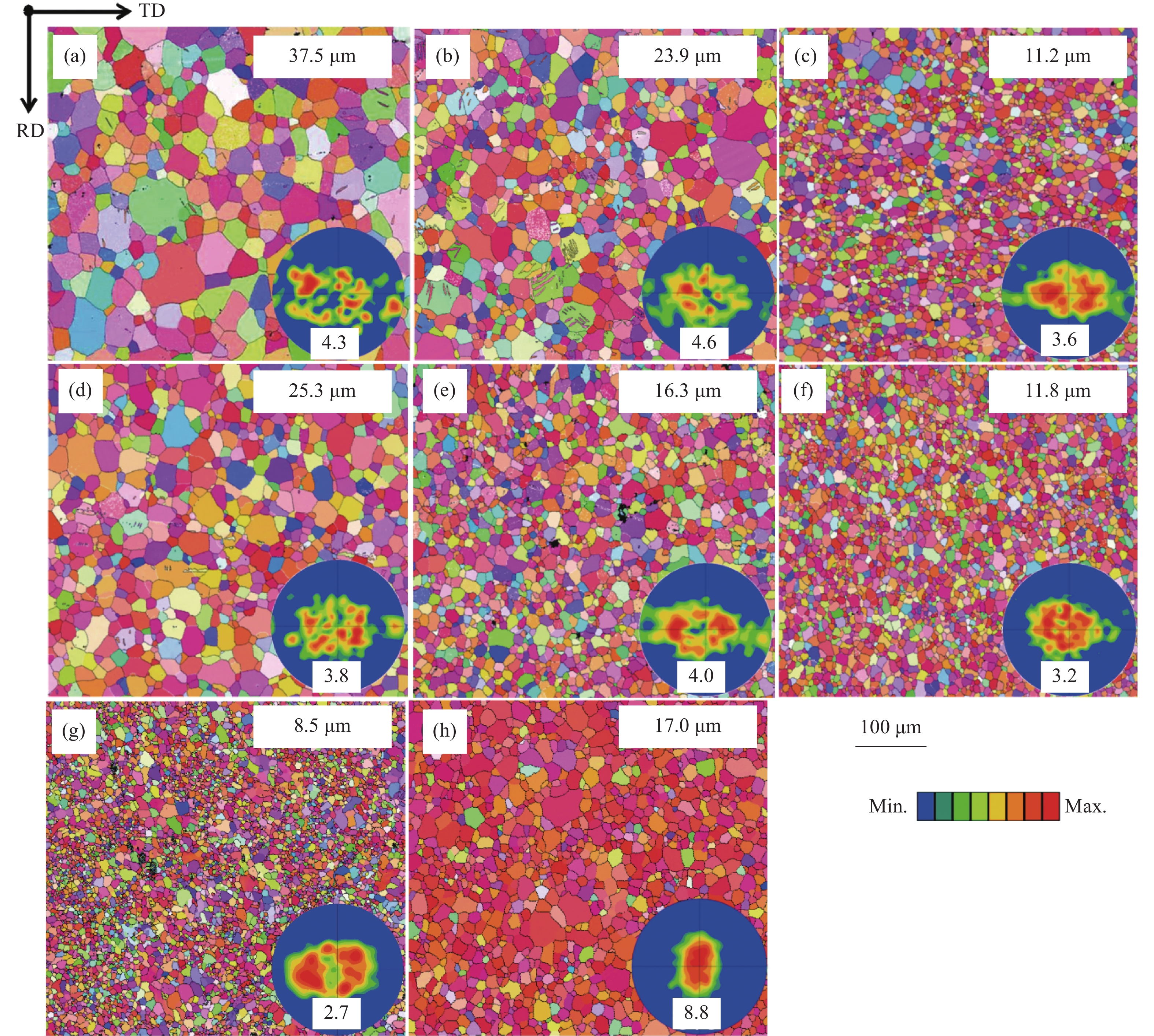
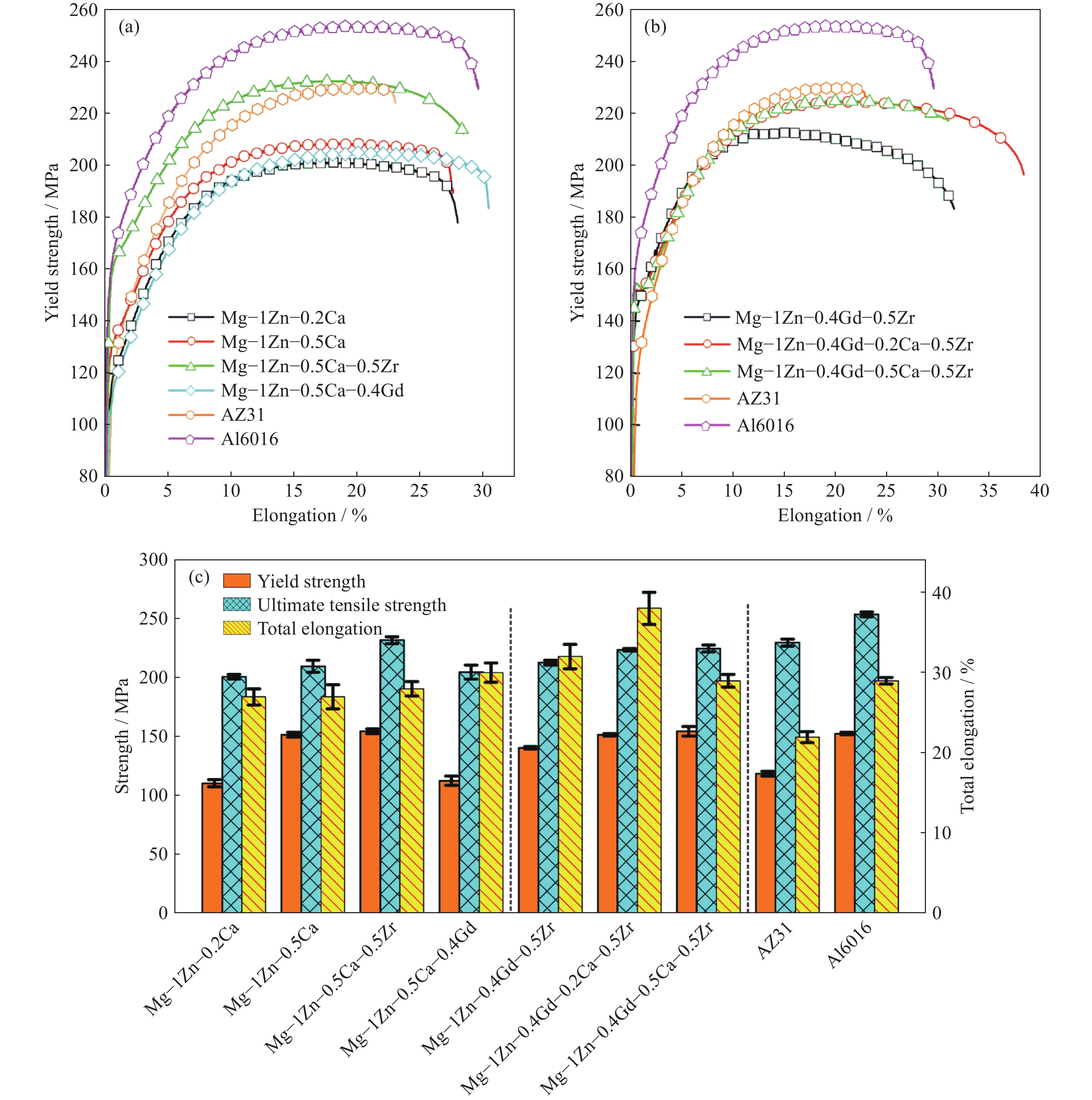
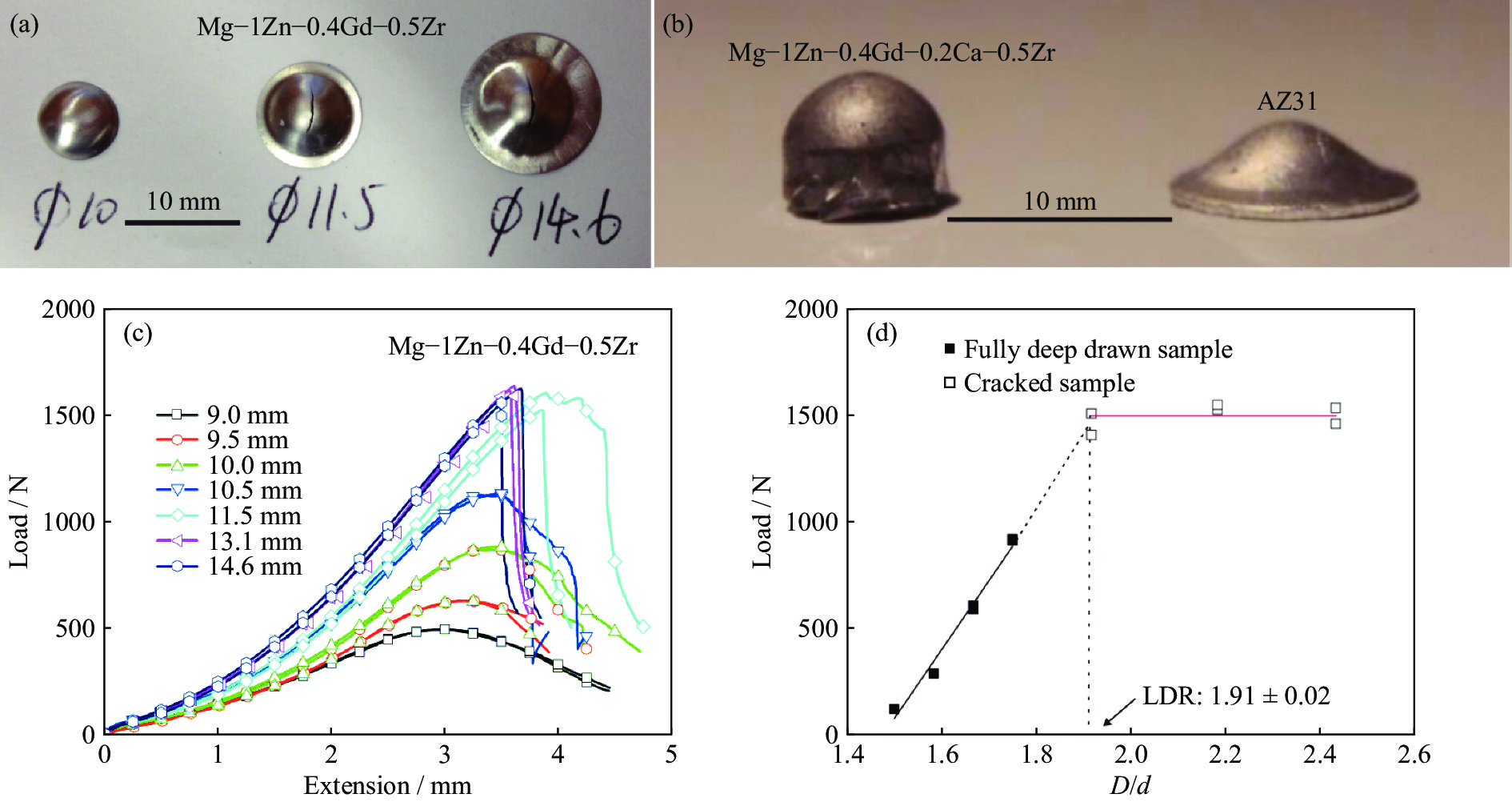
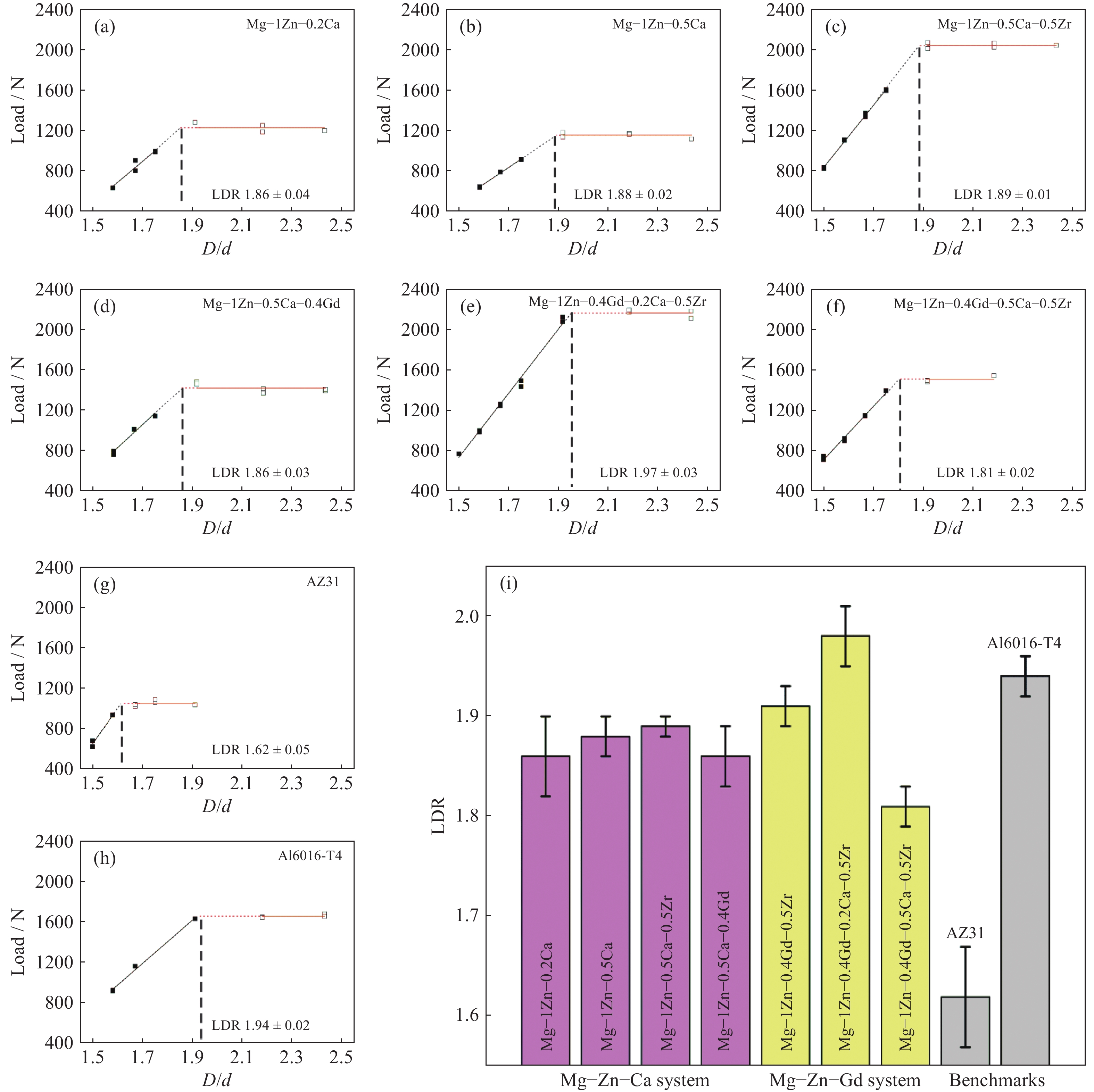
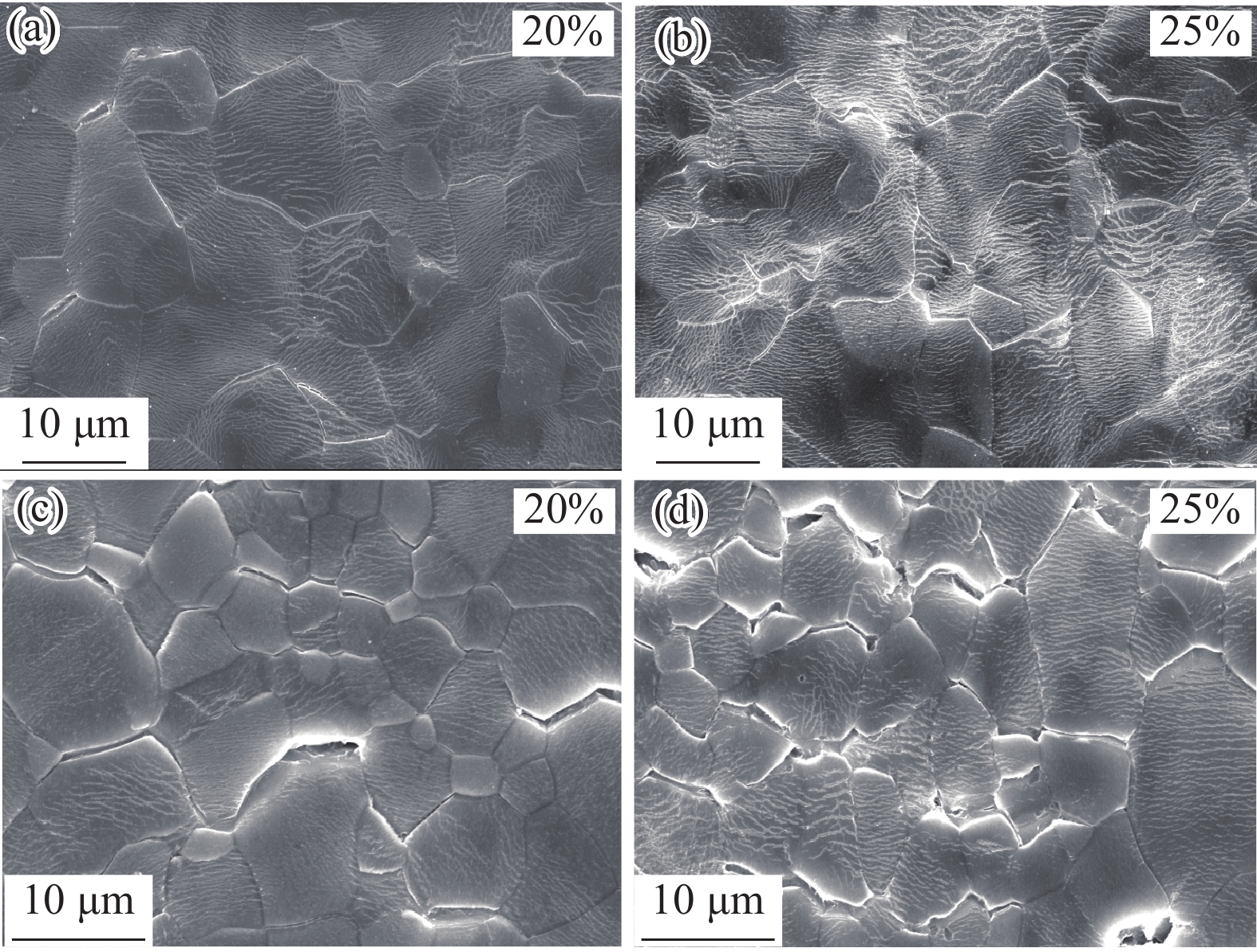
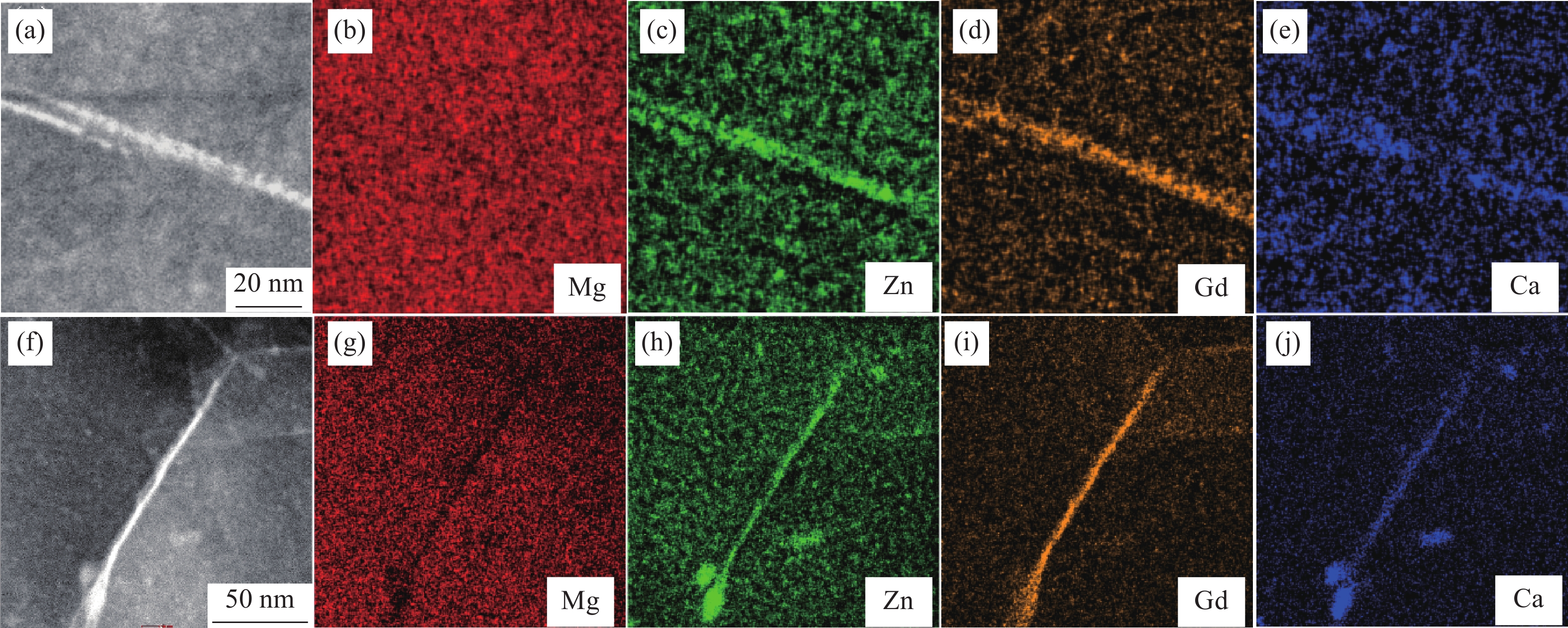
The effectiveness of Ca or Gd addition on ductility and formability of Mg–Zn–Zr based dilute alloys in deep drawing has not been systematically compared previously. In this study, formable Mg–Zn–Gd–Zr and Mg–Zn–Ca–Zr sheet alloys are produced by hot rolling. These sheets have similarly weakened basal texture, but the sheet of the Mg–Zn–Gd–Zr alloys has higher ductility and formability than that of Mg–Zn–Ca–Zr alloys. The combined addition of 0.2wt% Ca and 0.4wt% Gd to the Mg–1Zn–0.5Zr (wt%) alloy leads to a Mg–1Zn–0.4Gd–0.2Ca–0.5Zr alloy that has even better ductility, and its formability during deep drawing is comparable to the benchmark Al6016 sheet. An increase in Ca content from 0.2wt% to 0.5wt% leads to decreased sheet ductility and formability, predominantly due to grain boundary embrittlement.
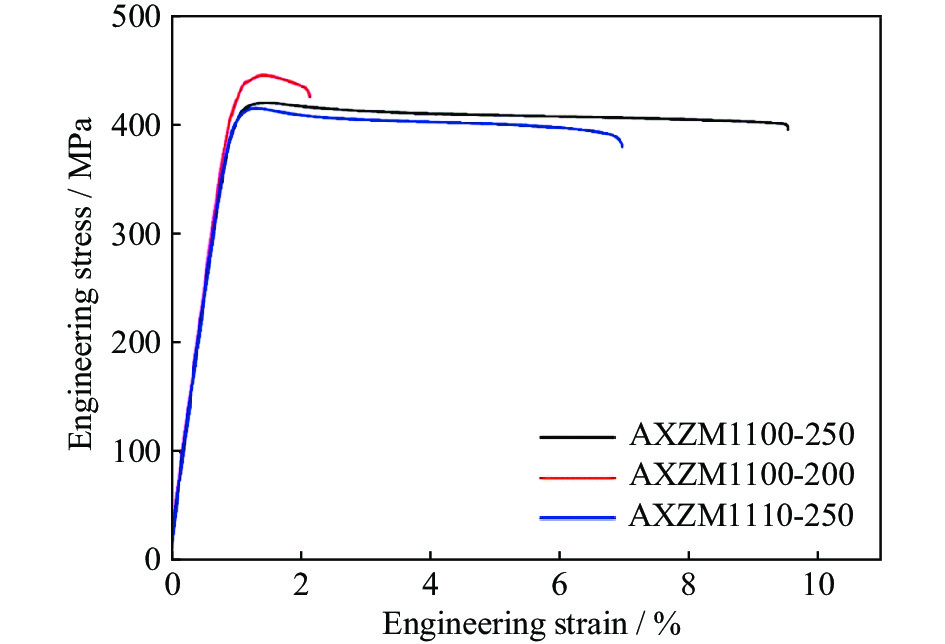
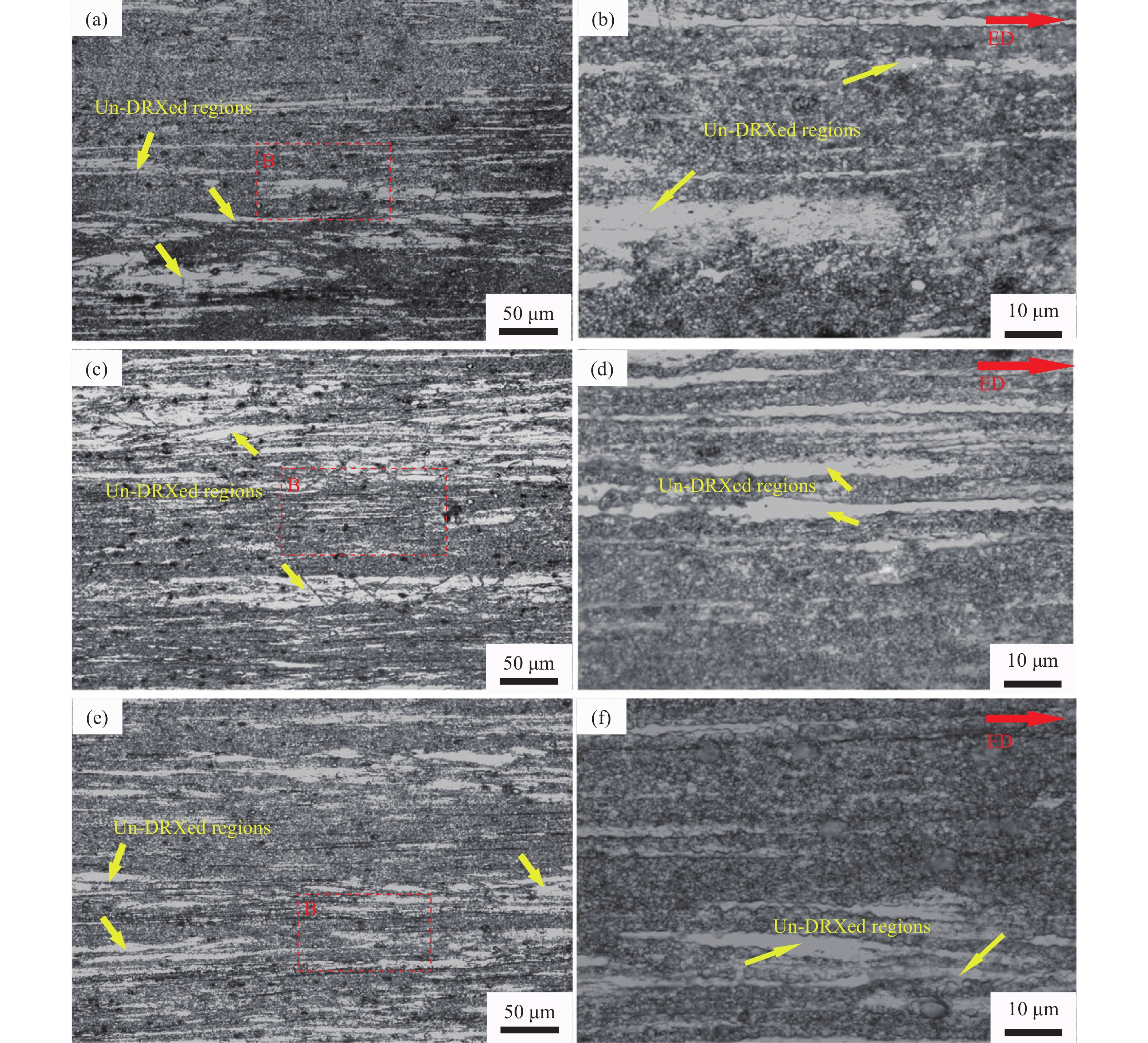
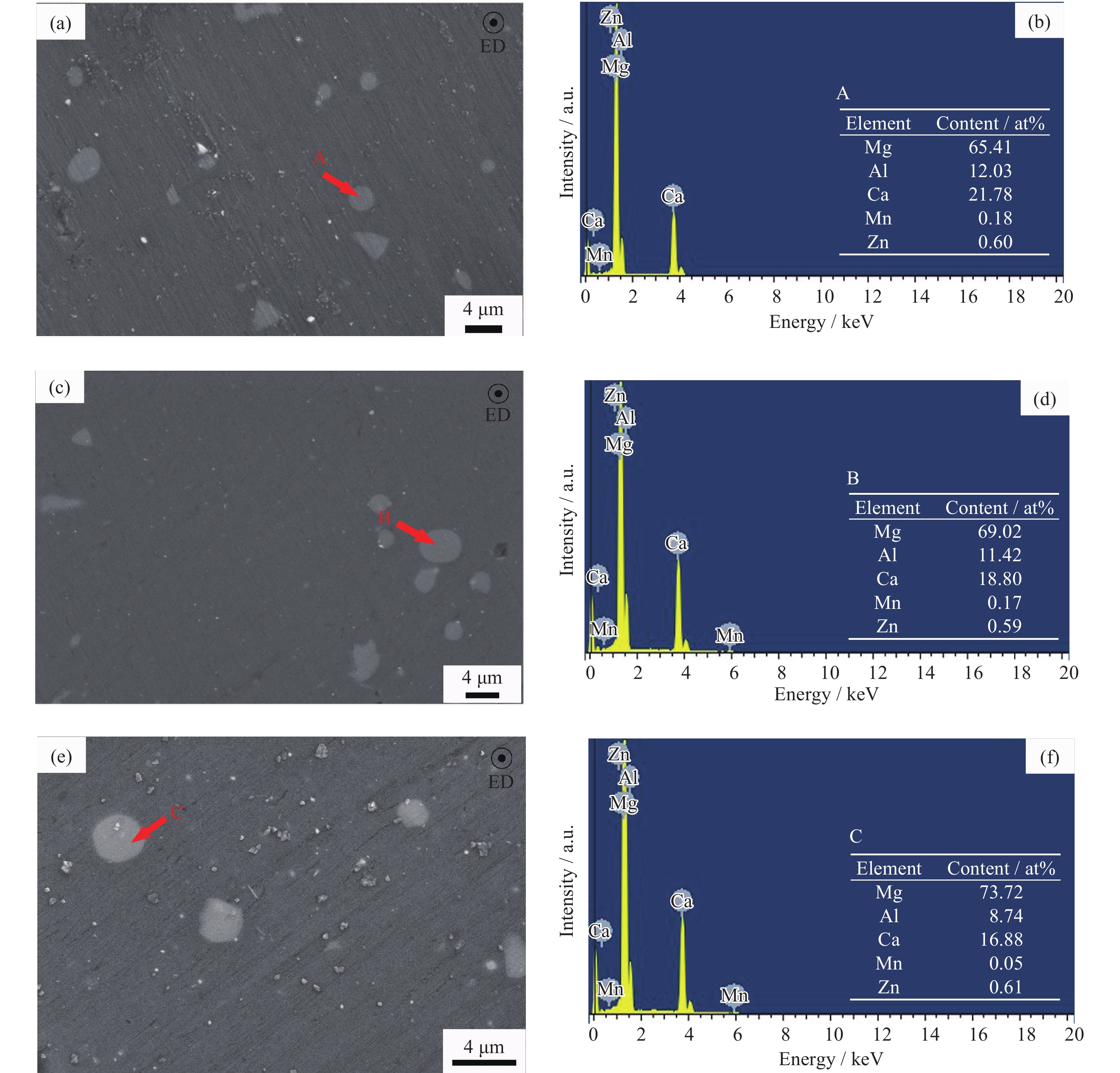
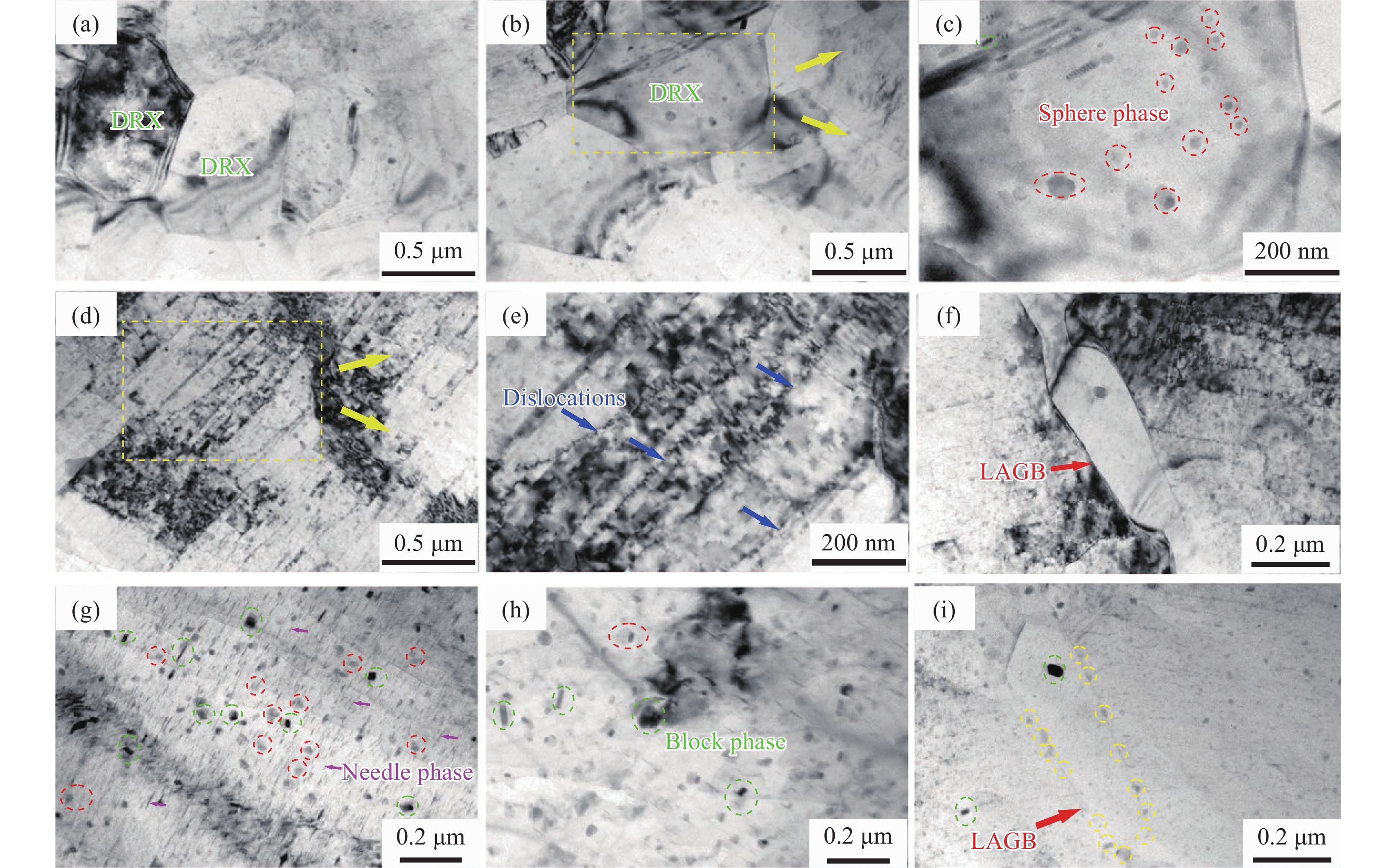
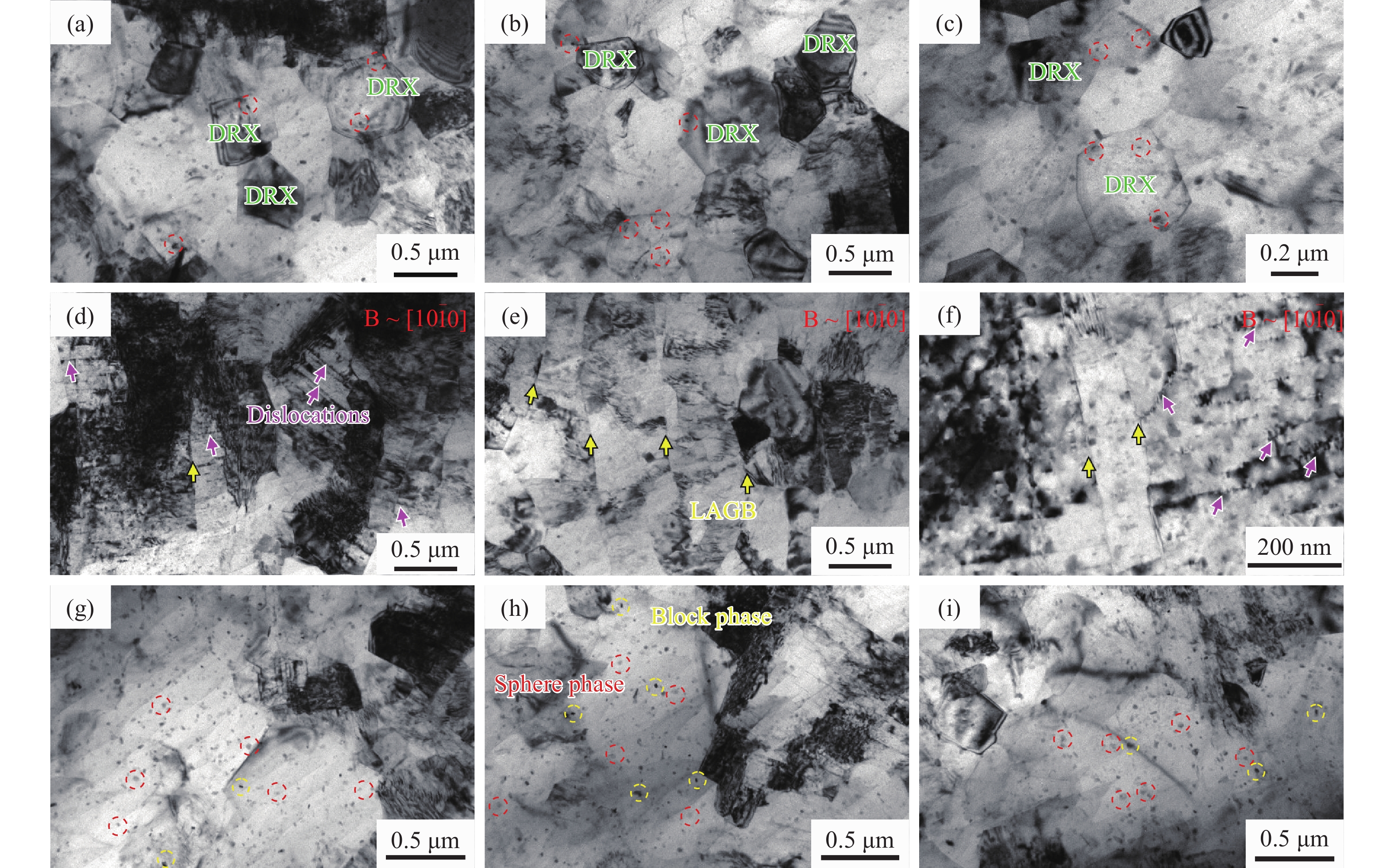
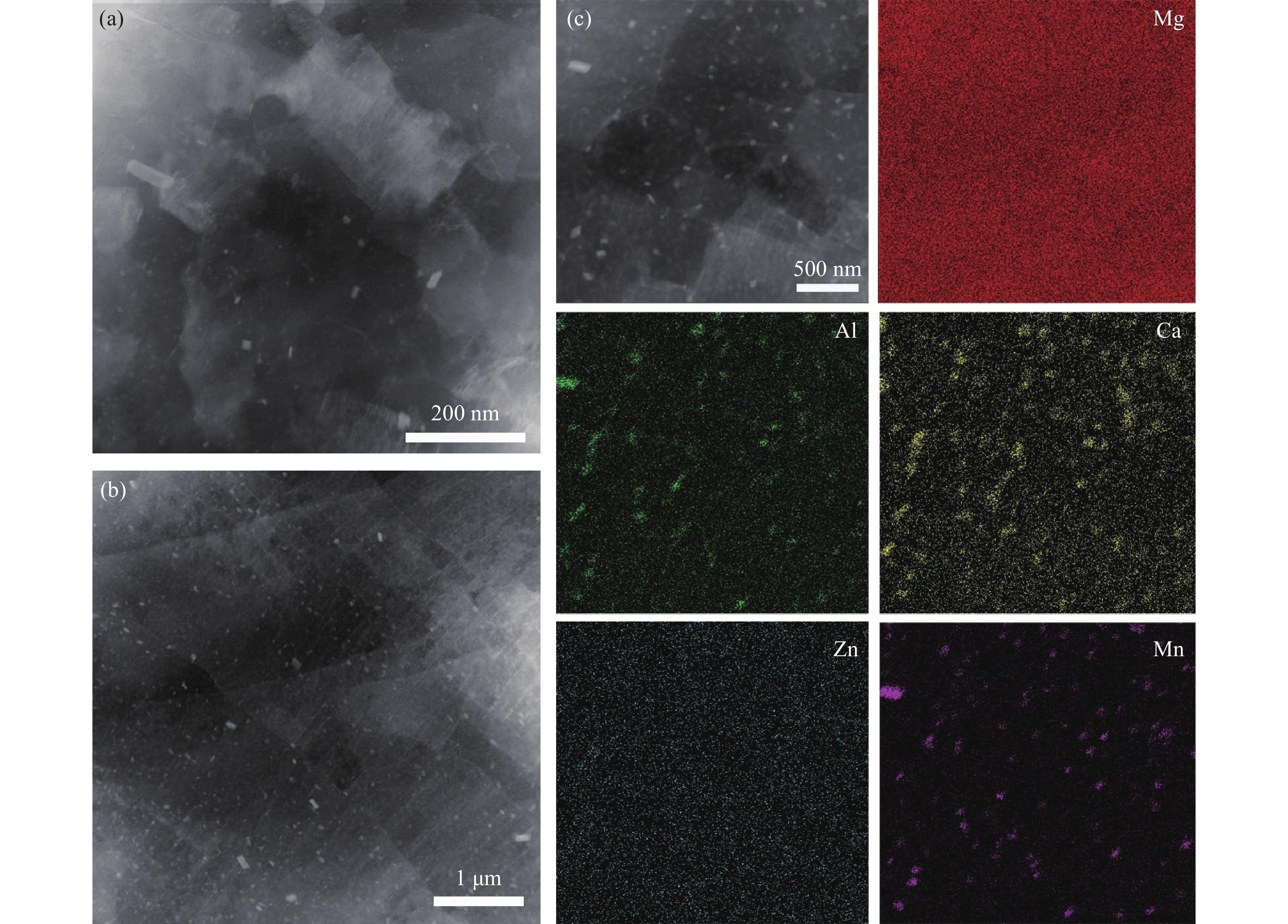
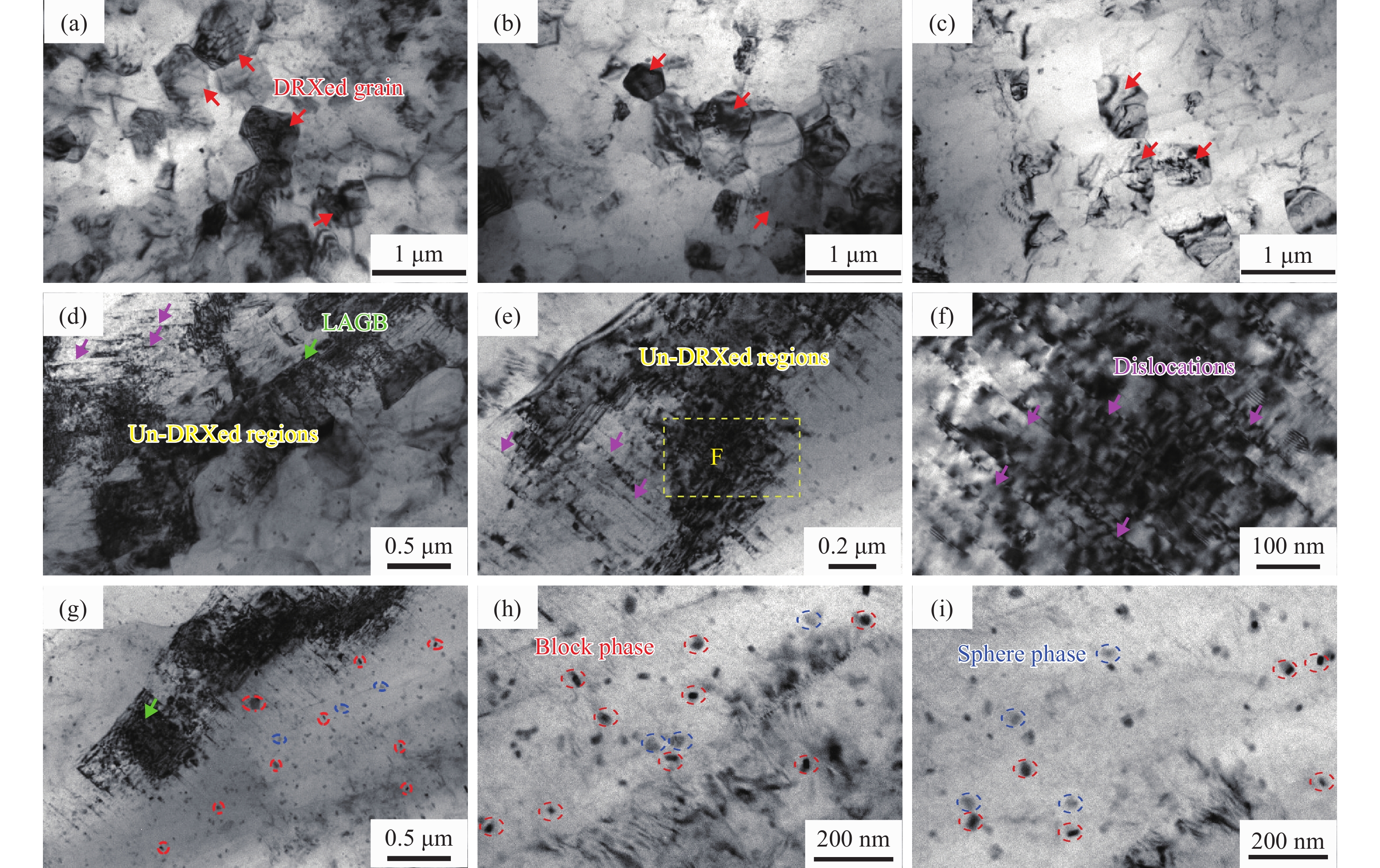
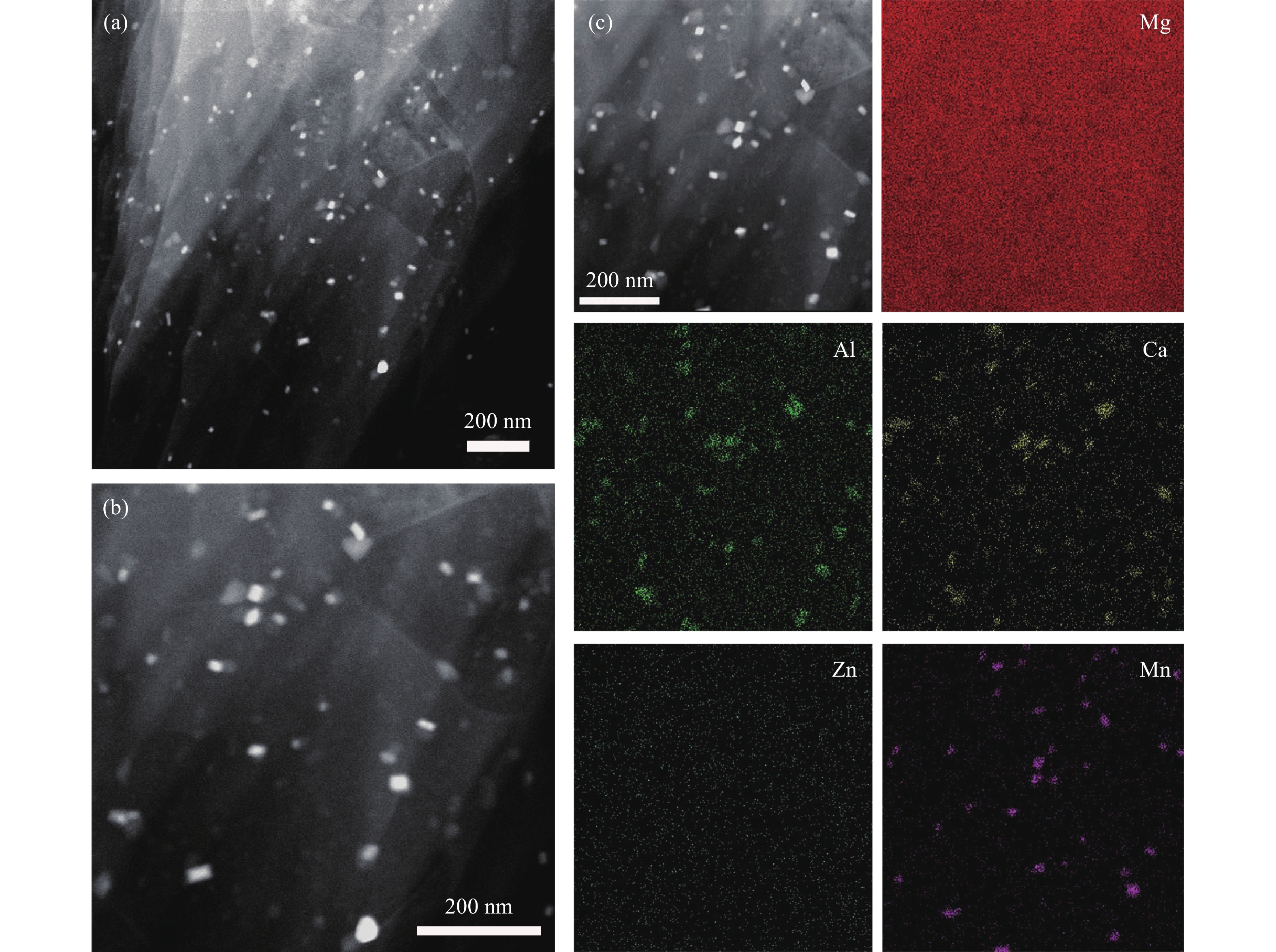
A novel low-cost Mg–Al–Ca–Zn–Mn-based alloy was developed to simultaneously improve its strength and ductility. The high yield strength of 411 MPa and the high elongation to failure of ~8.9% have been achieved in the as-extruded Mg–1.3Al–1.2Ca–0.5Zn–0.6Mn (wt%) sample. Microstructure characterizations showed that the high strength is mainly associated with the ultra-fined dynamically recrystallized (DRXed) grains. Moreover, high-density dislocations in the un-DRXed region and nano-precipitates are distributed among the α-Mg matrix. The high ductility property can be ascribed to the high volume fraction of DRXed grains with a much randomized texture, as well as the formations of high-density subgrains in the un-DRXed grain regions.

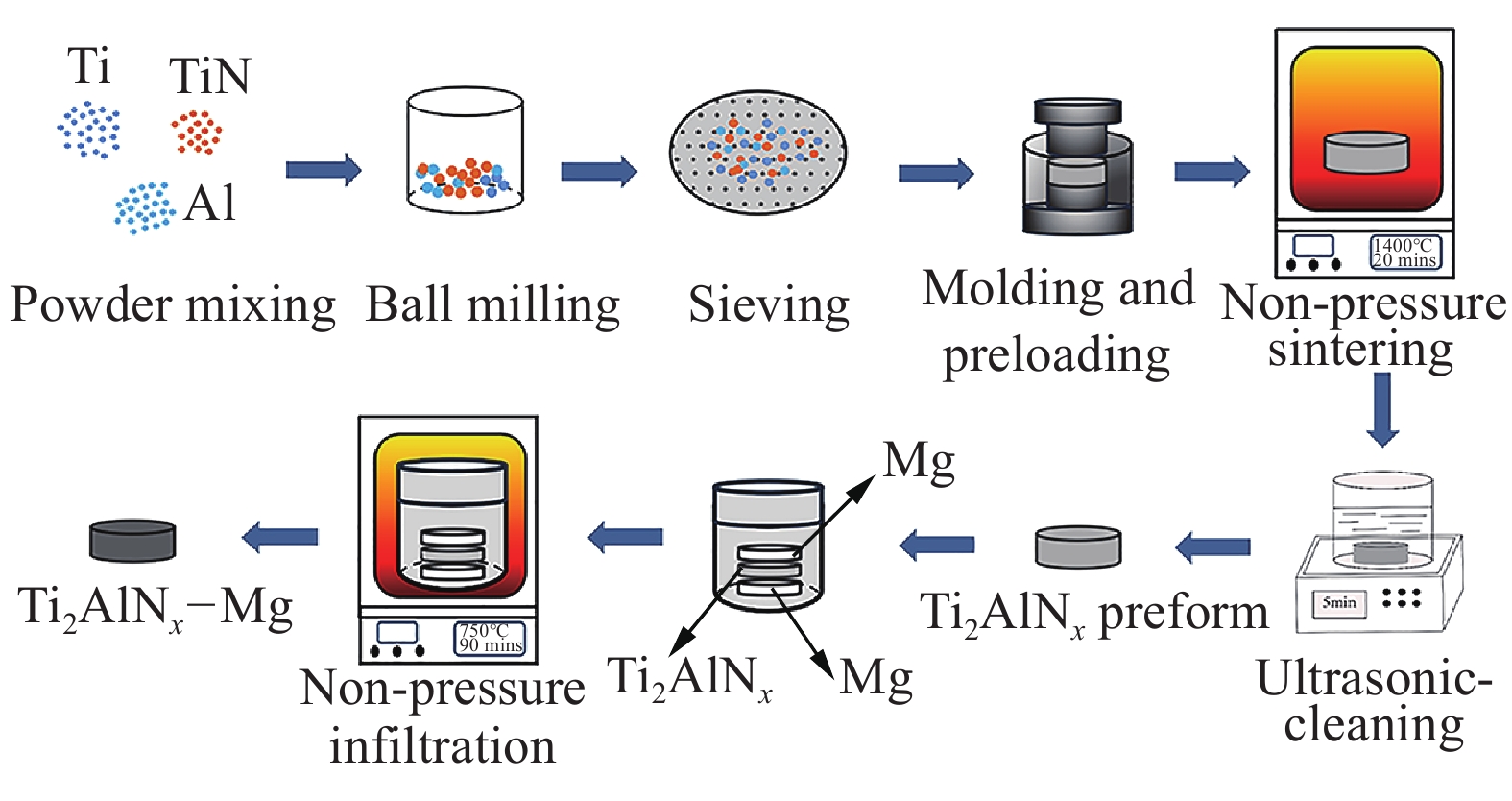
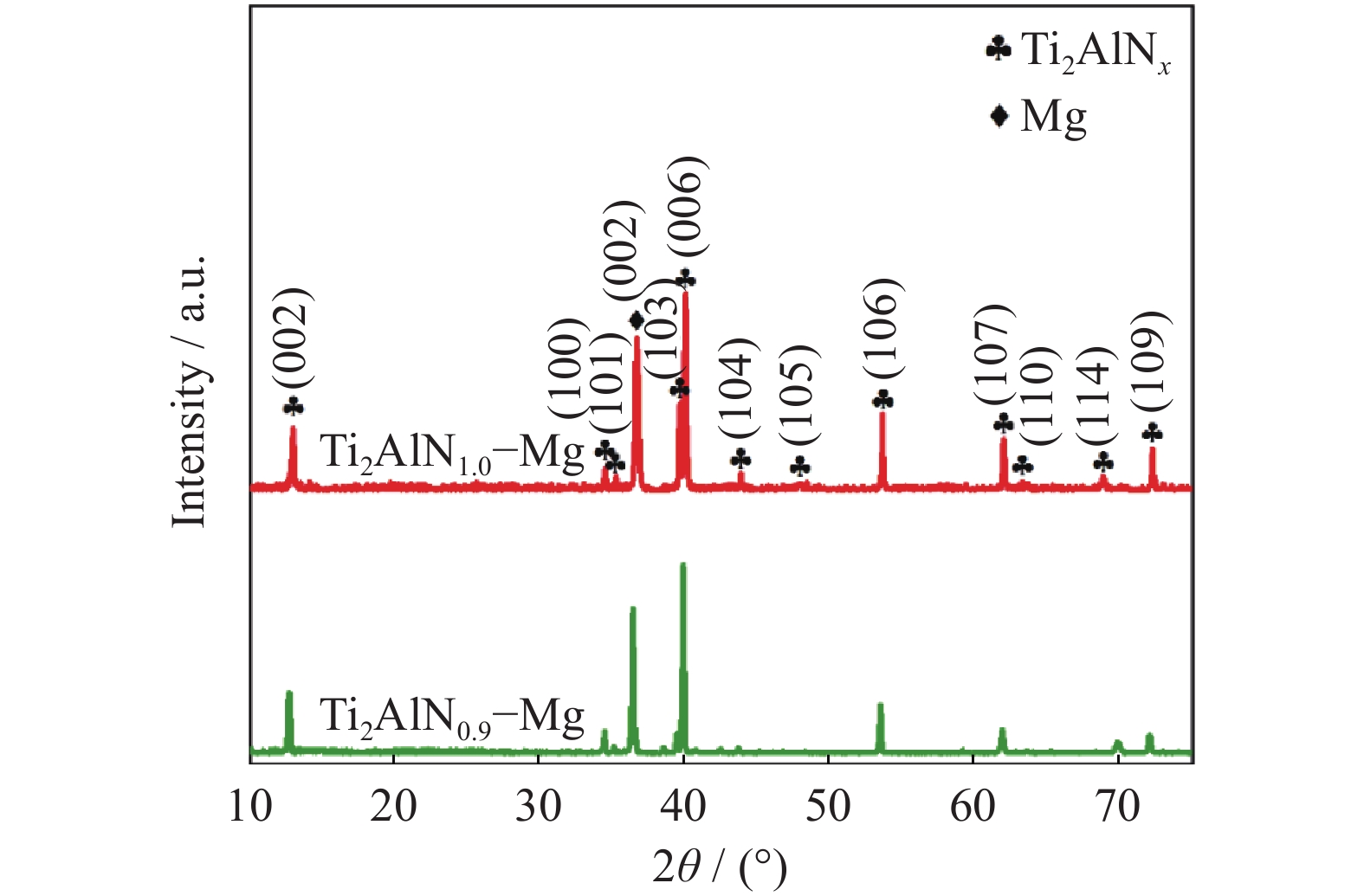
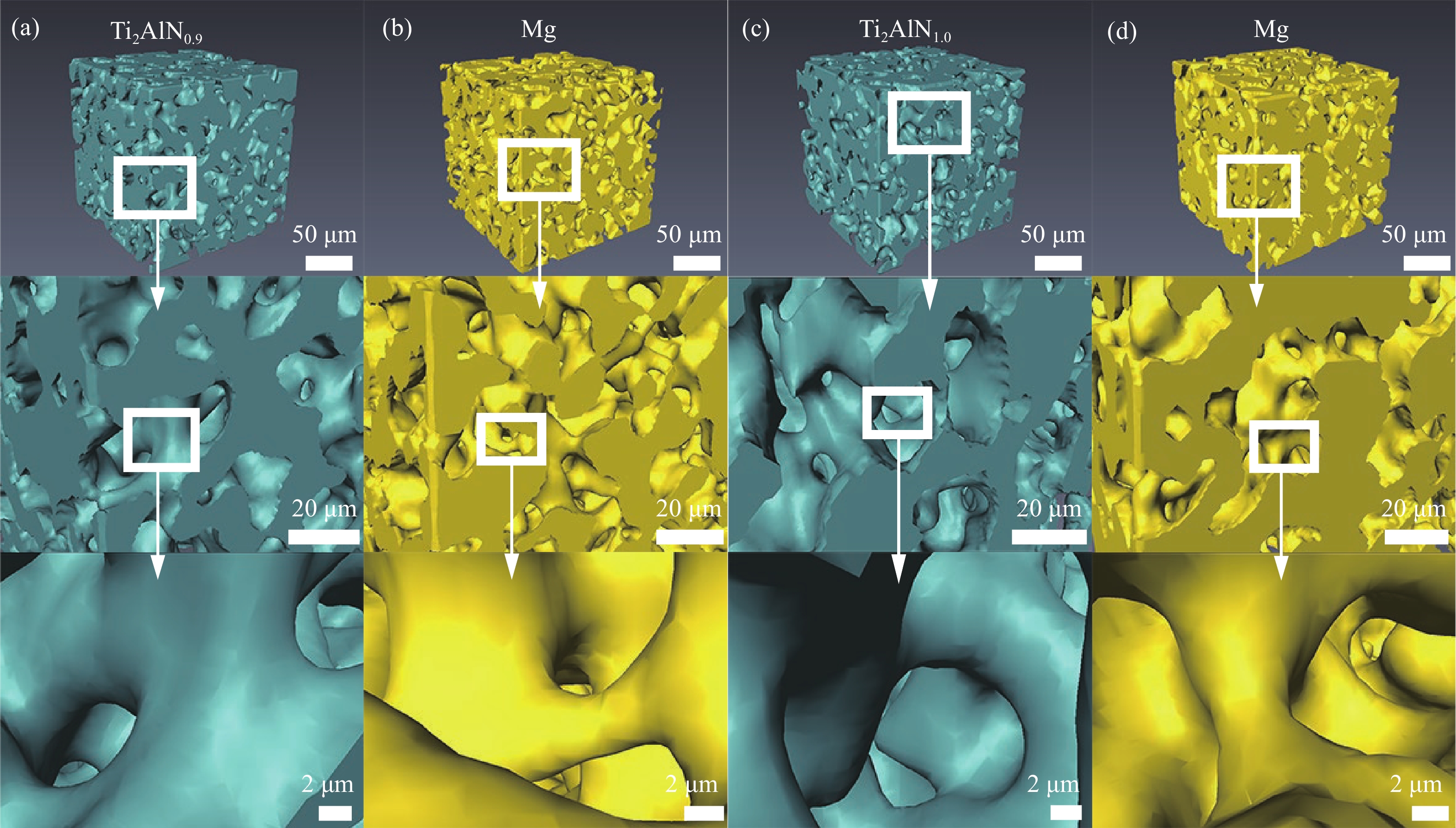
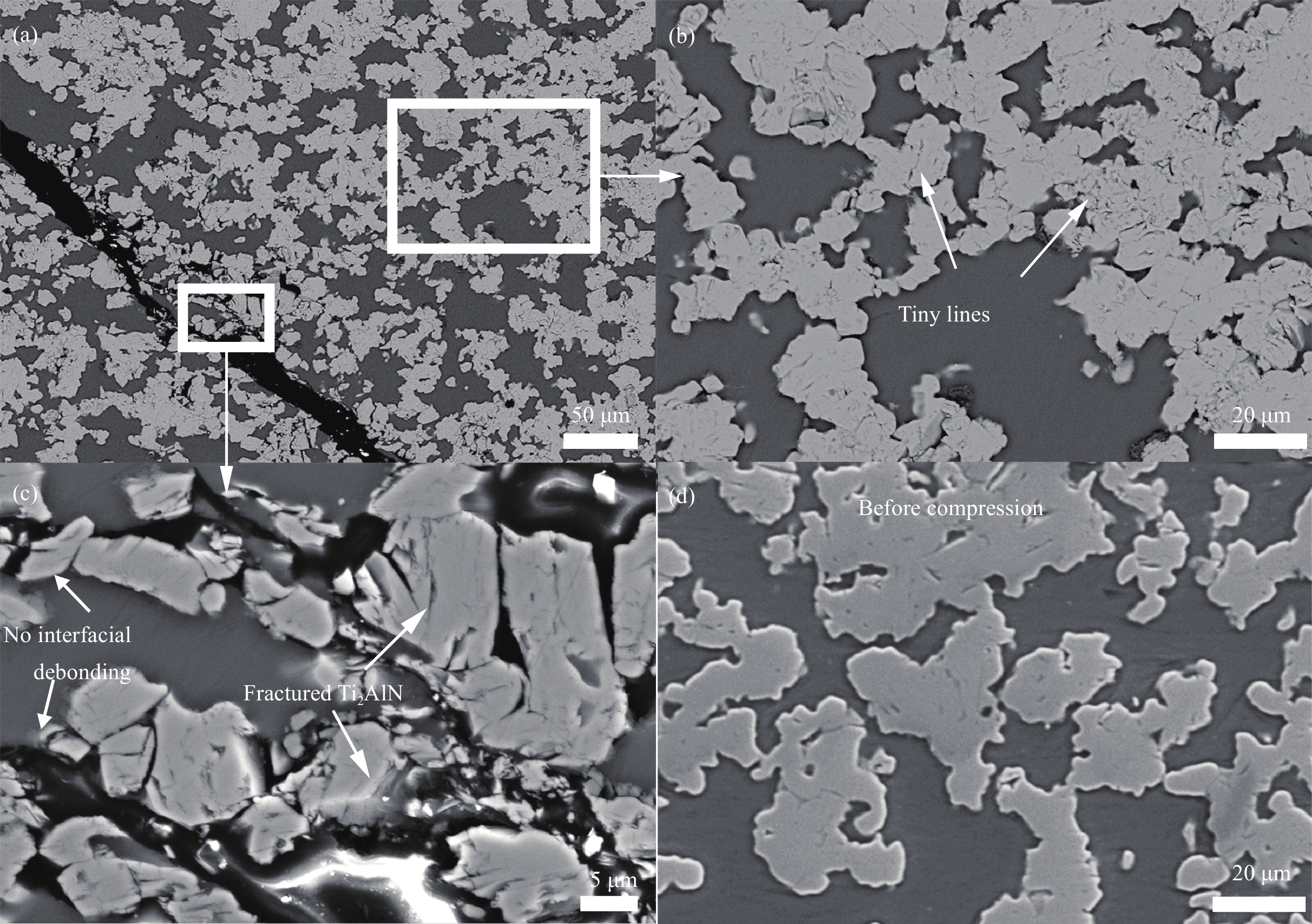
Magnesium composites reinforced by N-deficient Ti2AlN MAX phase were first fabricated by non-pressure infiltration of Mg into three-dimensional (3D) co-continuous porous Ti2AlNx (x = 0.9, 1.0) preforms. The relationship between their mechanical properties and microstructure is discussed with the assessment of 2D and 3D characterization. X-ray diffraction (XRD) and scanning electron microscopy detected no impurities. The 3D reconstruction shows that the uniformly distributed pores in Ti2AlNx preforms are interconnected, which act as infiltration tunnels for the melt Mg. The compressive yield strength and microhardness of Ti2AlN0.9/Mg are 353 MPa and 1.12 GPa, respectively, which are 8.55% and 6.67% lower than those of Ti2AlN/Mg, respectively. The typical delamination and kink band occurred in Ti2AlNx under compressive and Vickers hardness (VH) tests. Owing to the continuous skeleton structure and strong interfacial bonding strength, the crack initiated in Ti2AlNx was blocked by the plastic Mg matrix. This suggests the possibility of regulating the mechanical performance of Ti2AlN/Mg composites by controlling the N vacancy and the hierarchical structure of Ti2AlN skeleton.



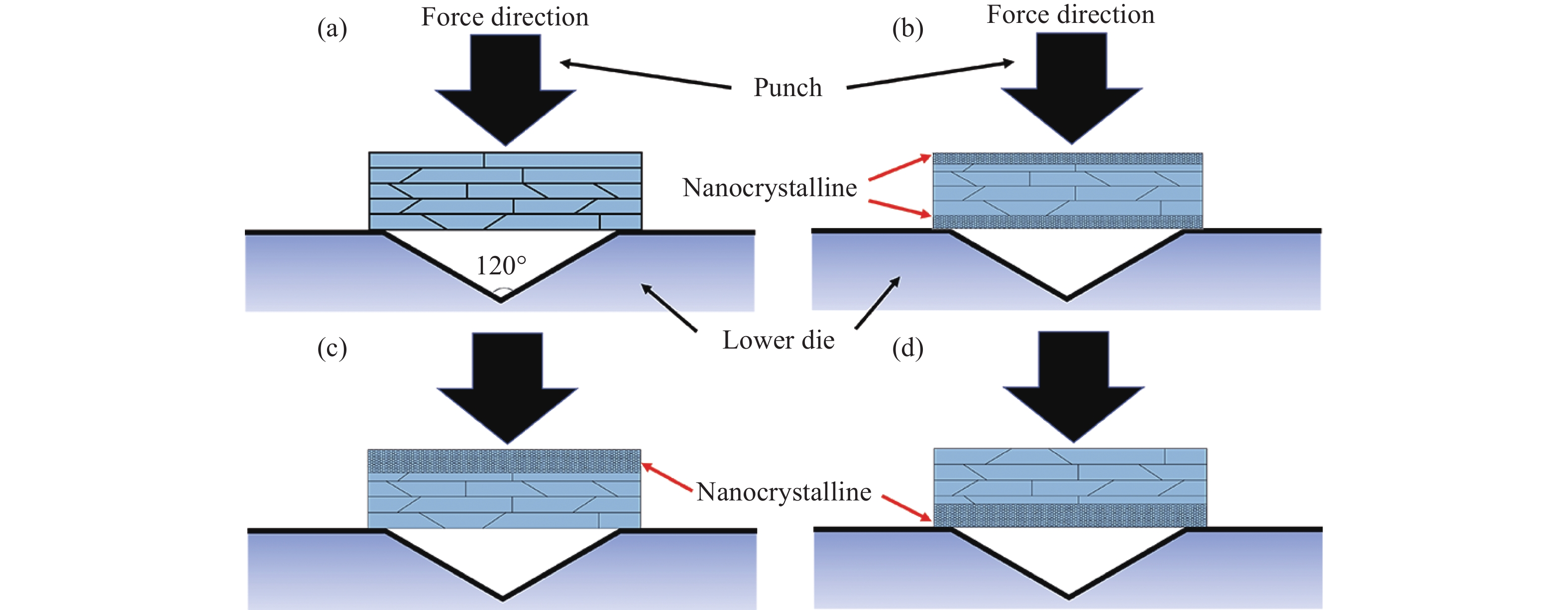
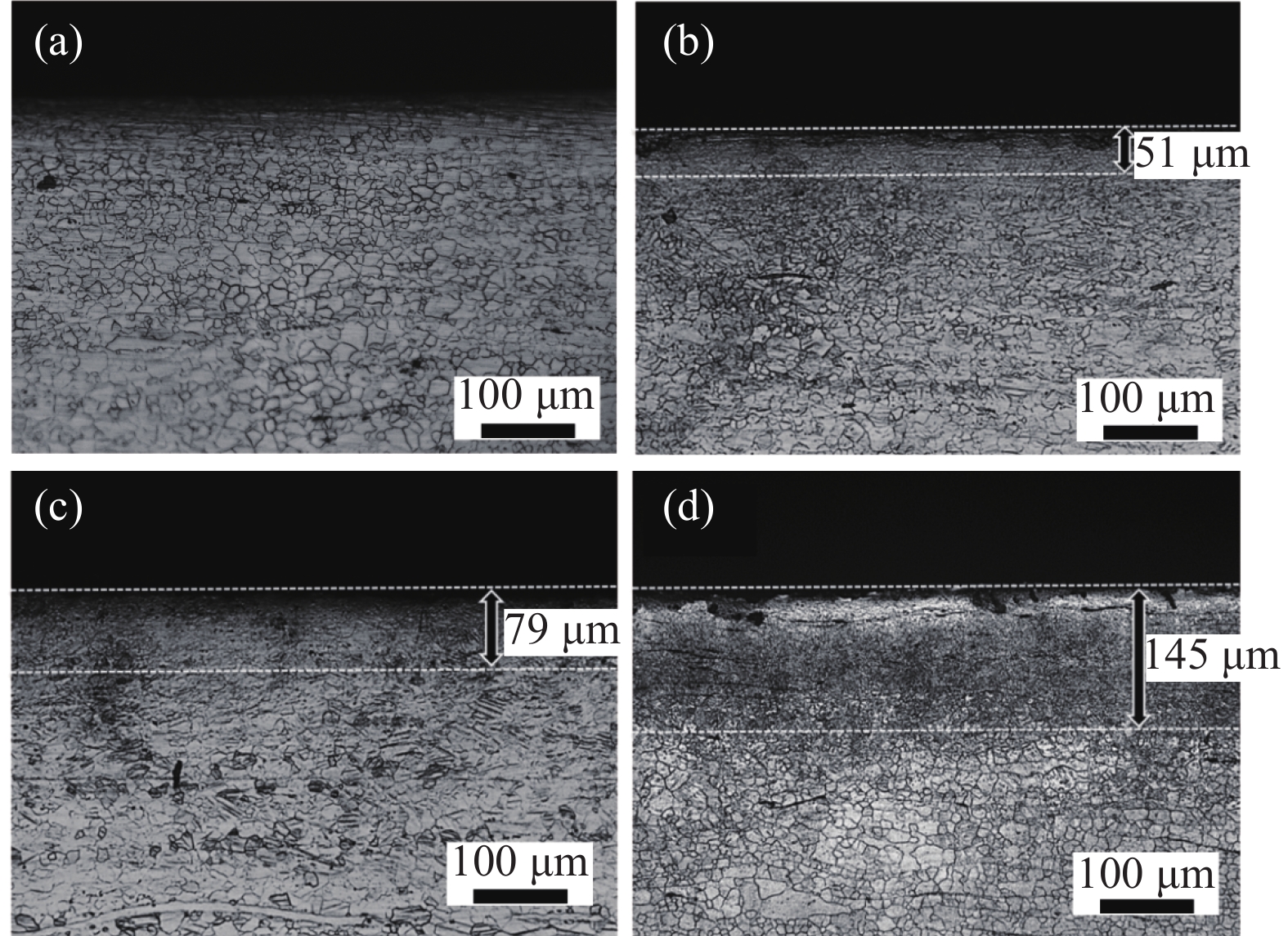
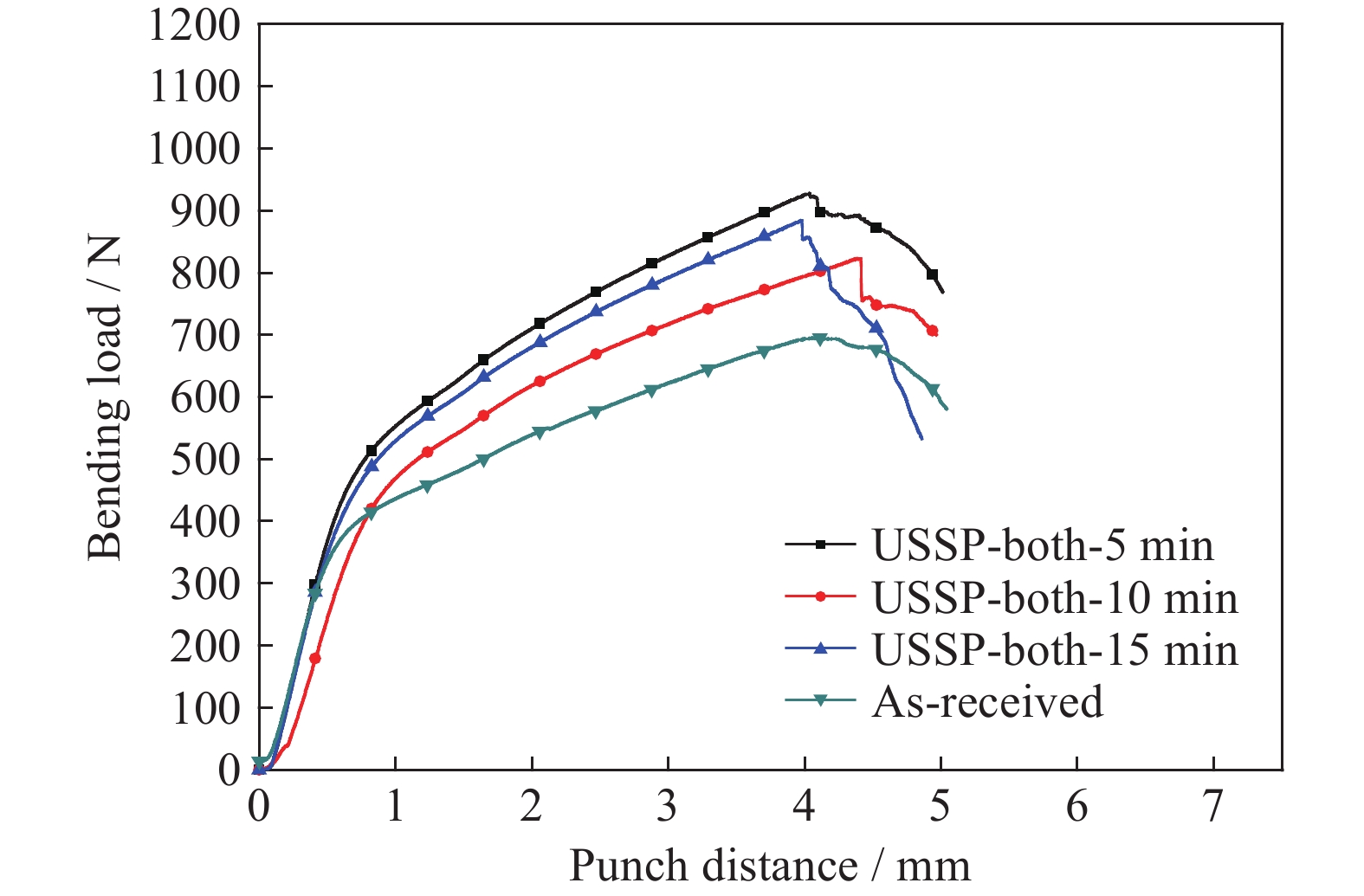
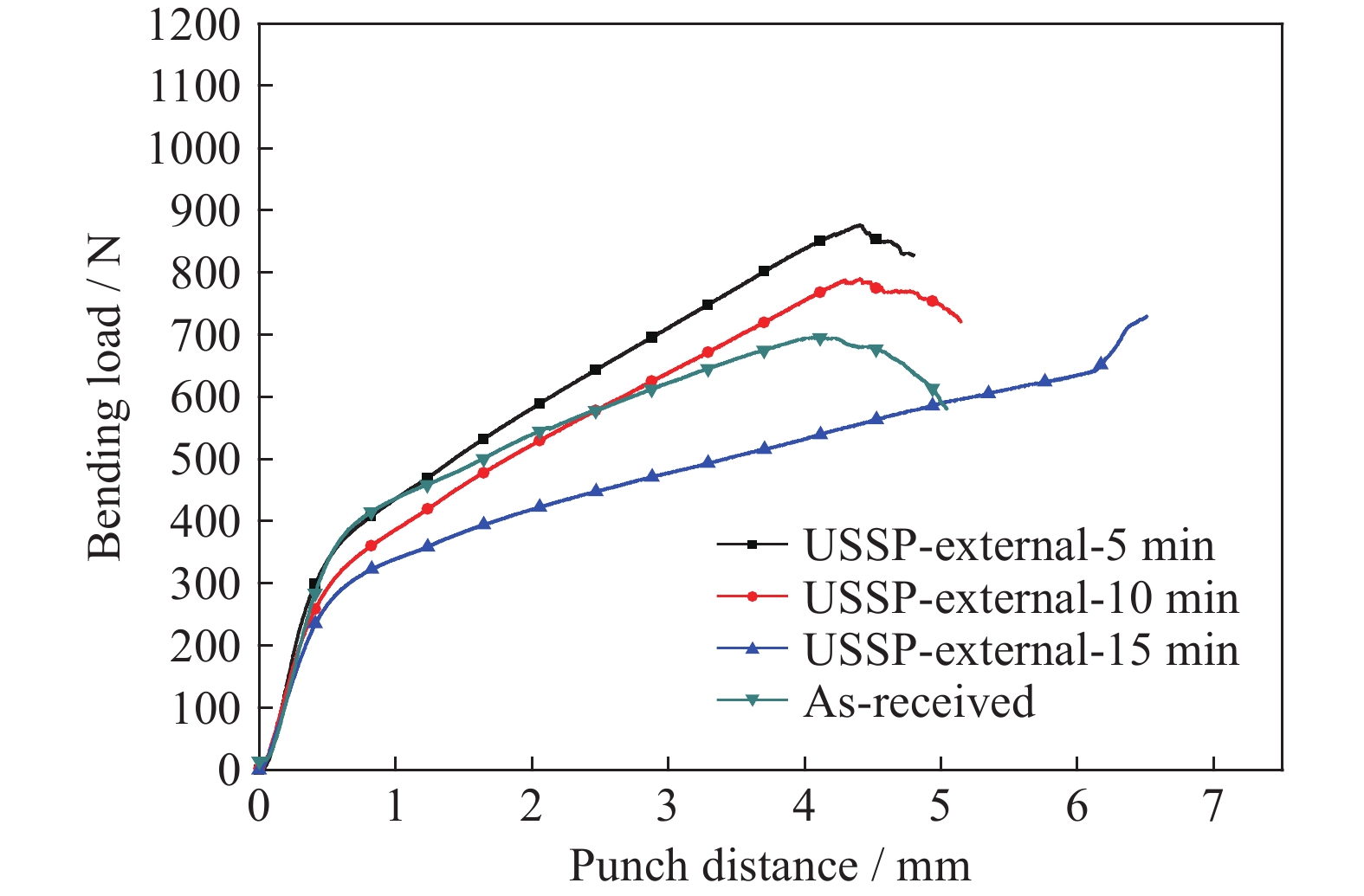
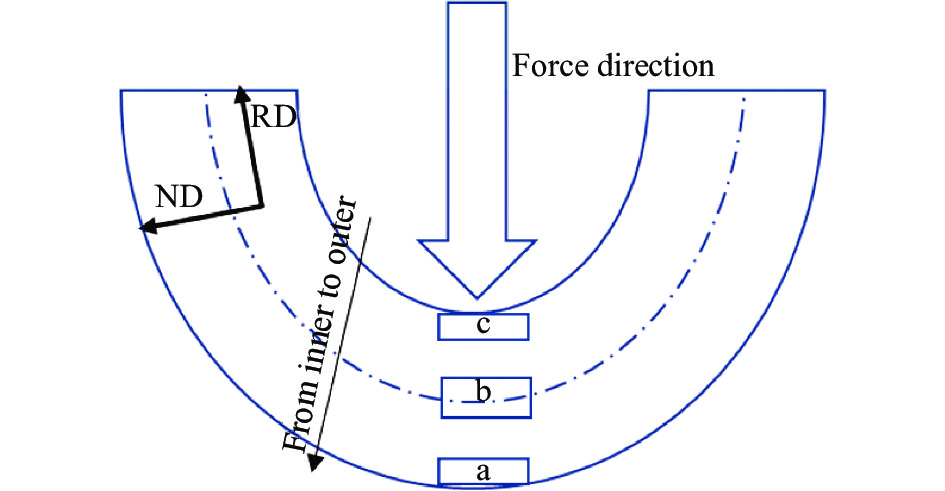
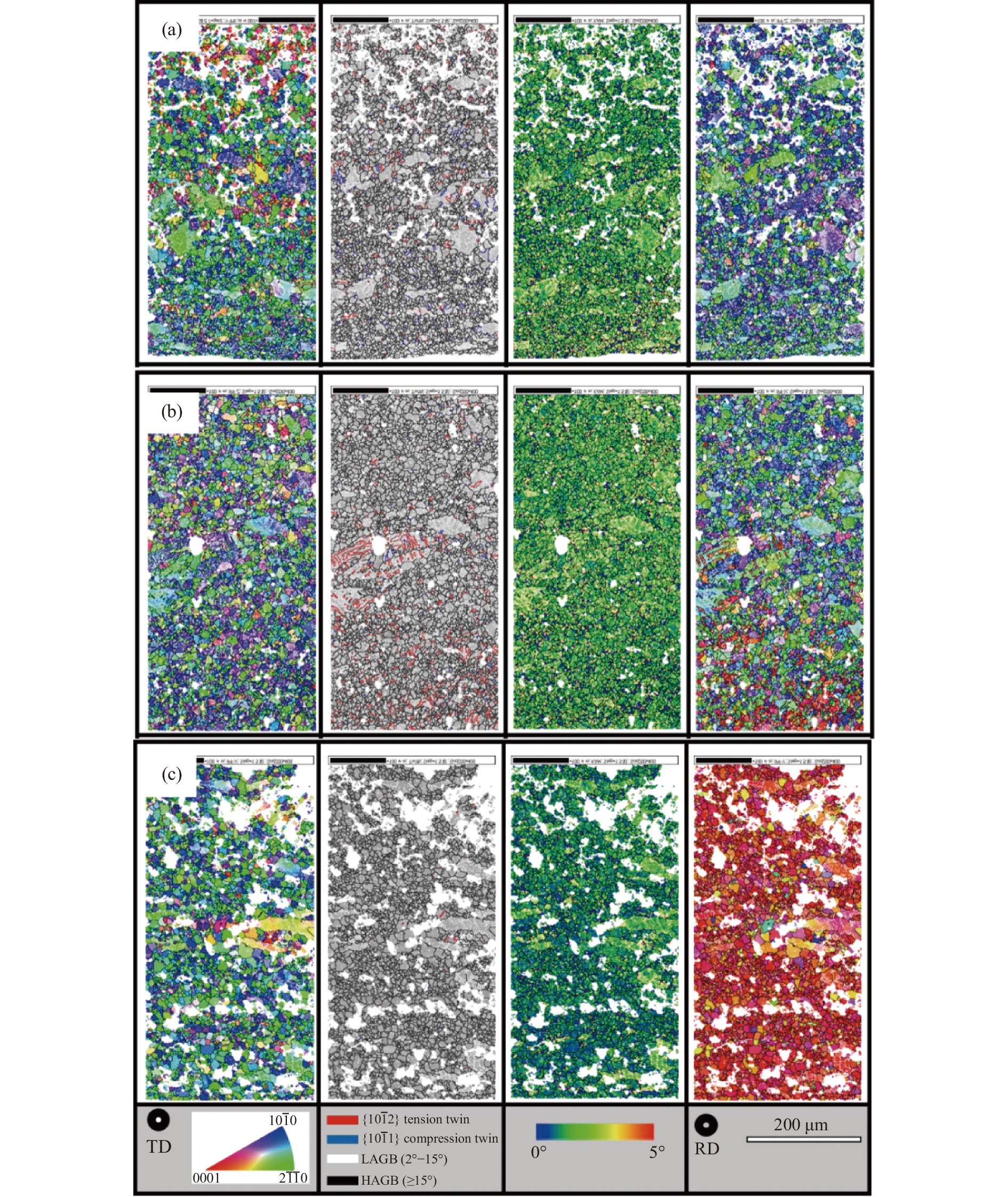
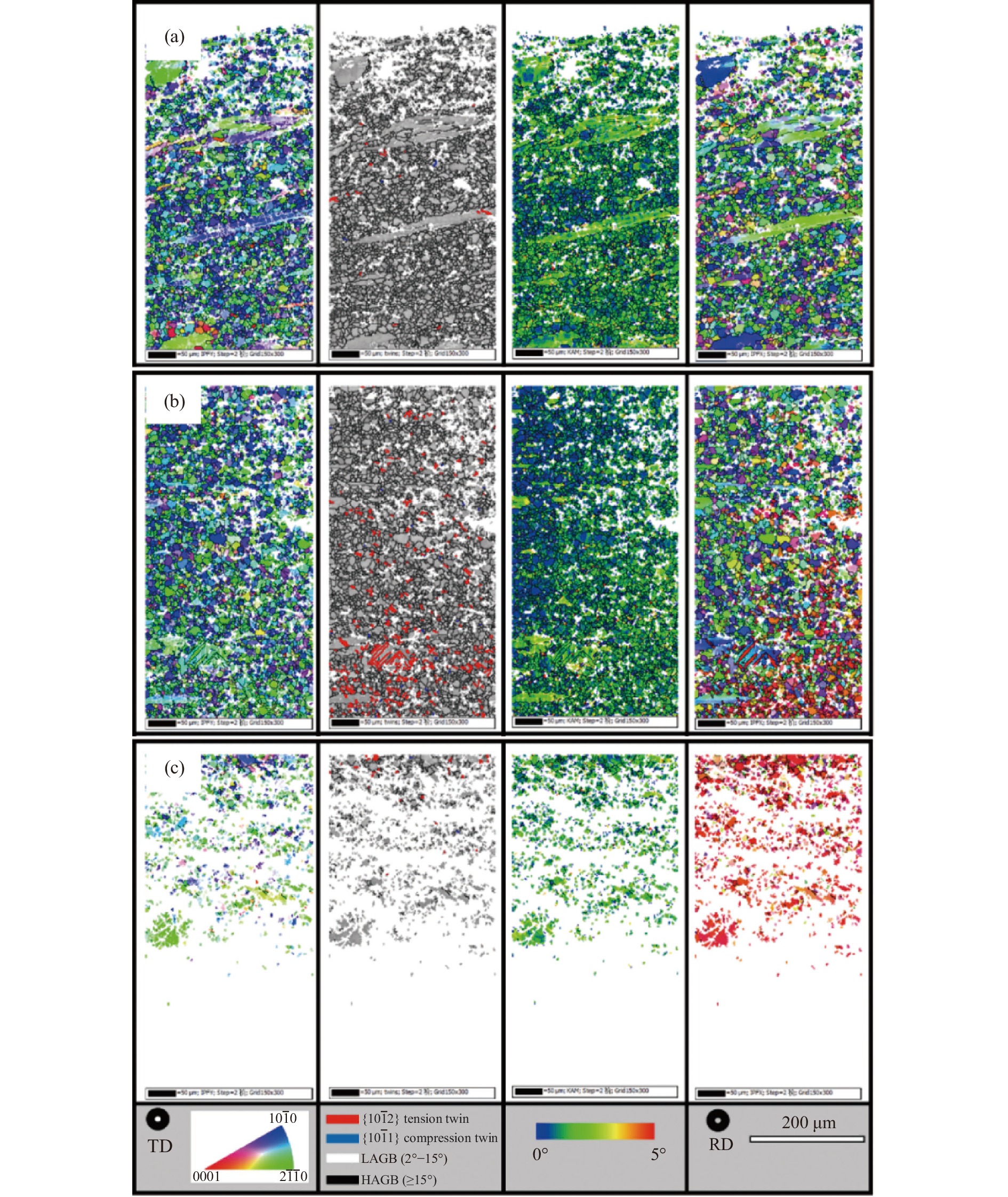
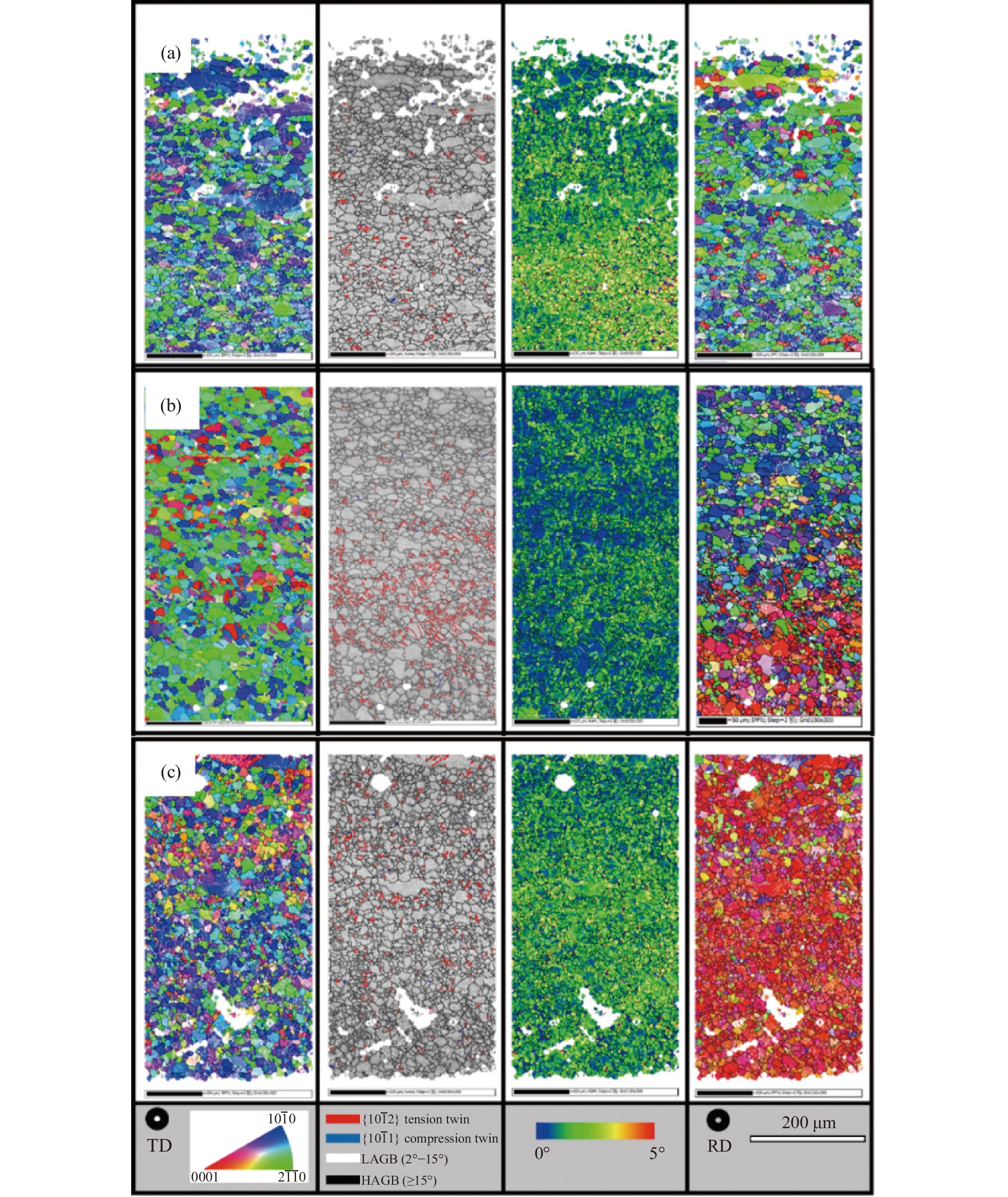
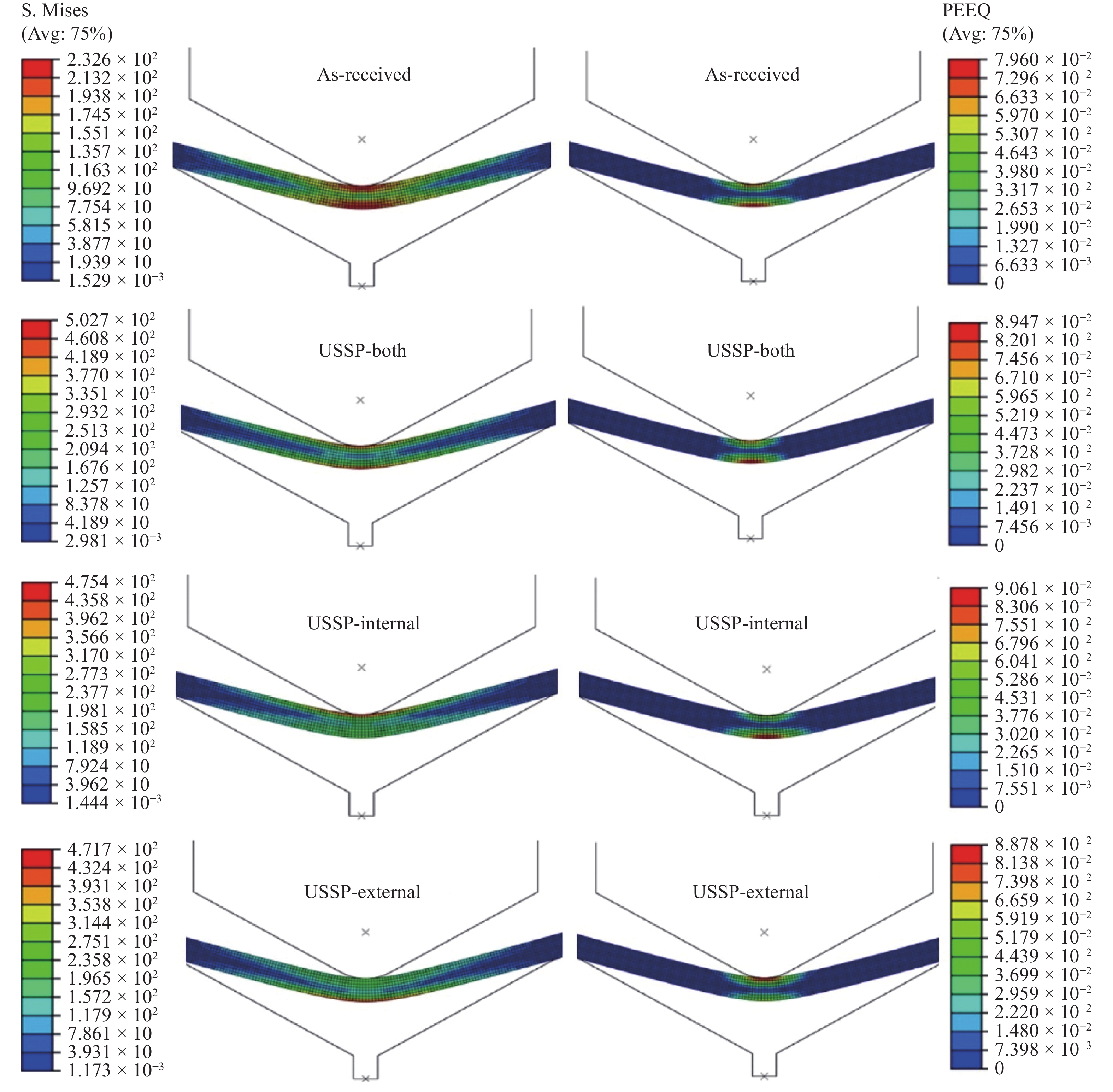
A surface nanocrystalline was fabricated by ultrasonic shot peening (USSP) treatment at AZ31 Mg alloy. The effect of nanocrystalline thickness and its placed side (external or internal) on the bendability was studied by a V-bending test. Three durations, 5, 10, and 15 min, were applied to form the surface nanocrystalline with thicknesses of 51, 79, and 145 μm, respectively. Two-side treatment led to a similar bendability as that of as-received. One-side internal treatment for 5 min resulted in an improved bendability while the improvement was limited and degenerated for longer treatment. The improvement was related to the drawing back of the neutral axis. The one-side external treatment also improved the bendability, and the improvement was due to the redistribution of strain and stress during bending. With nanocrystalline at external side, it resulted in a larger stress but a smaller strain at the convex, which prevented the happening of crack during bending.



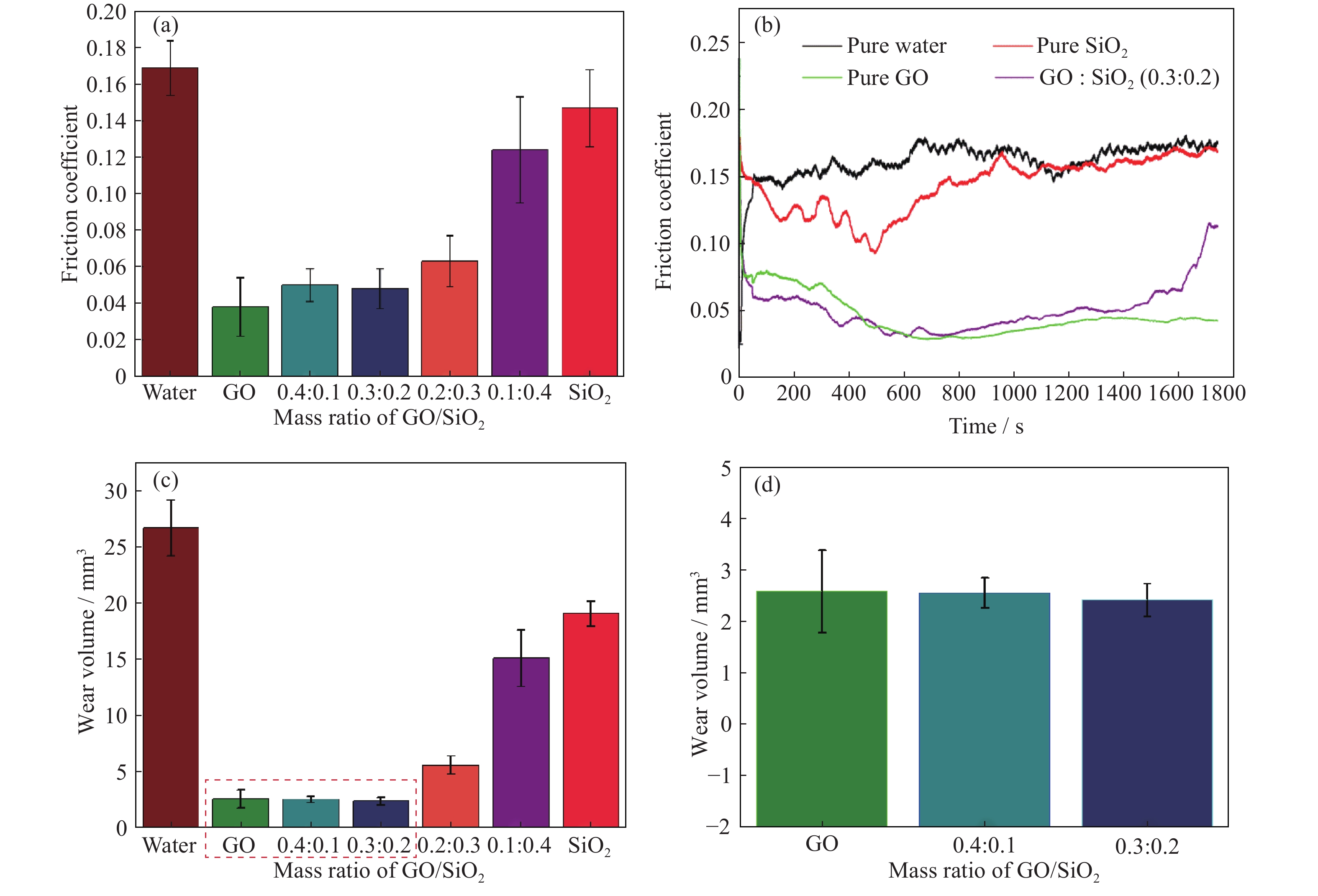
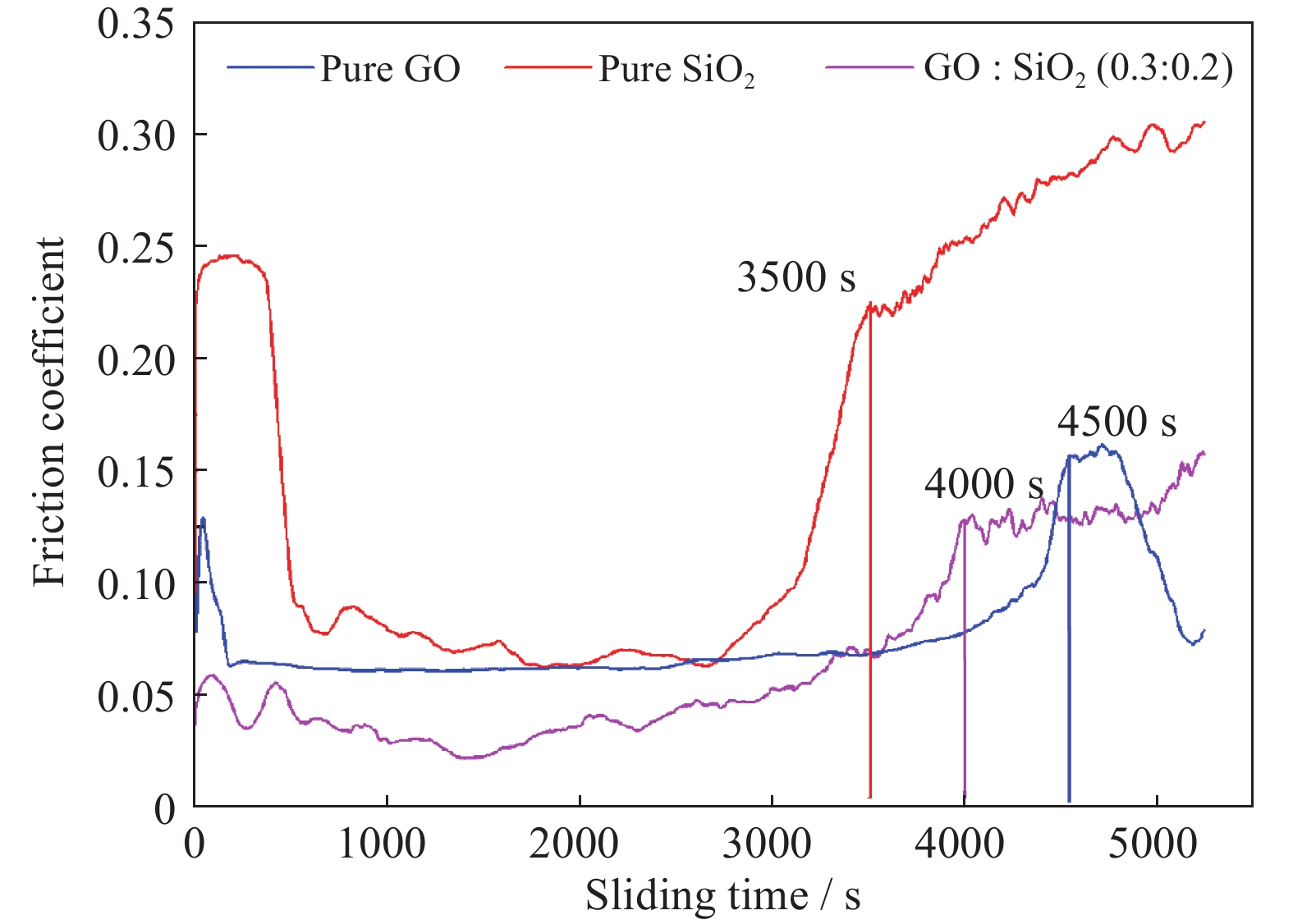
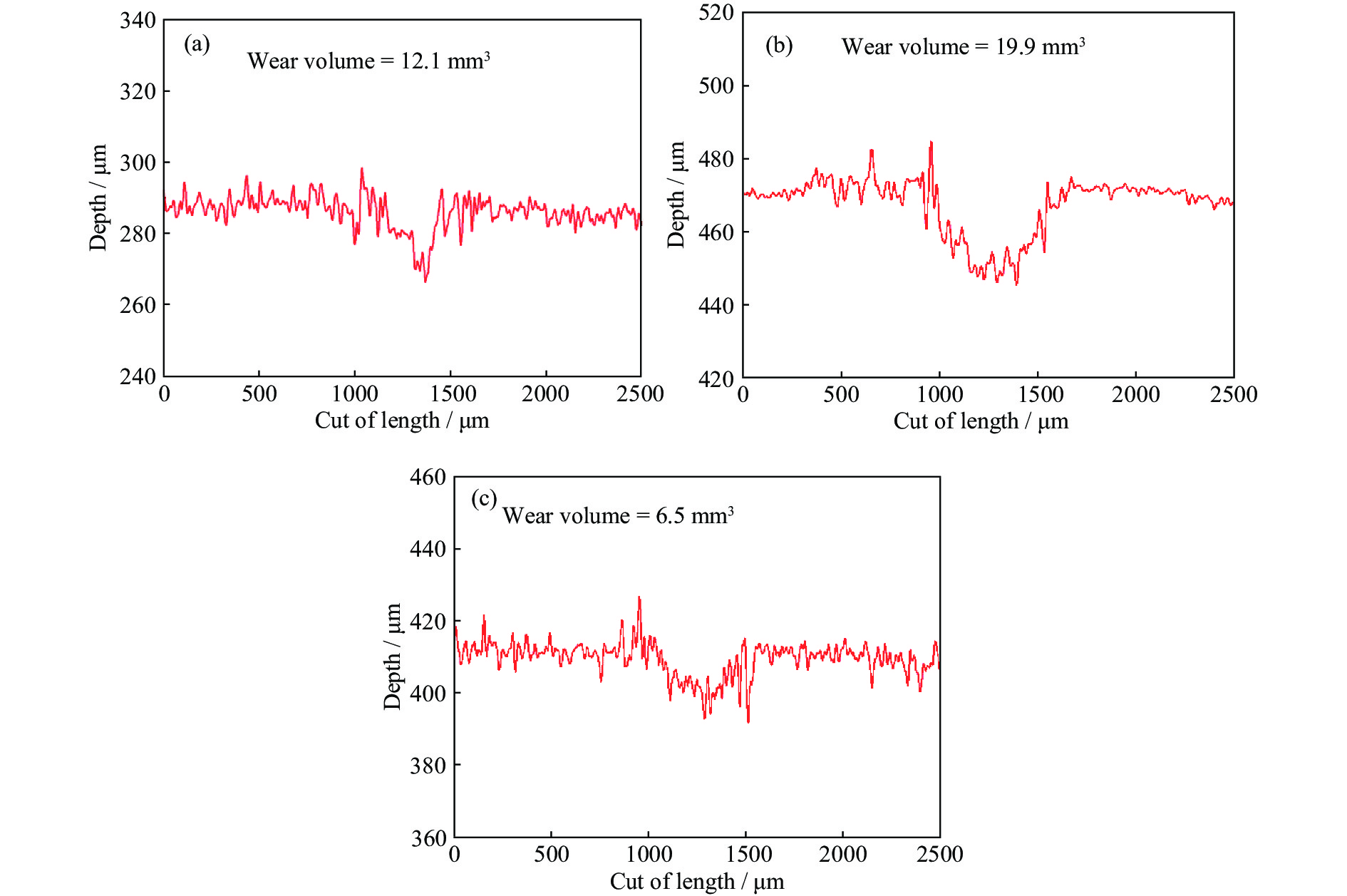
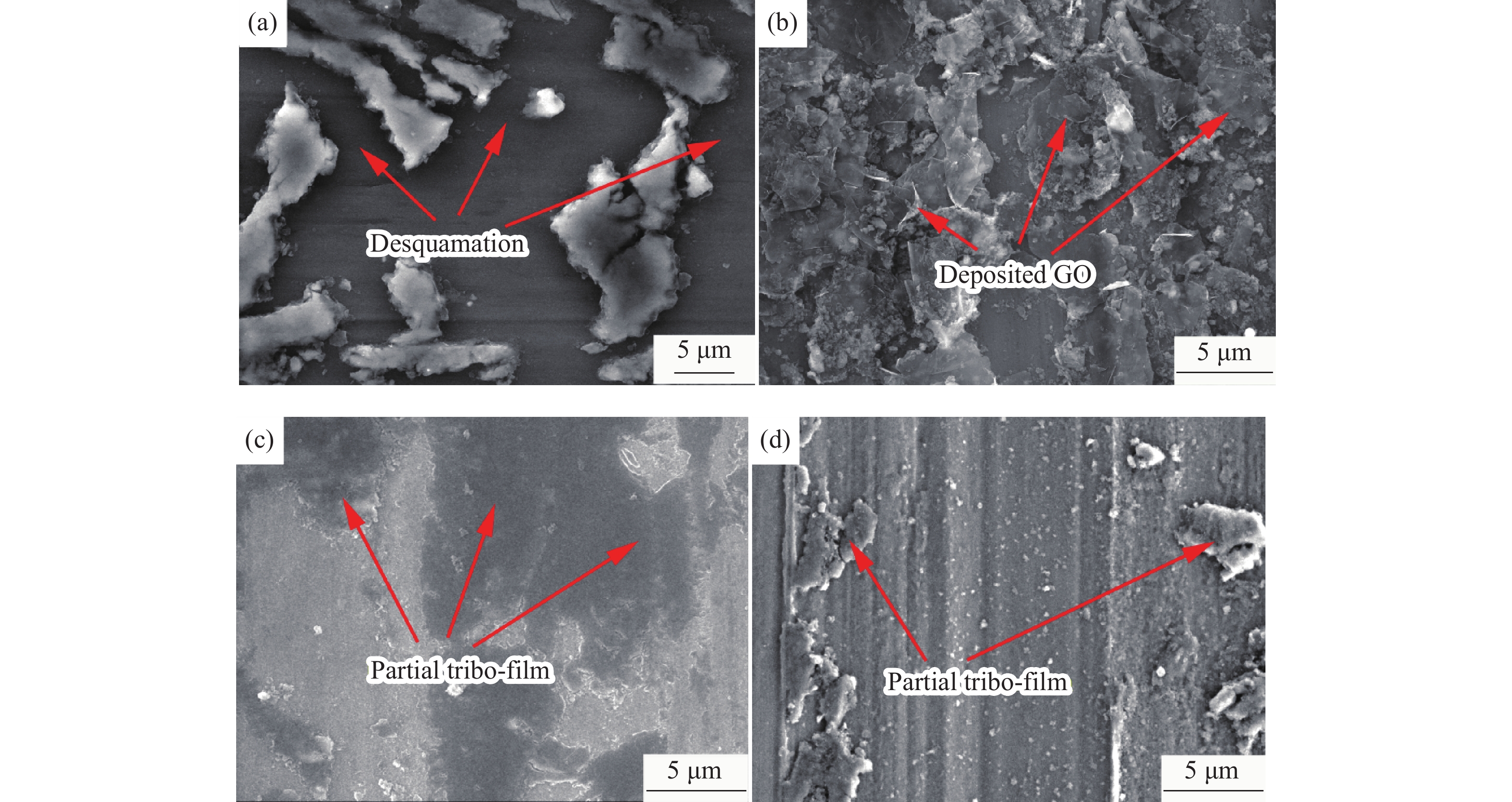
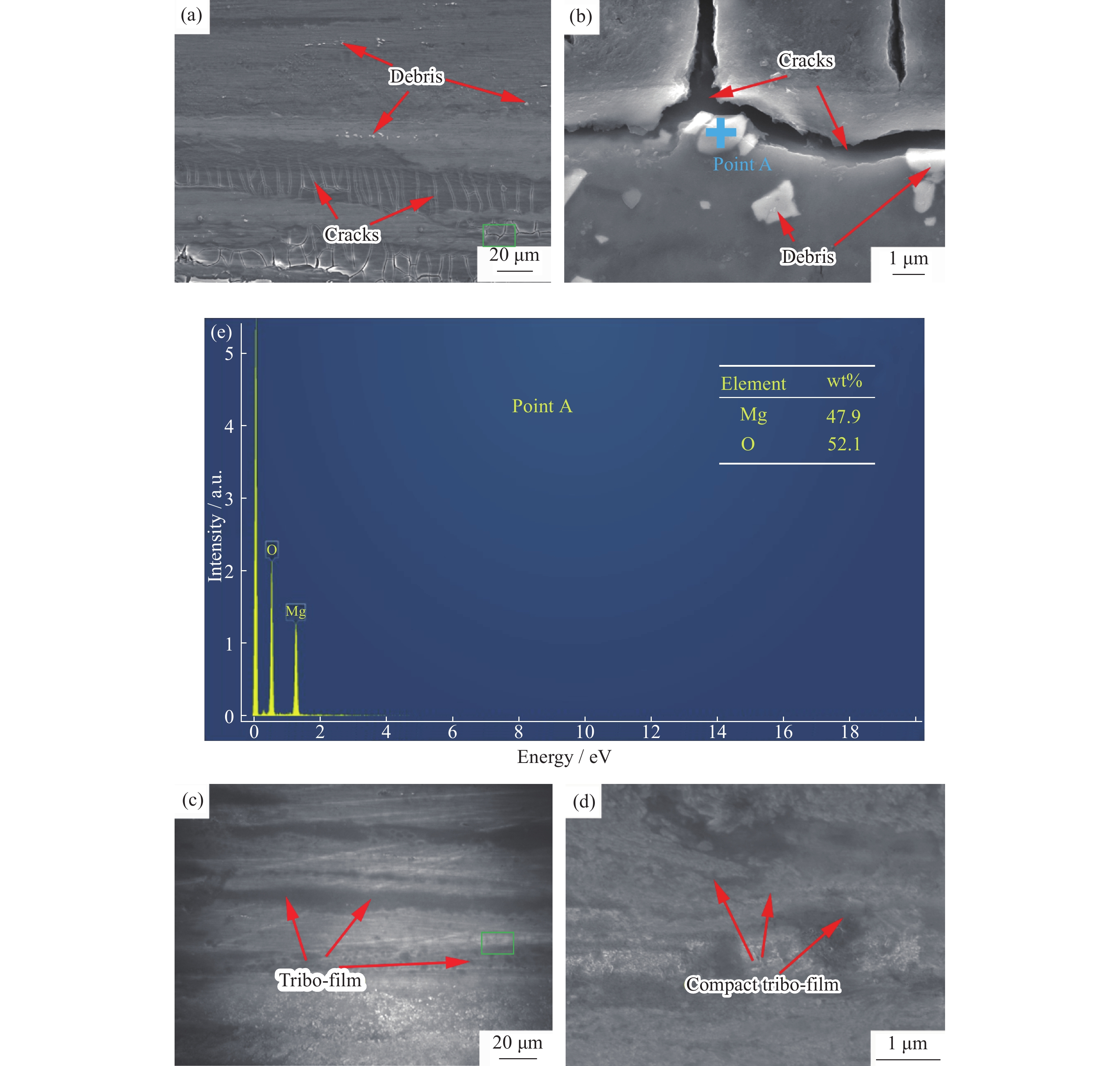
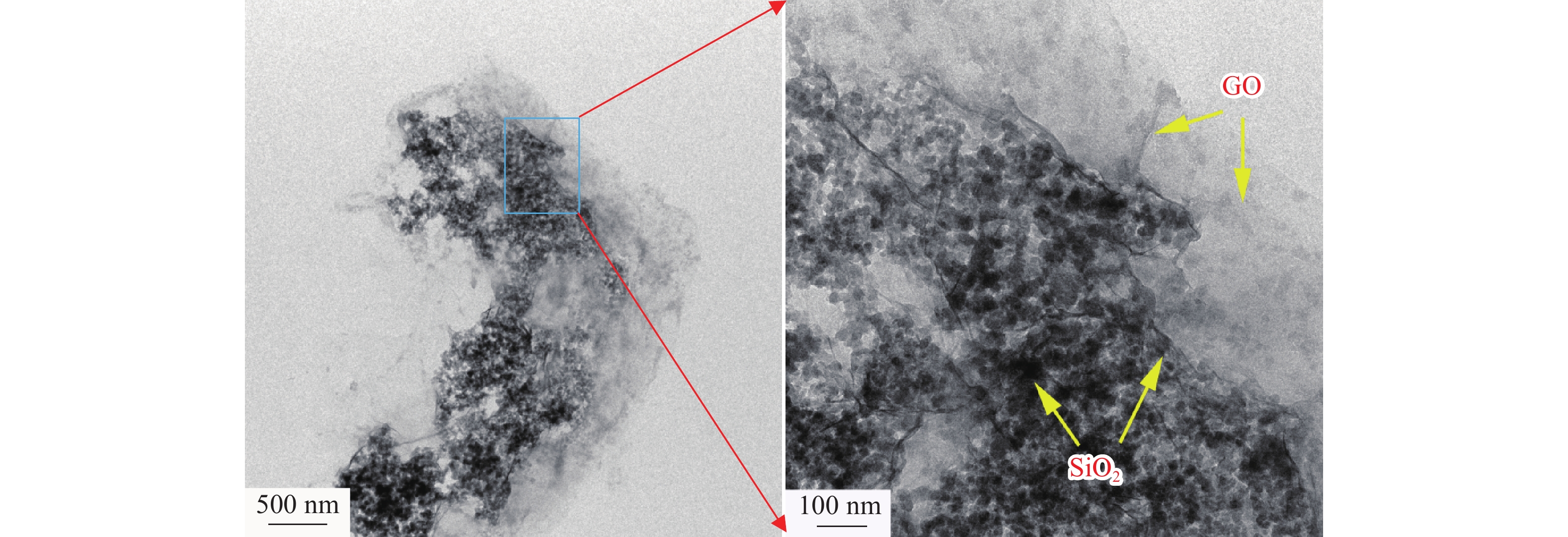
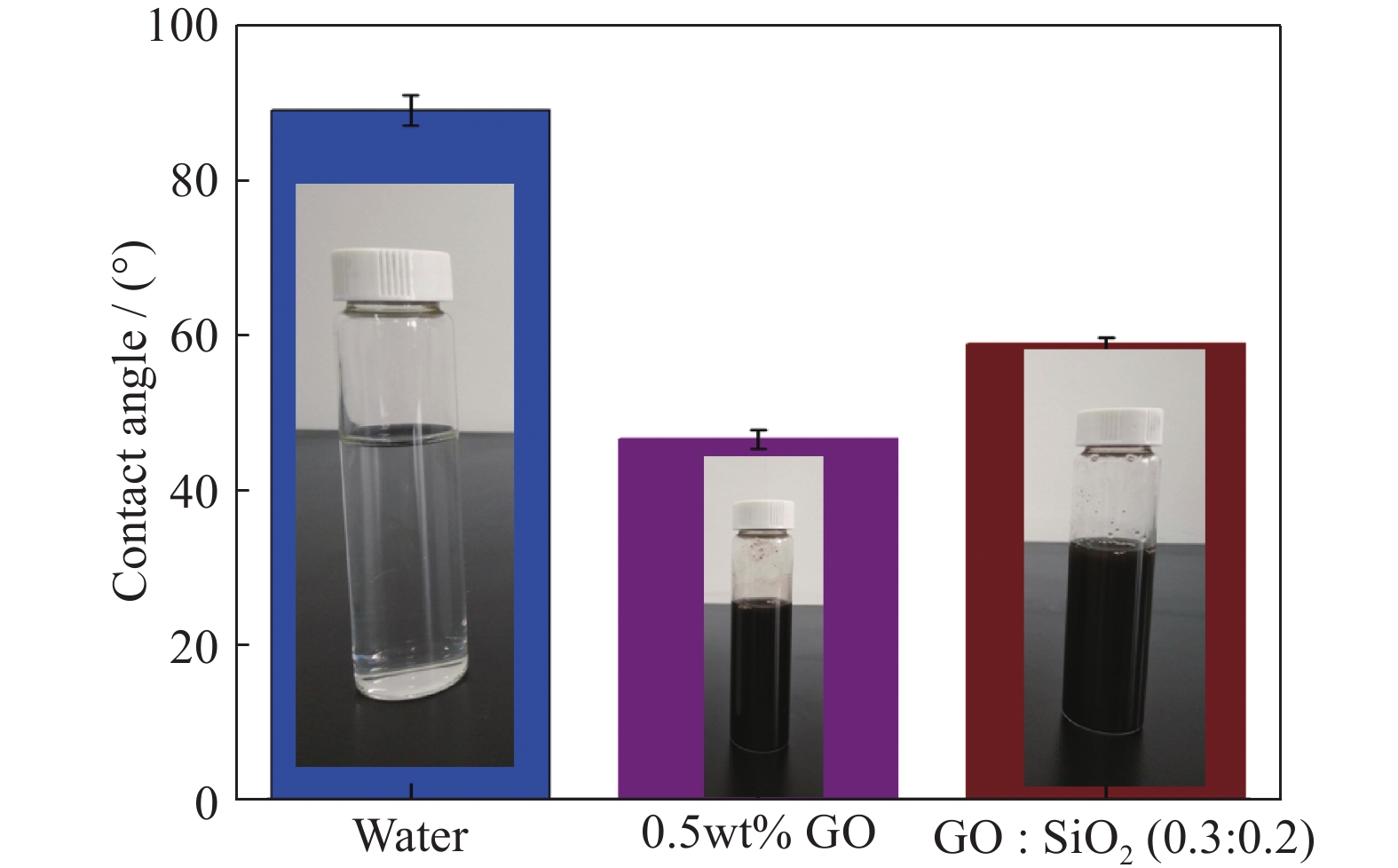
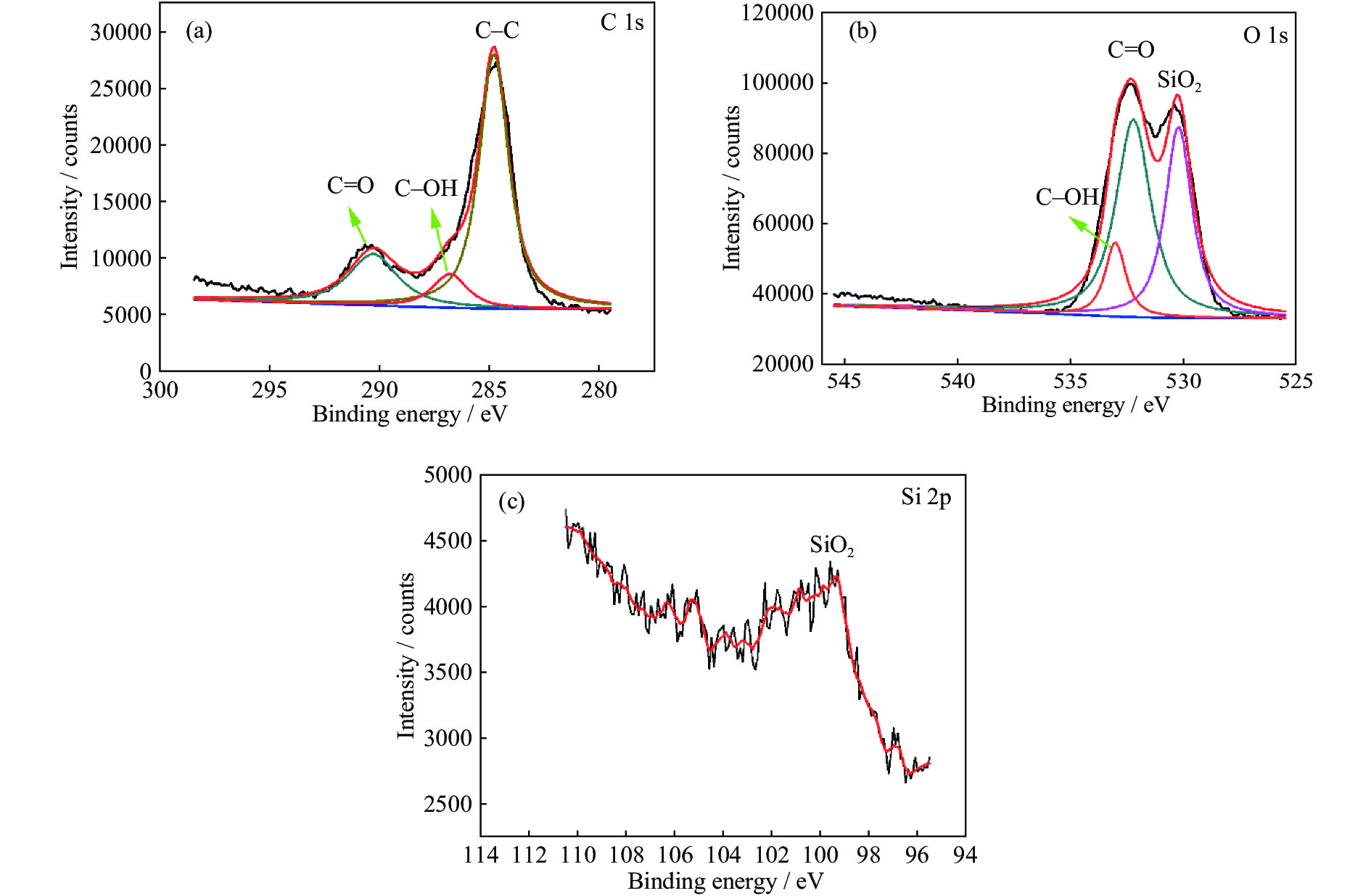
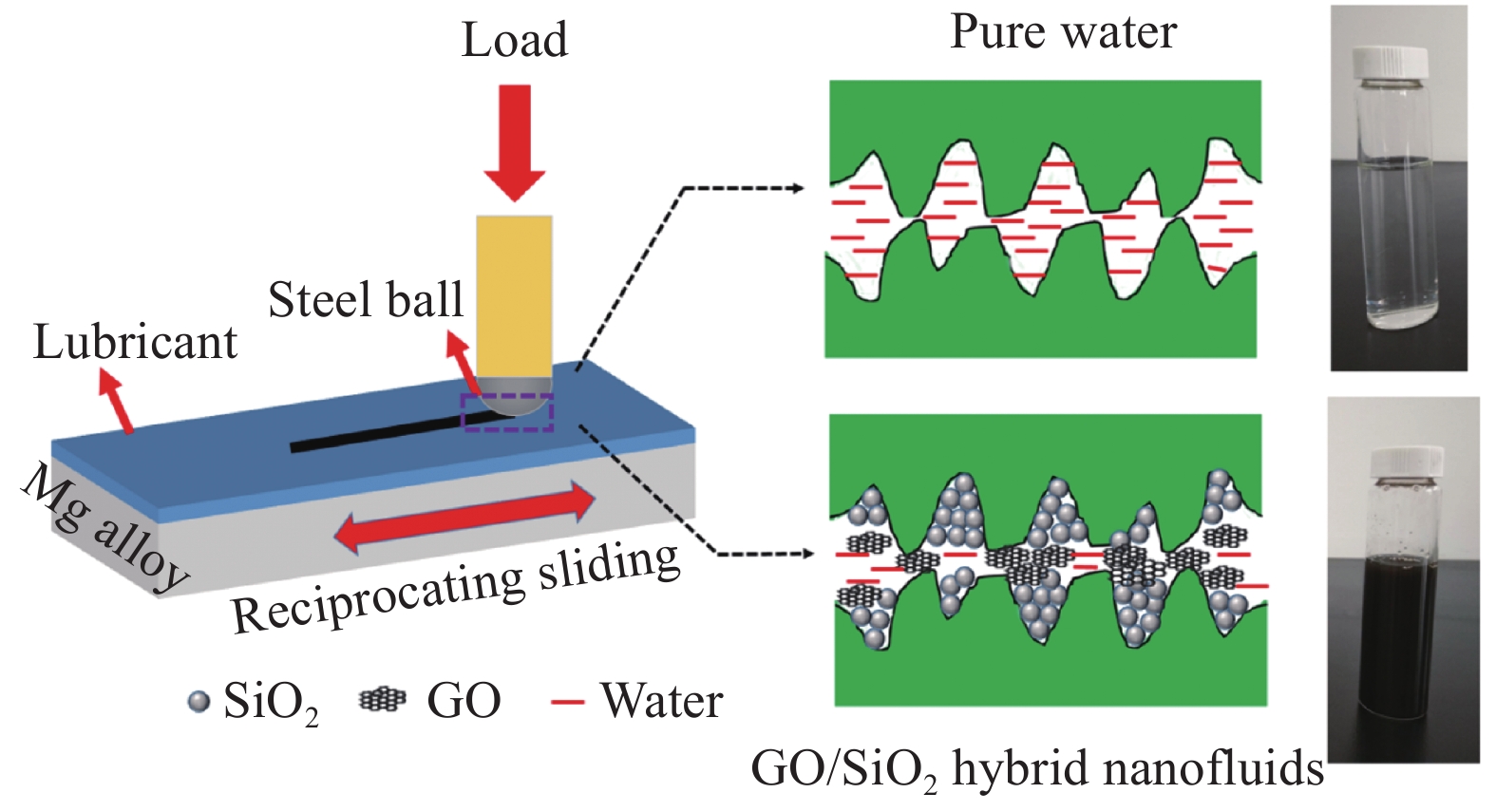
Although graphene oxide (GO) has emerged as an excellent lubricant additive in water, there remain great challenges in their practical application due to high production costs. By taking into account the low cost and also its excellent tribological properties, it is likely that nano-SiO2 can be used as a lubricant additive to partially replace GO. Hence, this paper aims to explore the tribological properties of nano-SiO2 incorporated in GO nanofluids for partial GO replacement by investigating the friction coefficient and wear volume of the prepared SiO2/GO hybrid nanofluids for magnesium alloy/steel sliding pairs. The experiments reveal that the SiO2/GO hybrids retain low friction coefficients as compared to individual GO or SiO2 at all test conditions in this study. However, as for the bearing capacity test, all samples can provide a low wear volume under the loads of 1 and 3 N. With the increase of the normal load, there is considerable differences in the anti-wear behavior. Compared with that of individual GO nanofluids, the wear volume of the GO/SiO2 (mass ratio of 0.3:0.2) hybrid nanofluids was reduced by 50.5% at 5 N and by 49.2% at 8 N. Furthermore, the wear volume of the GO/SiO2 (mass ratio of 0.3:0.2) hybrid nanofluids was reduced by 46.3% under the rigorous conditions, as compared to individual GO nanofluids. The findings provide new insights into developing carbon nanomaterial-based hybrid nanofluids for magnesium alloy formation.

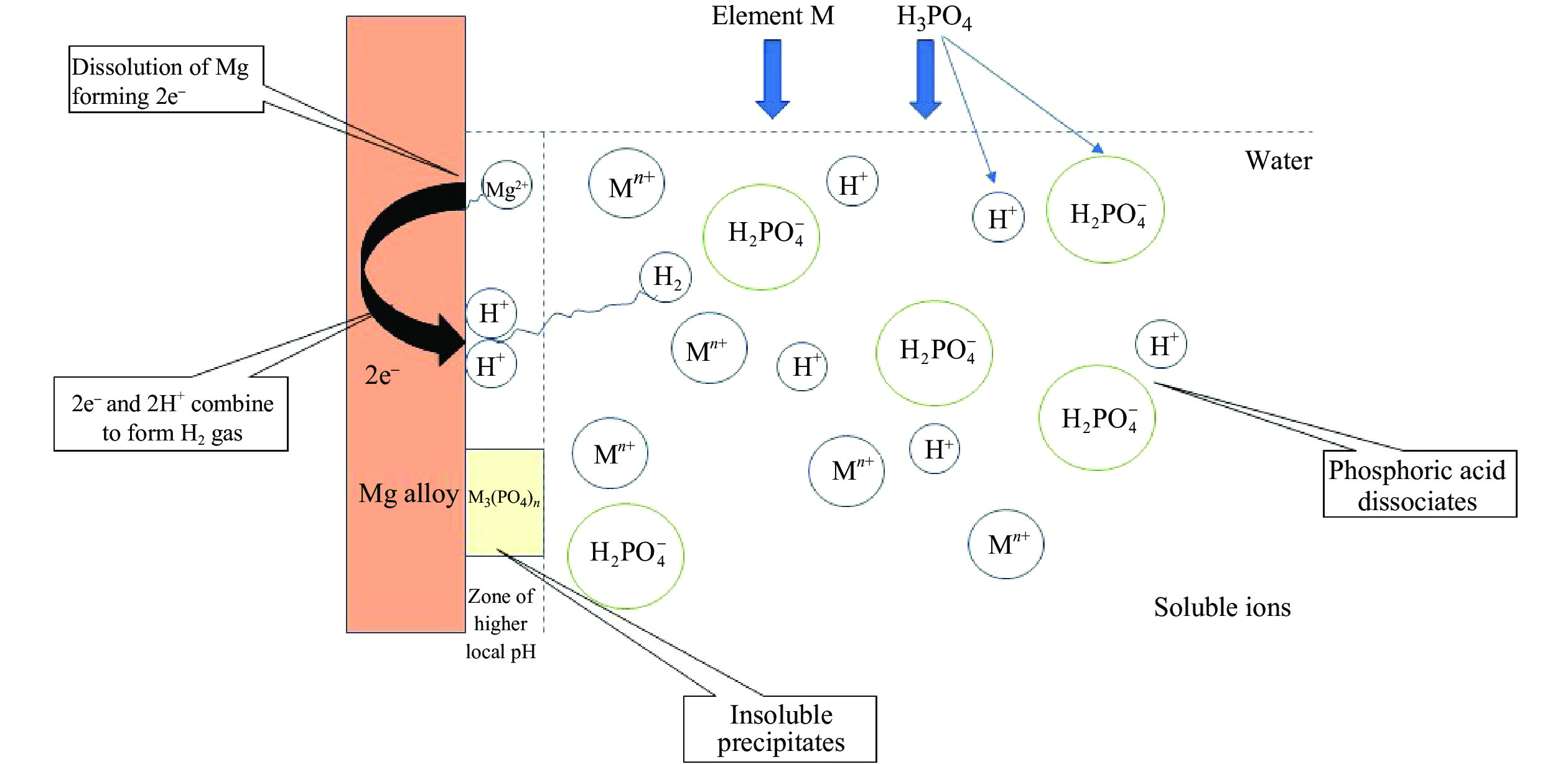
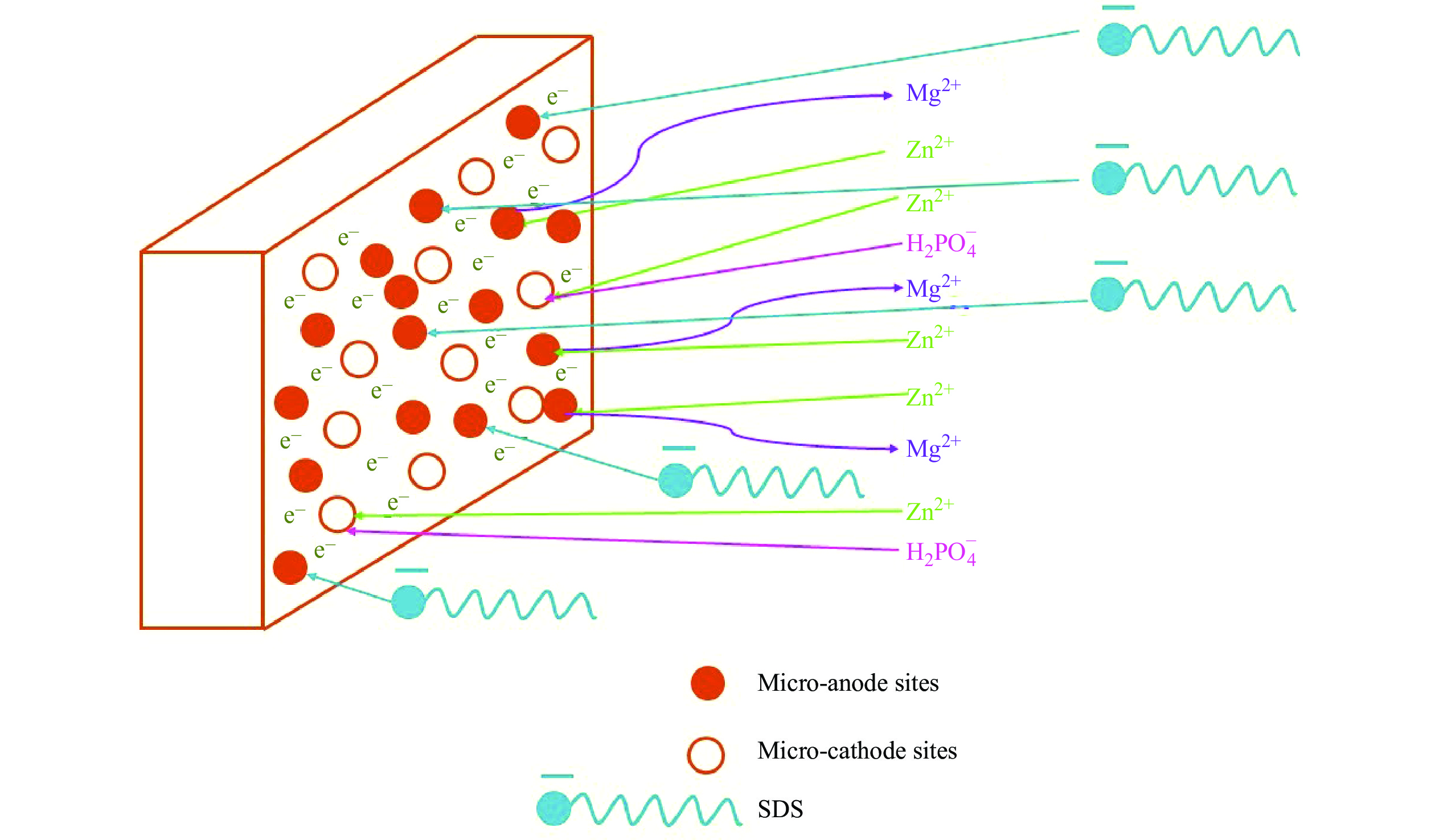
Magnesium (Mg) and its alloys are lightweight as well as biocompatible and possess a high strength-to-weight ratio, making them suitable for many industries, including aerospace, automobile, and medical. The major challenge is their high susceptibility to corrosion, thereby limiting their usability. The considerably lower reduction potential of Mg compared to other metals makes it vulnerable to galvanic coupling. The oxide layer on Mg offers little corrosion resistance because of its high porosity, inhomogeneity, and fragility. Chemical conversion coatings (CCs) belong to a distinct class because of underlying chemical reactions, which are fundamentally different from other types of coating. Typically, a CC acts as an intermediate sandwich layer between the base metal and an aesthetic paint. Although chromate CCs offer superior performance compared to phosphate CCs, yet still they release carcinogenic hexavalent chromium ions (Cr6+); therefore, their use is prohibited in most European nations under the Registration, Evaluation, Authorization and Restriction of Chemicals legislation framework. Phosphate-based CCs are a cost-effective and environment-friendly alternative. Accordingly, this review primarily focuses on different types of phosphate-based CCs, such as zinc, calcium, Mg, vanadium, manganese, and permanganate. It discusses their mechanisms, current status, pretreatment practices, and the influence of various parameters—such as pH, temperature, immersion time, and bath composition—on the coating performance. Some challenges associated with phosphate CCs and future research directions are also elaborated.



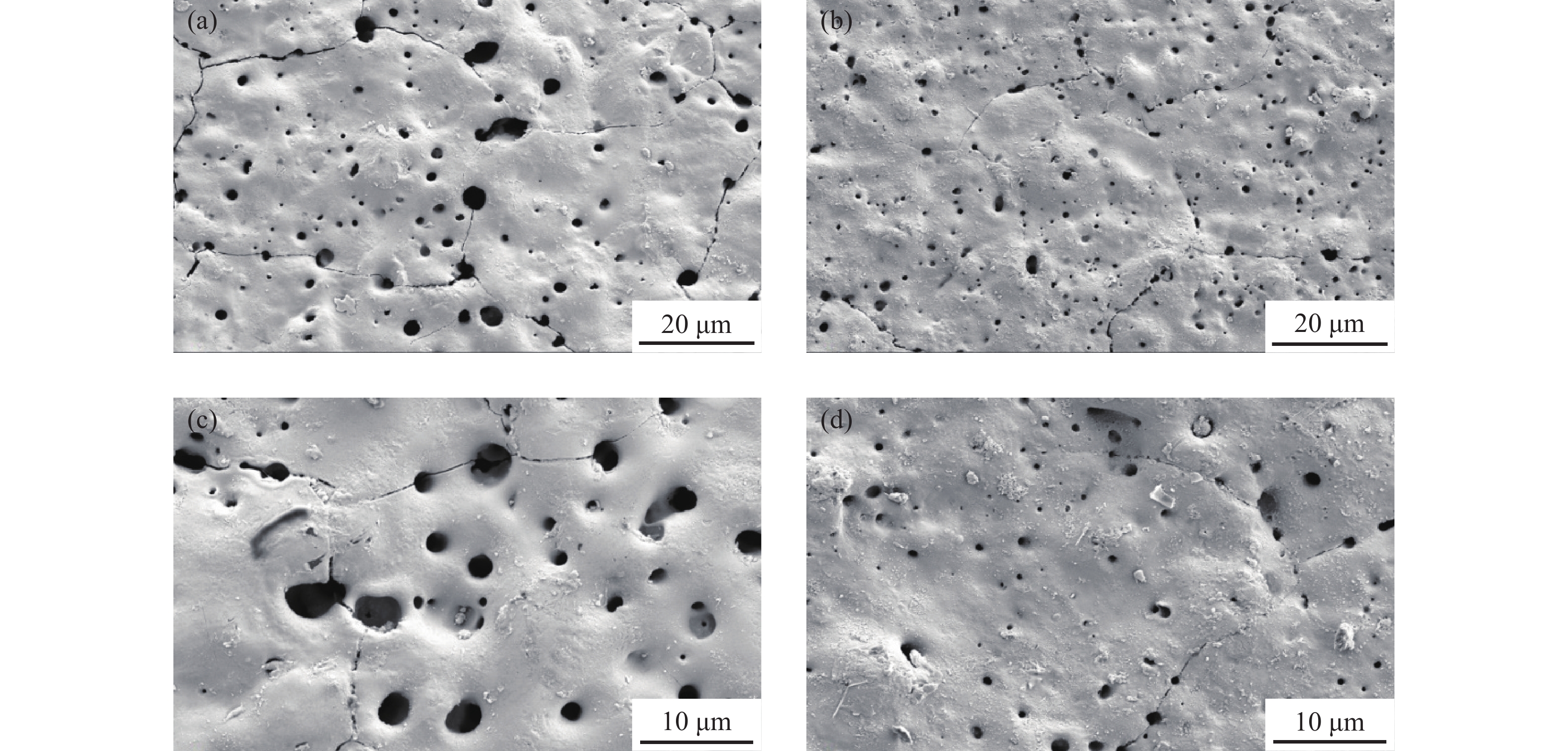
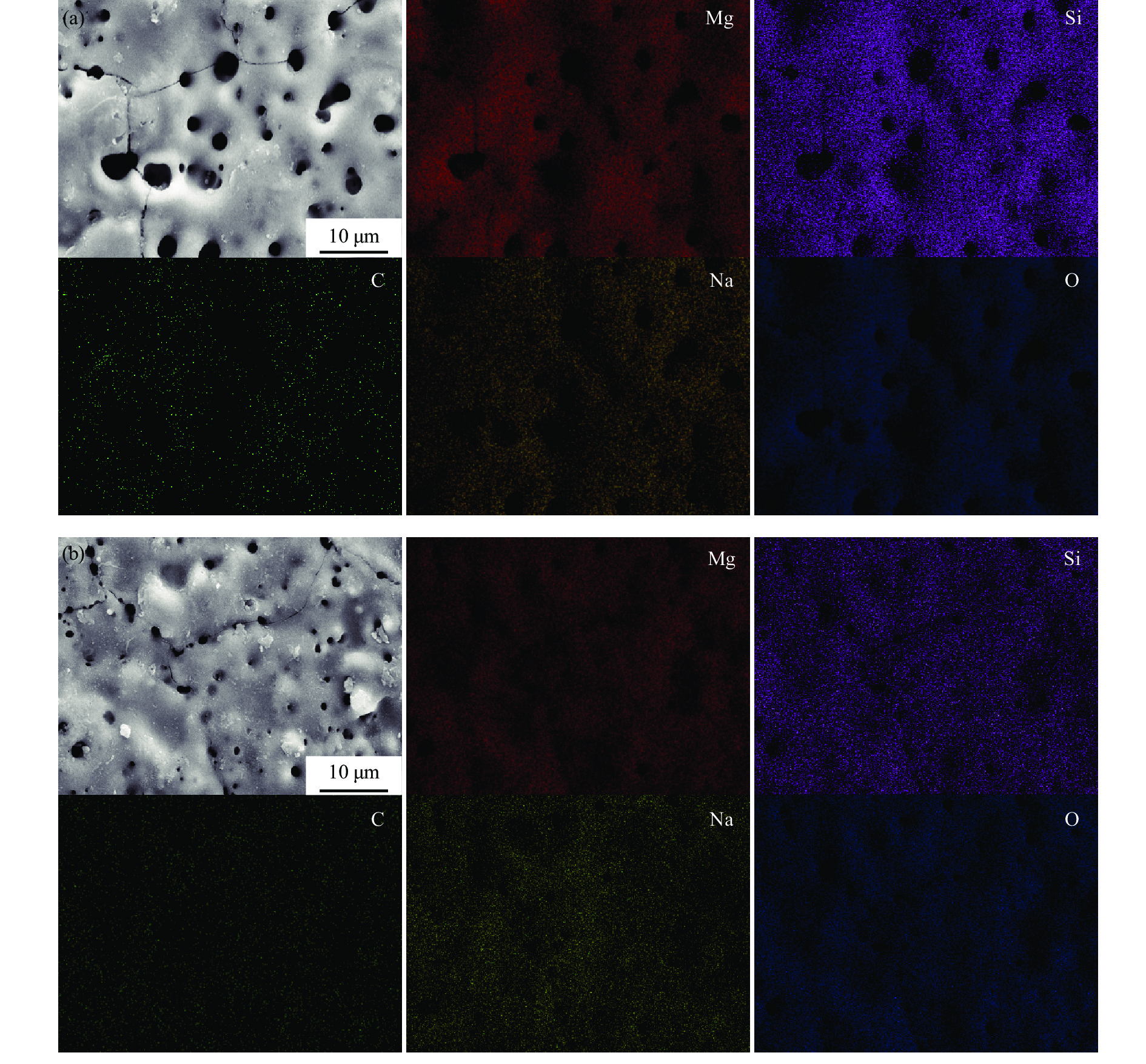
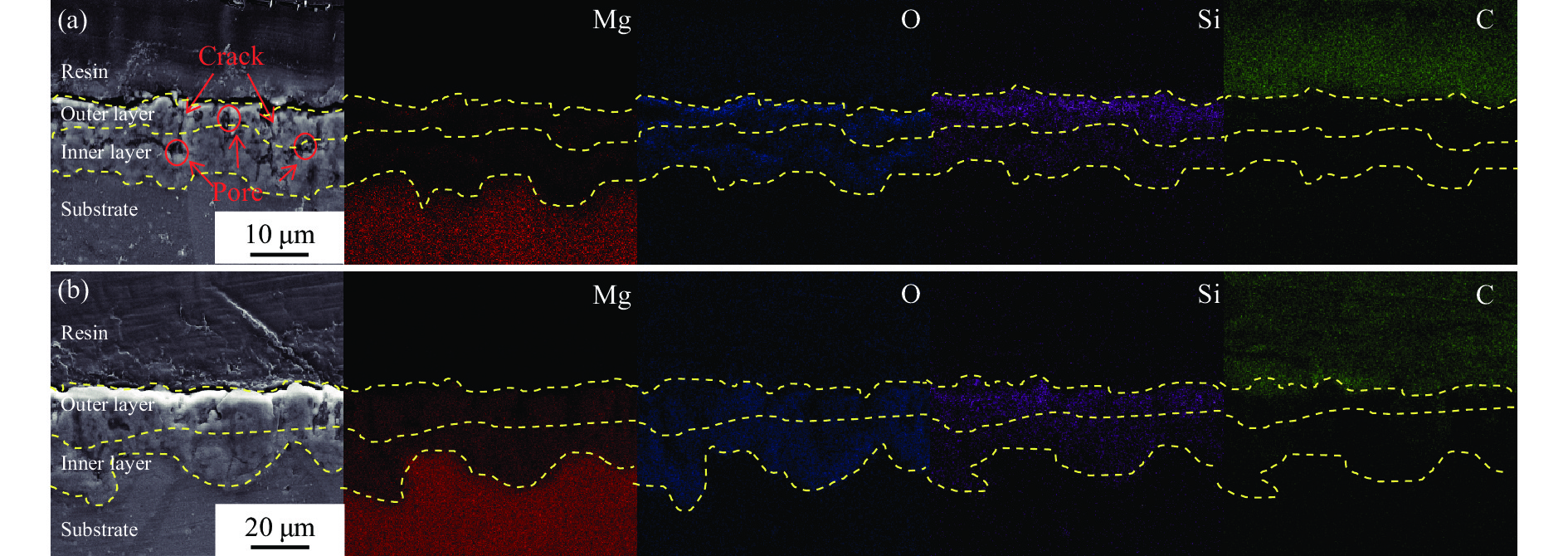
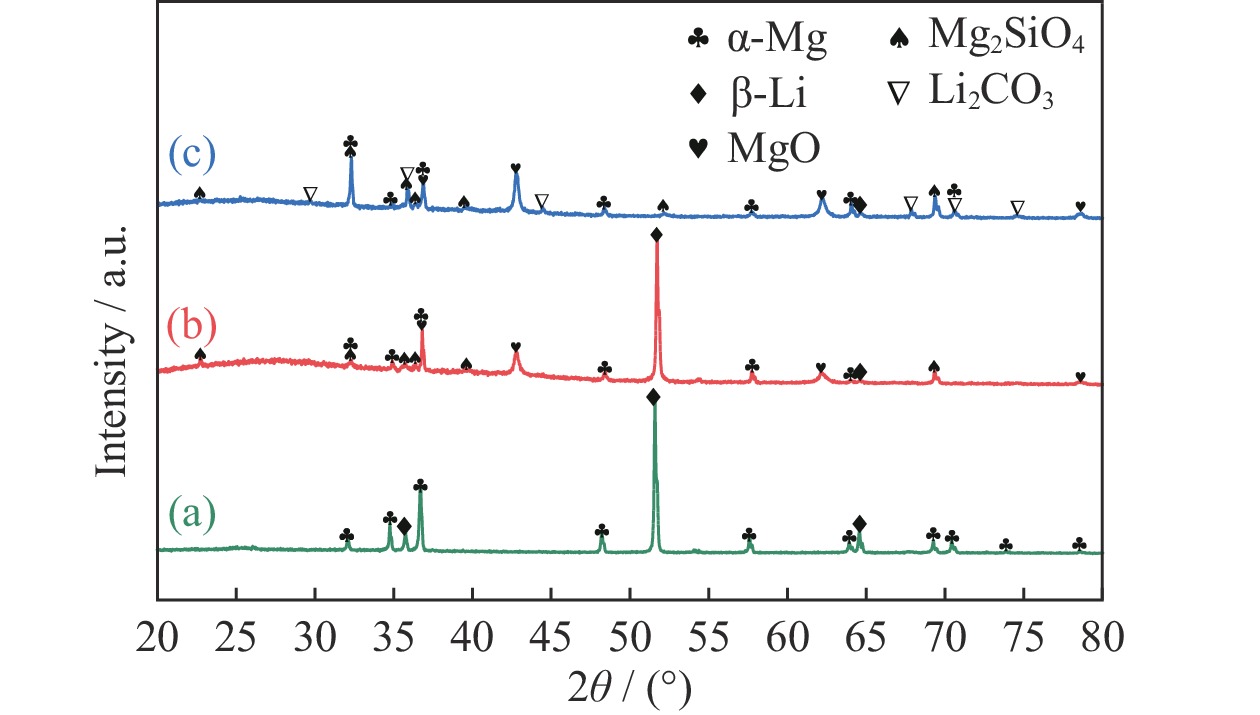
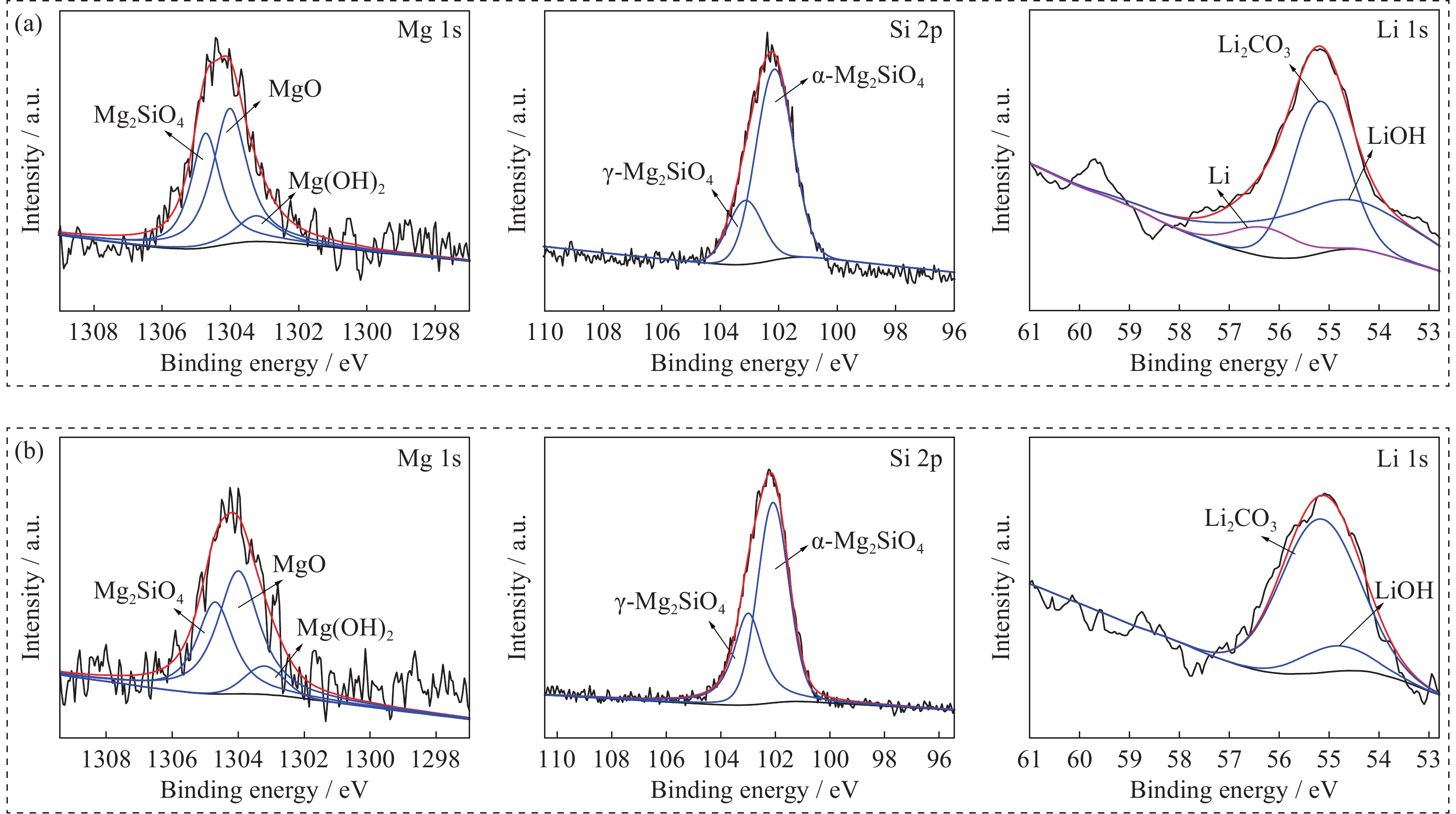
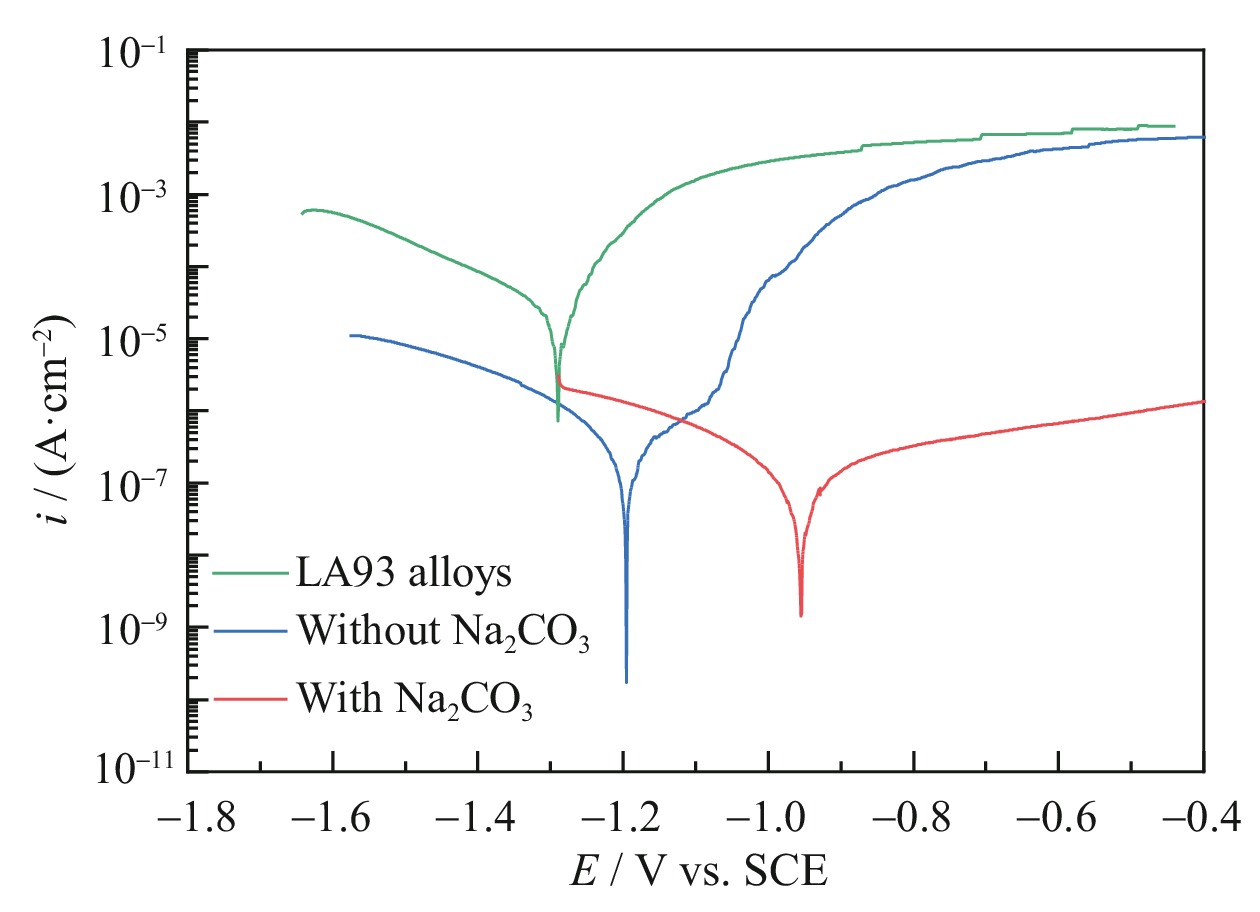
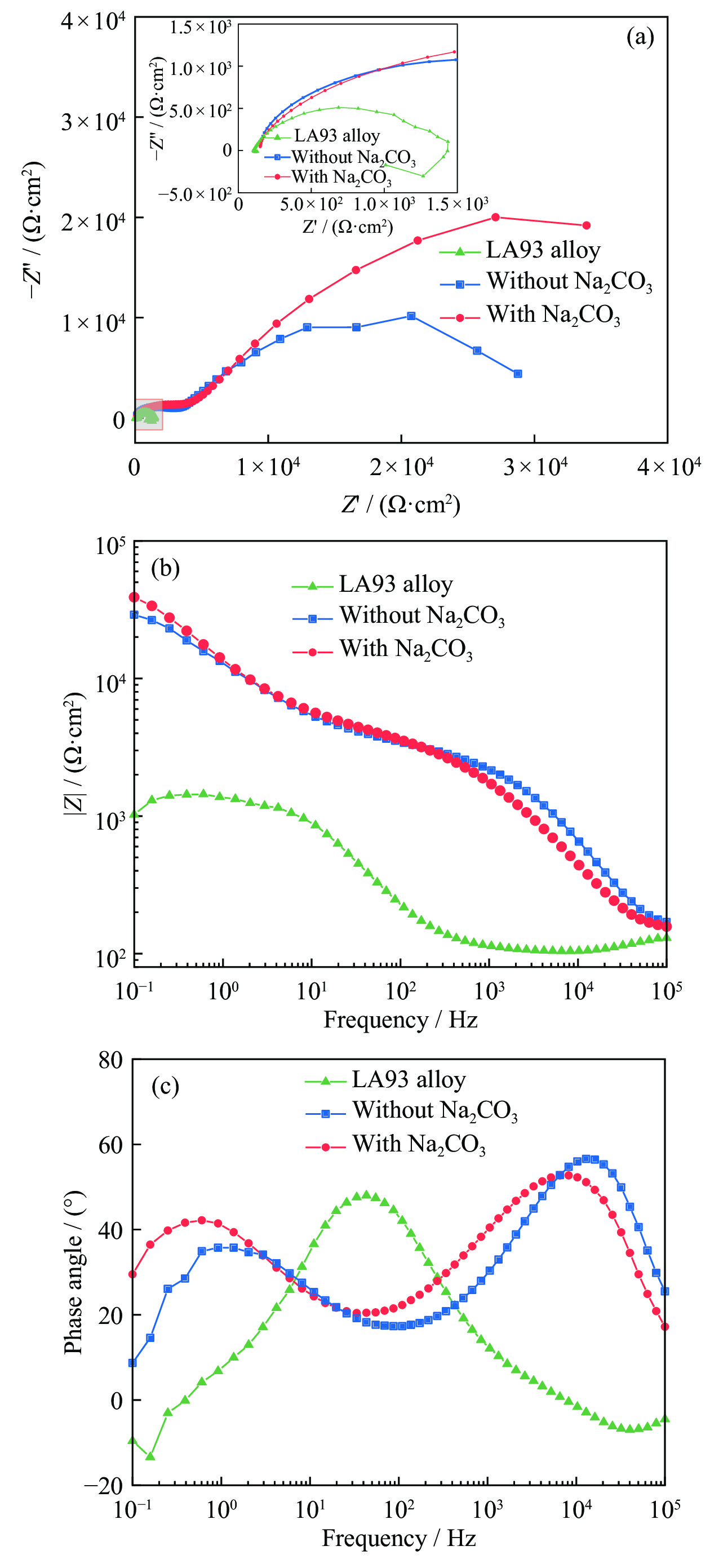
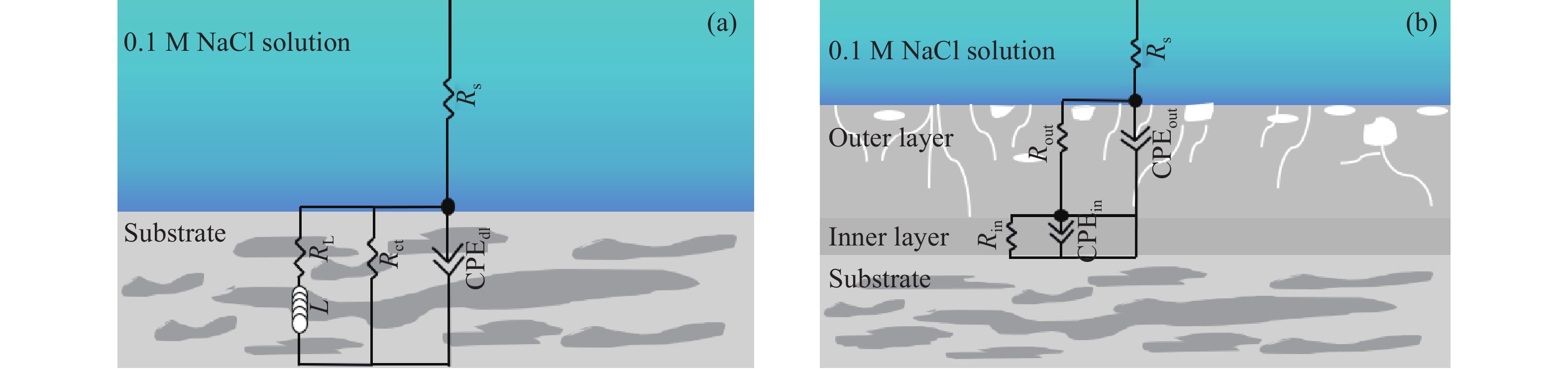
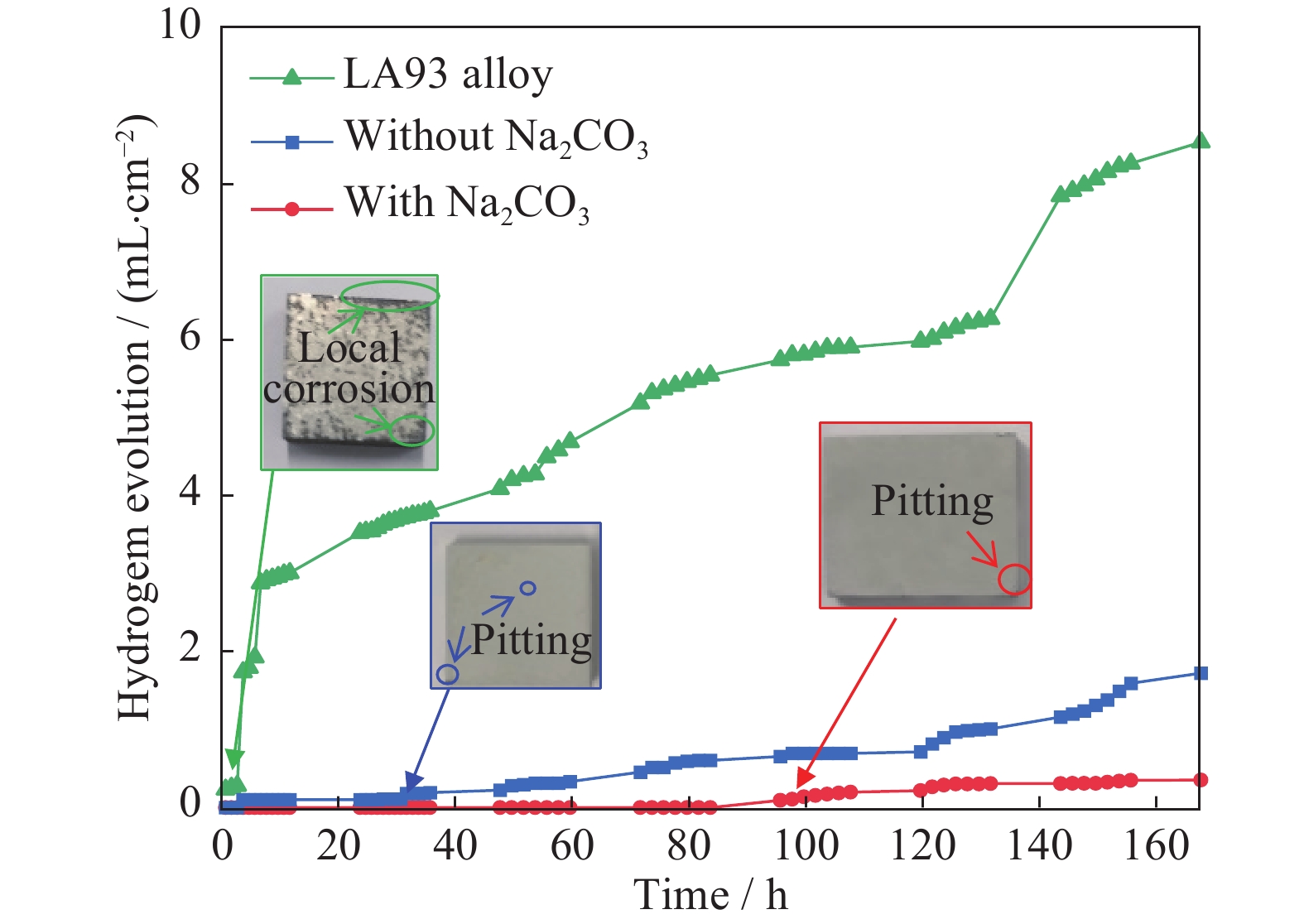
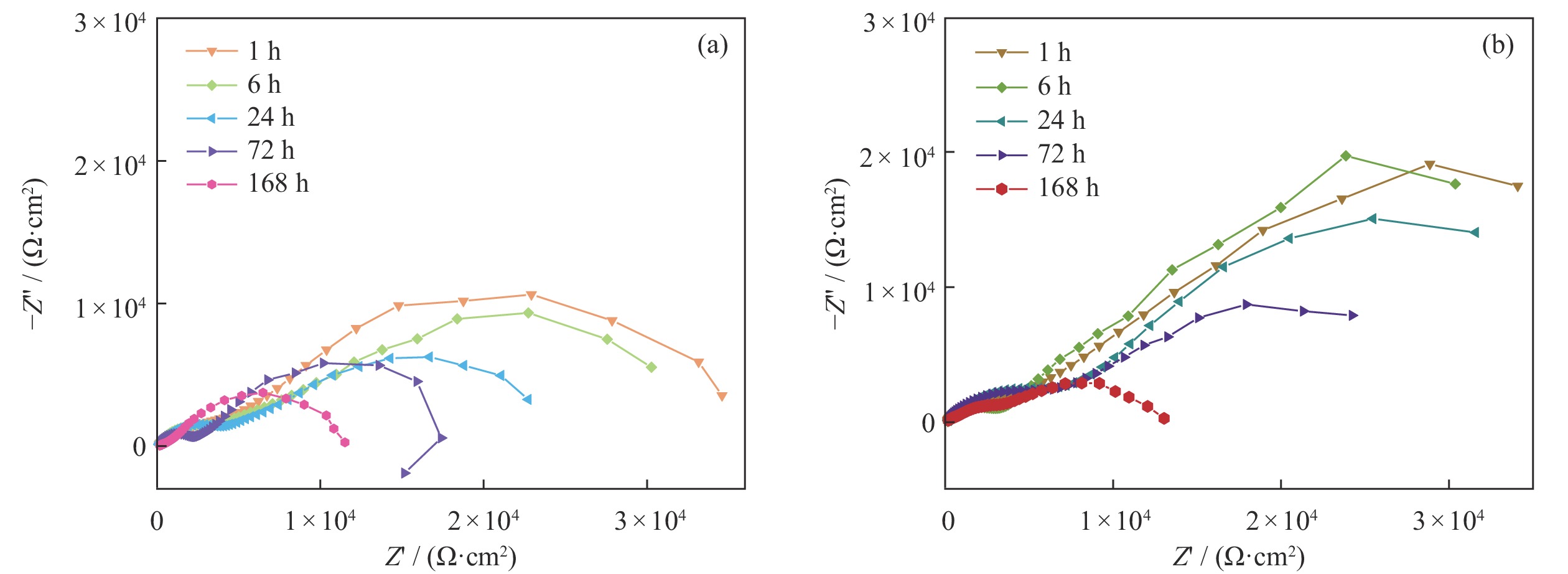
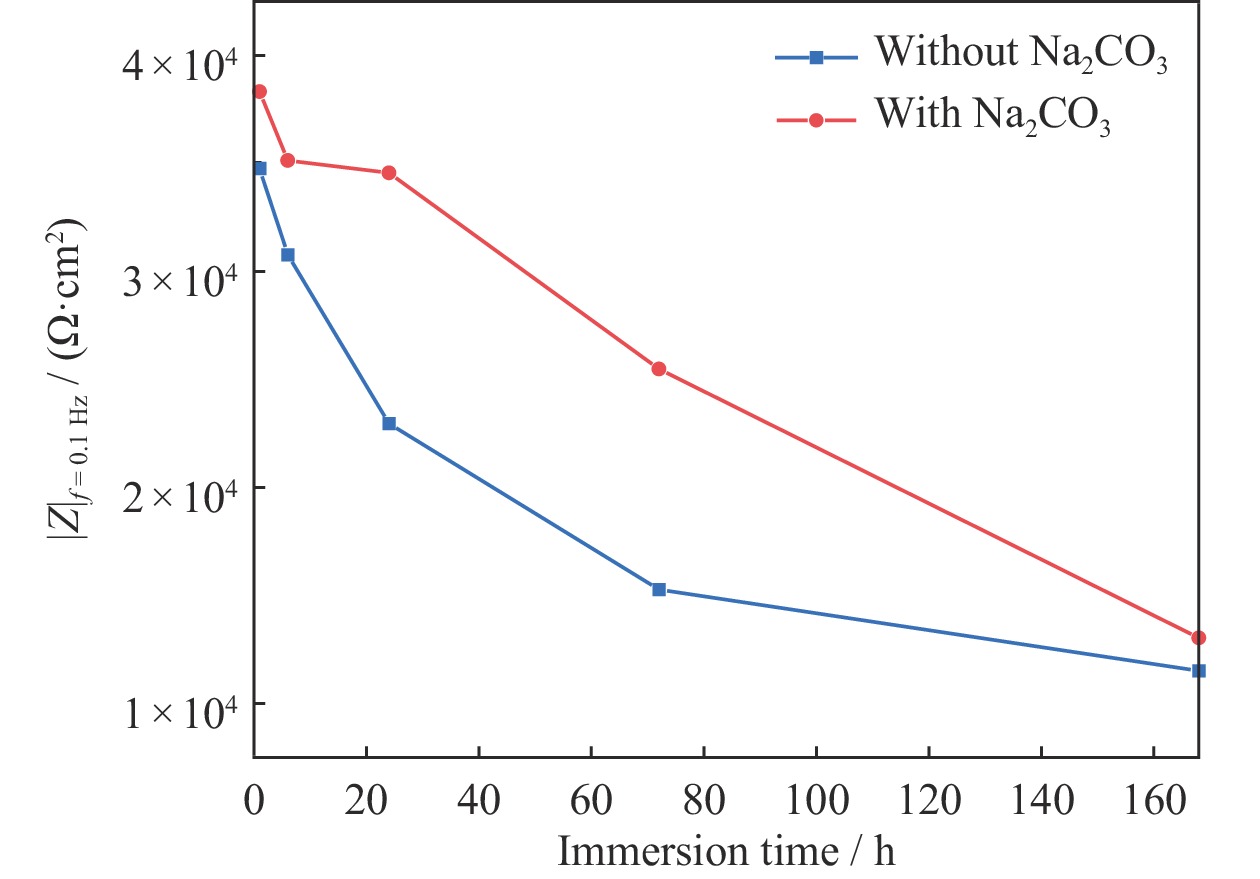
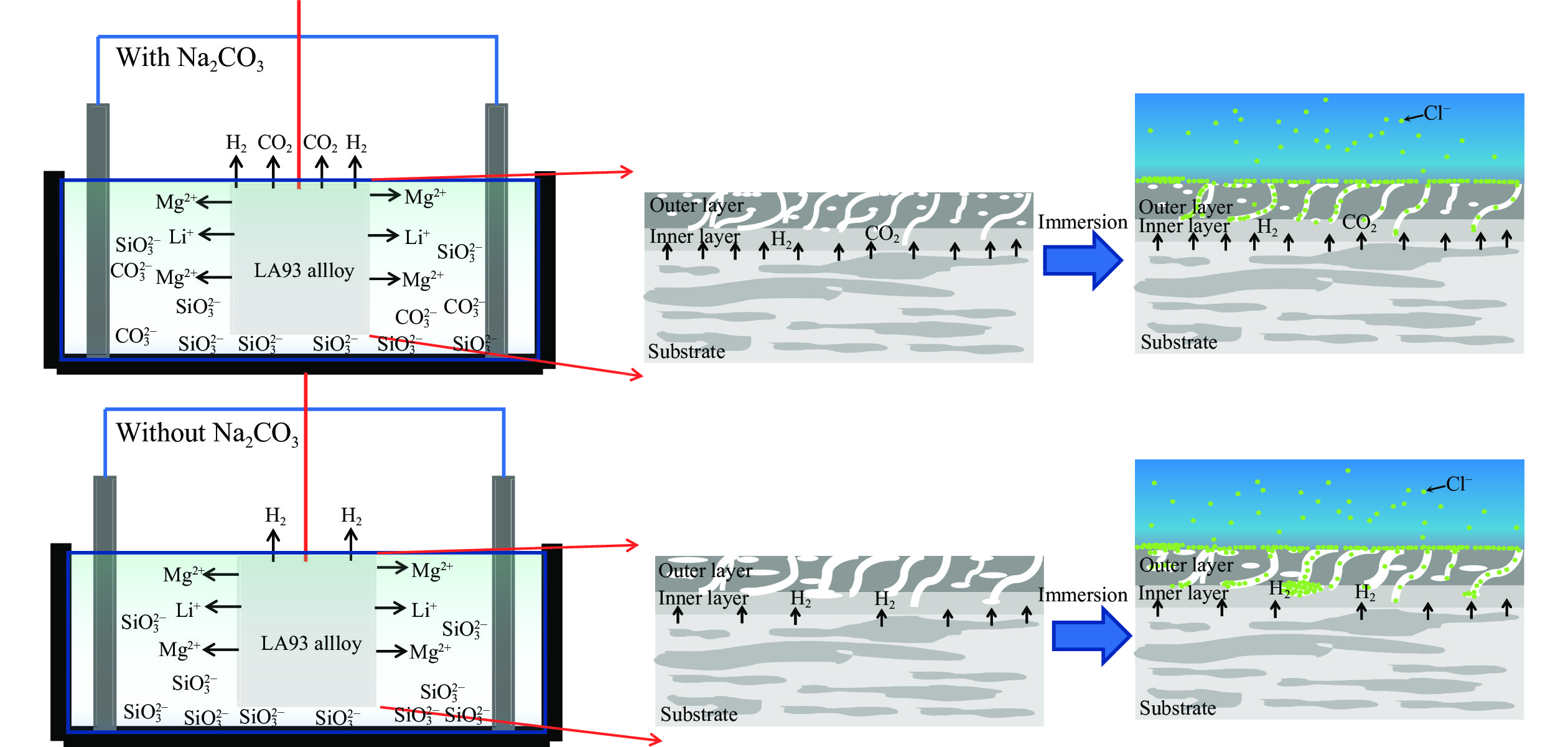
Carbonate was added to the silicate system electrolyte to improve the corrosion resistance of the plasma electrolytic oxidation coating on Mg–9Li–3Al (wt%, LA93) alloy. The influences of carbonate on the morphology, structure, and phase composition of the coating were investigated by scanning electron microscopy, energy dispersive spectrometry, X-ray diffraction, and X-ray photoelectron spectroscopy. The corrosion resistance of the coating was evaluated by electrochemical experiment, hydrogen evolution, and immersion test. The results showed that the addition of carbonate resulted in a denser coating with increased hardness, and the corrosion-resistant Li2CO3 phase was formed. Electrochemical experiments showed that compared with the coating without carbonate, the corrosion potential of the carbonate coating positively shifted (24 mV), and the corrosion current density was reduced by approximately an order of magnitude. The coating with carbonate addition possessed a high corrosion resistance and long-term protection capability.

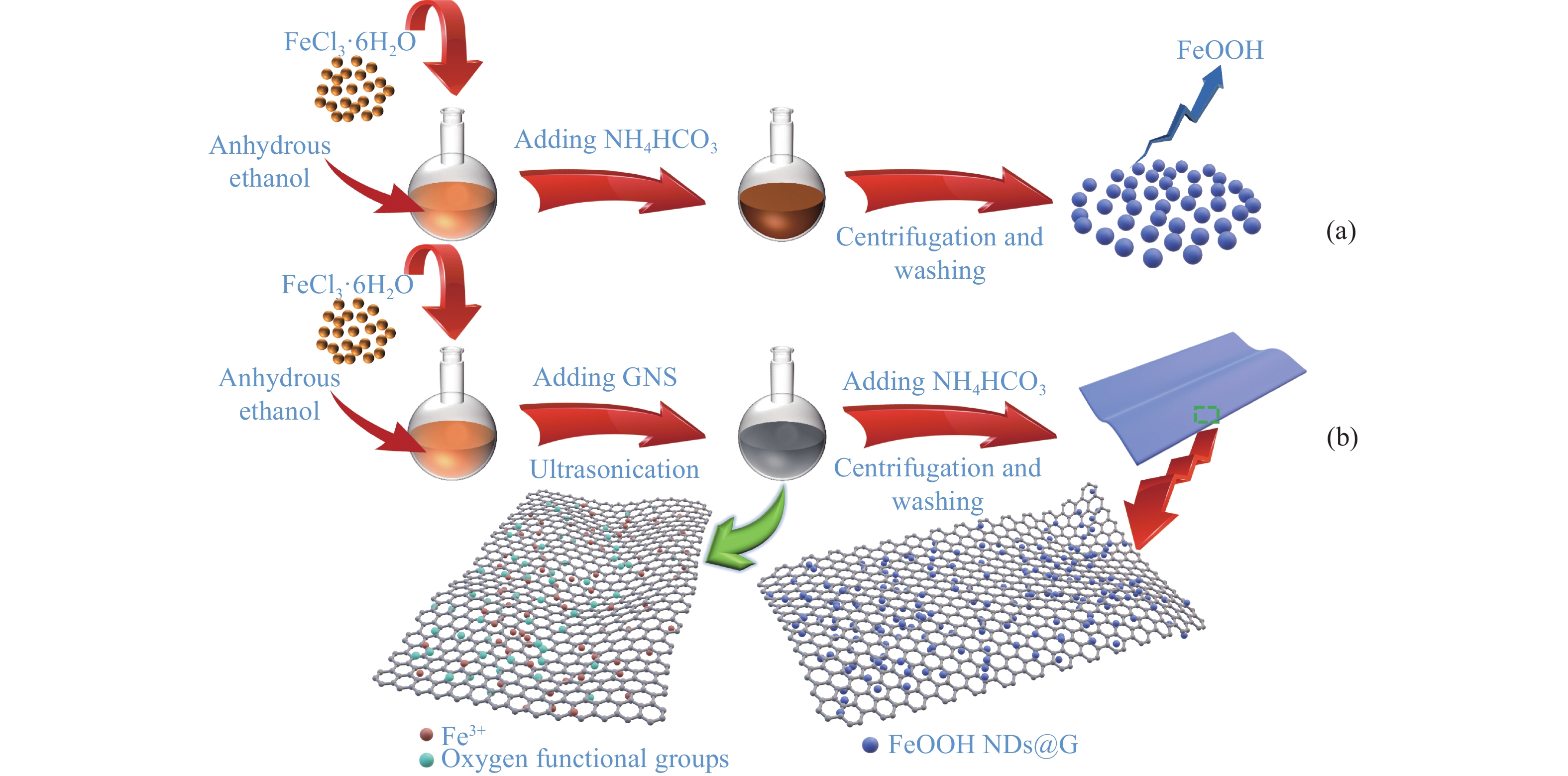
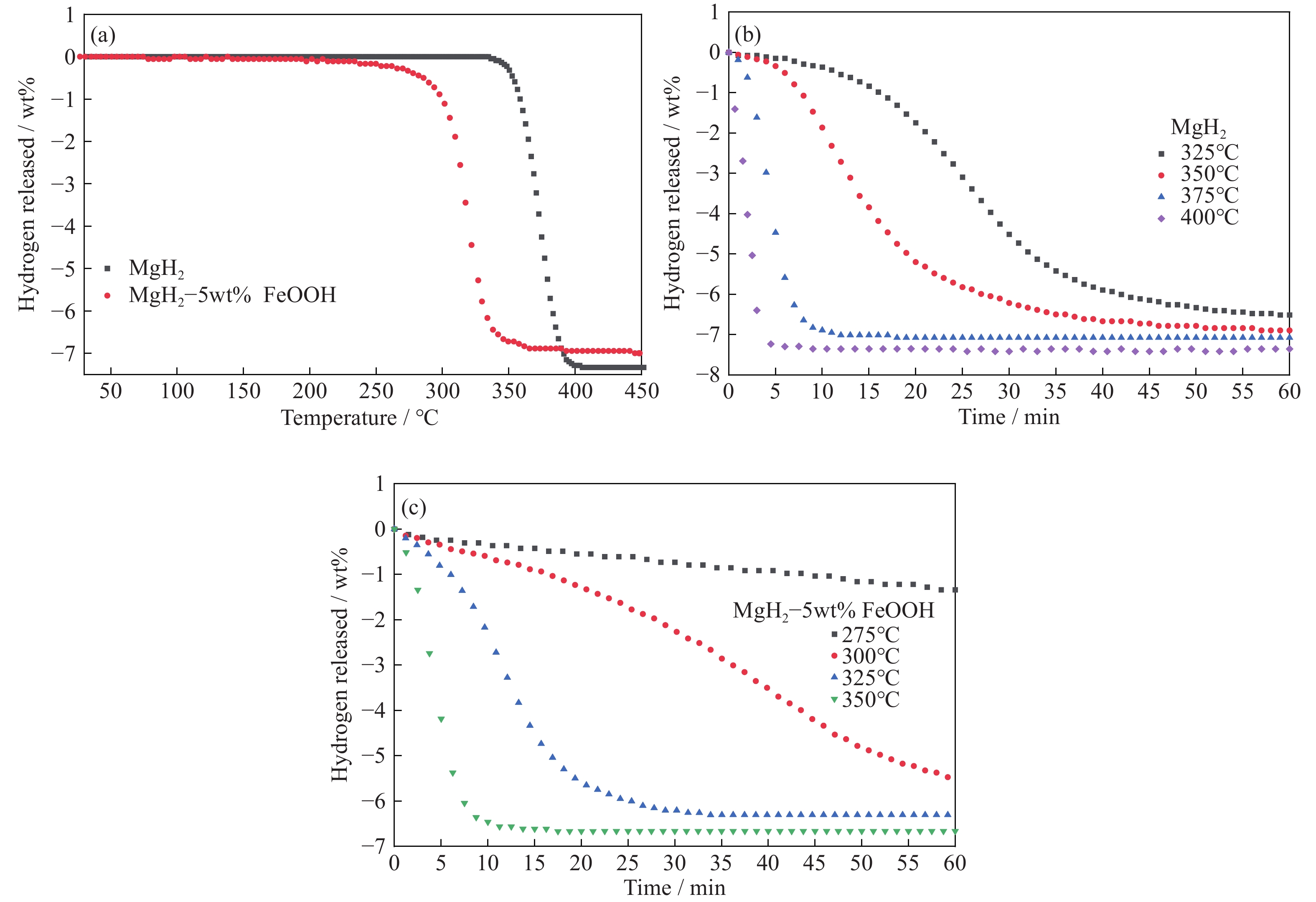
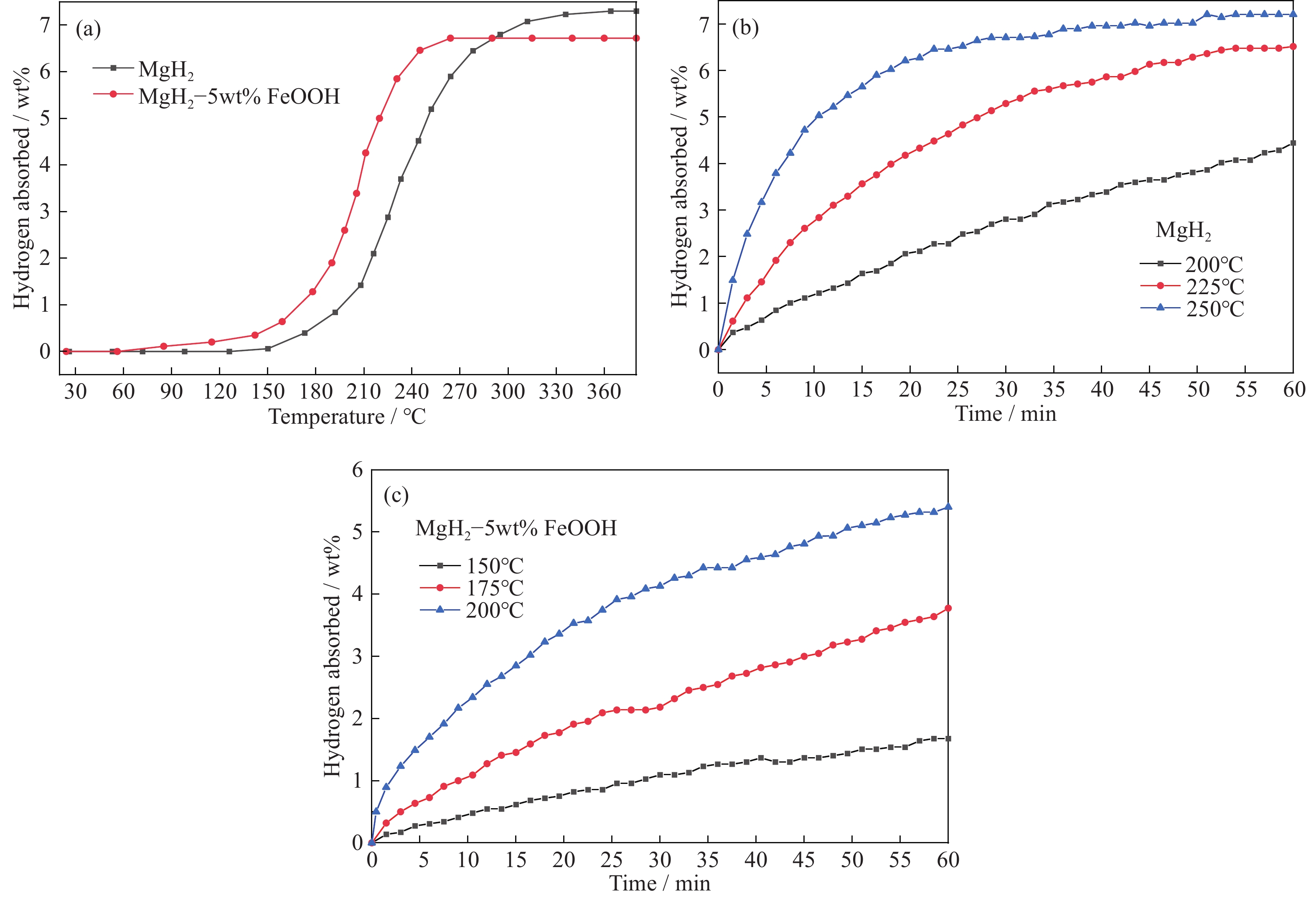
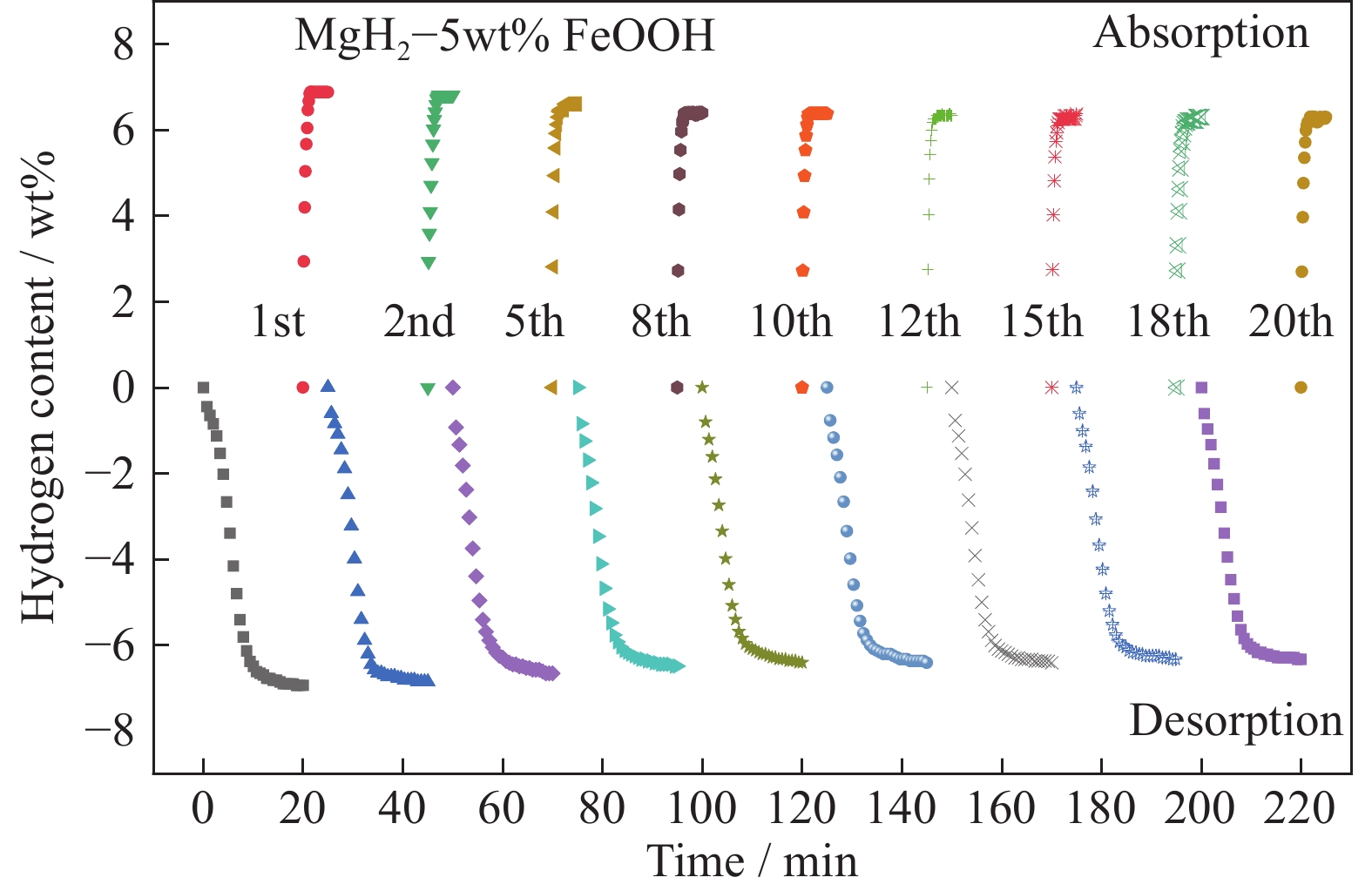
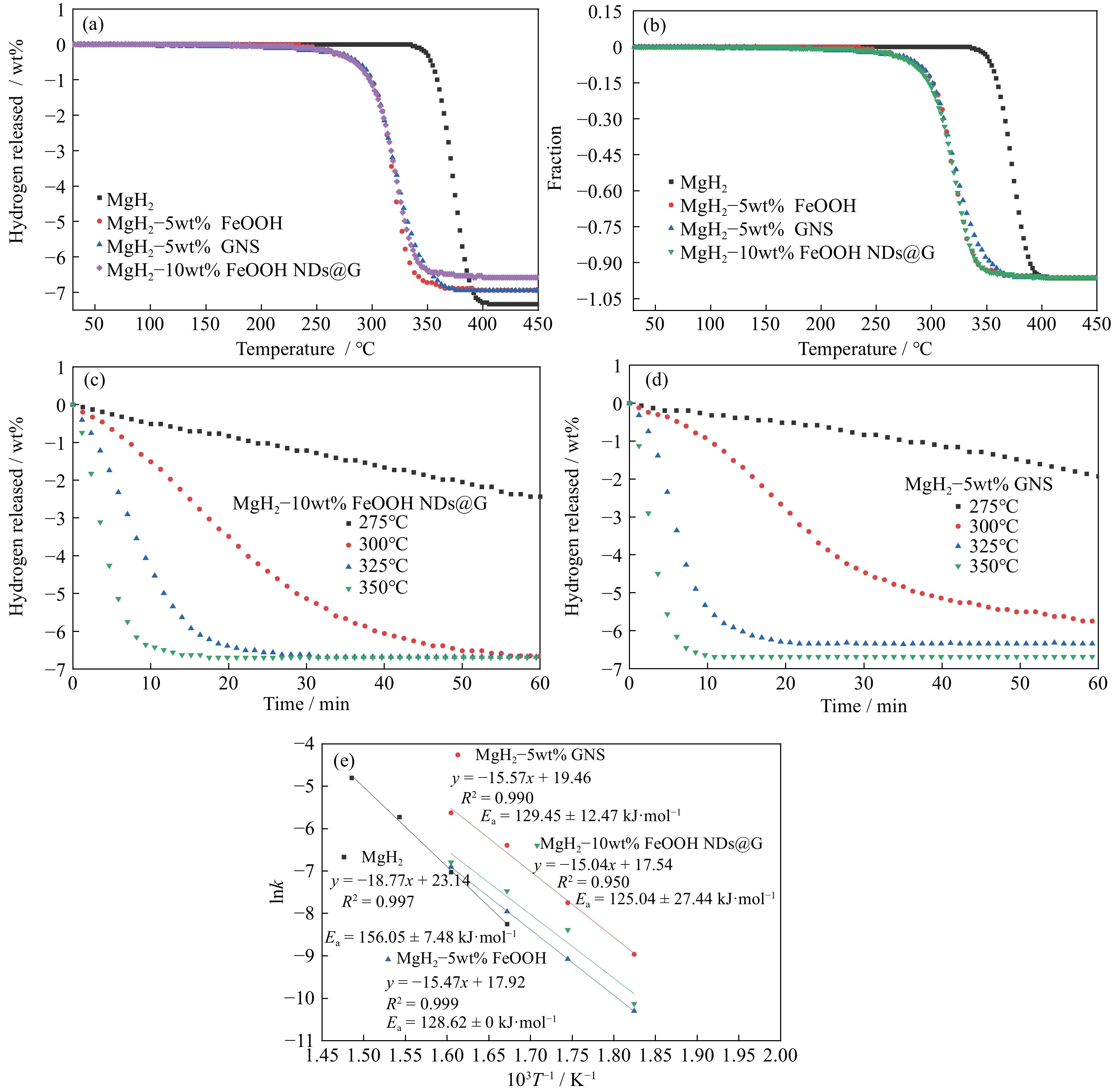
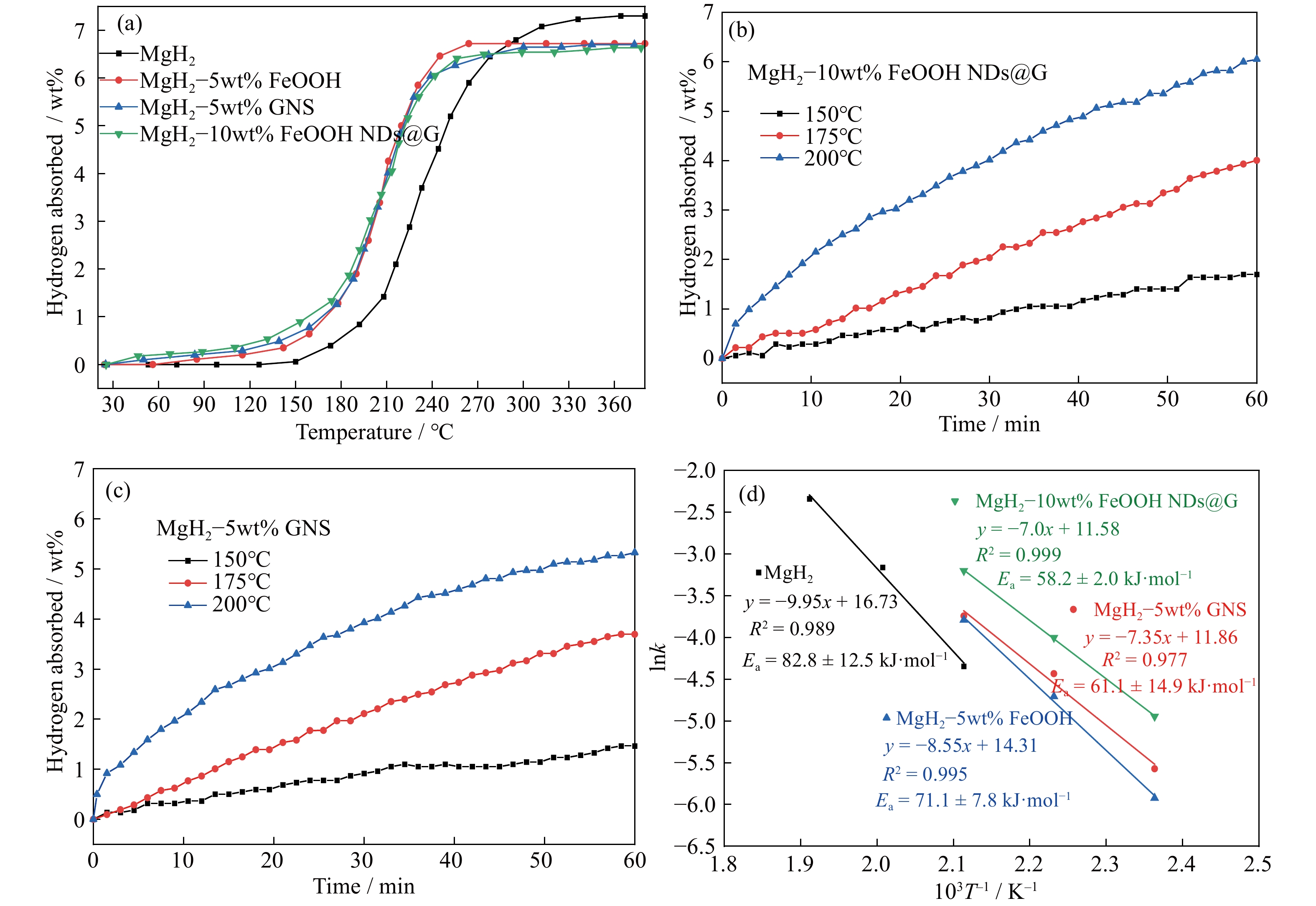
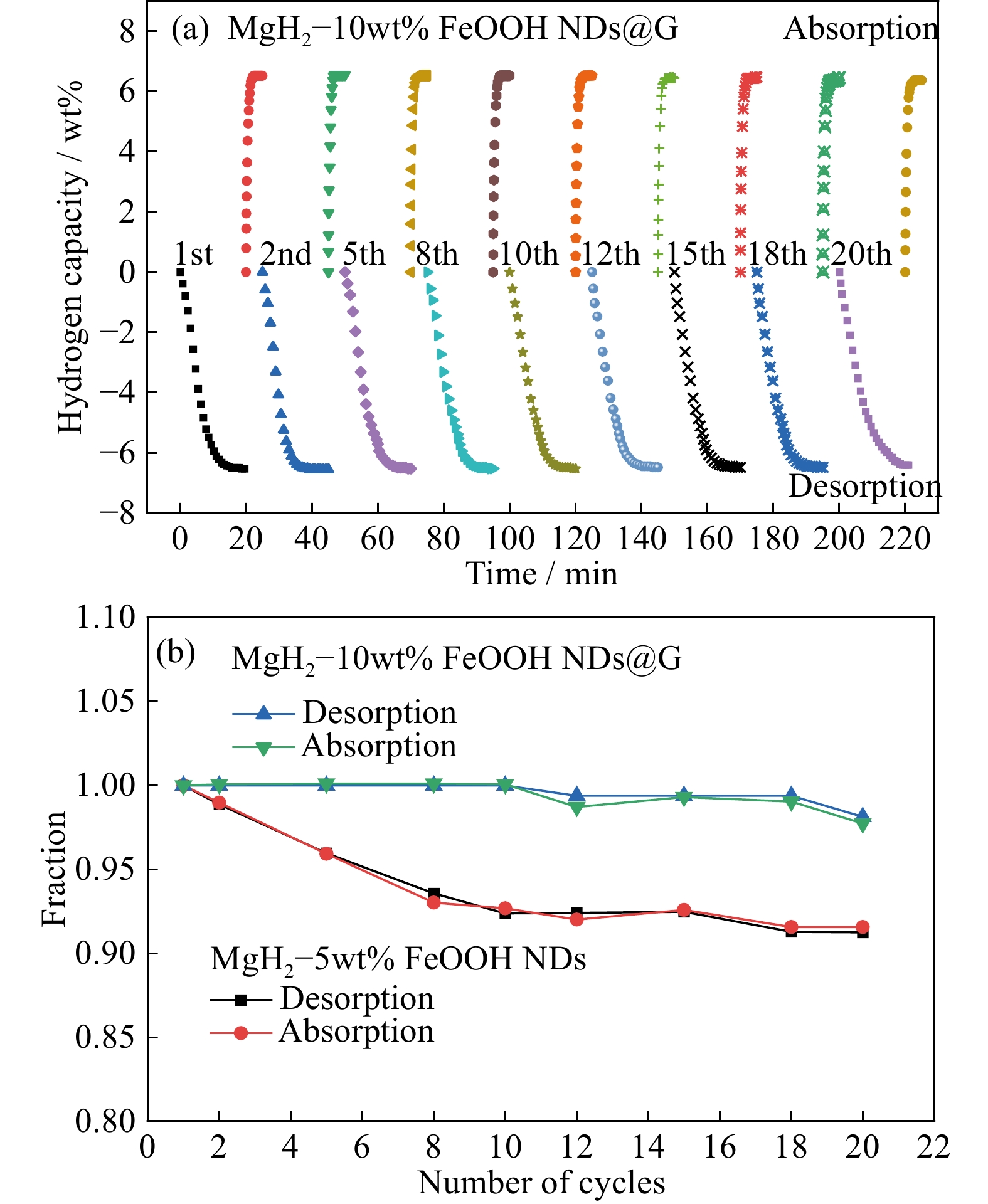
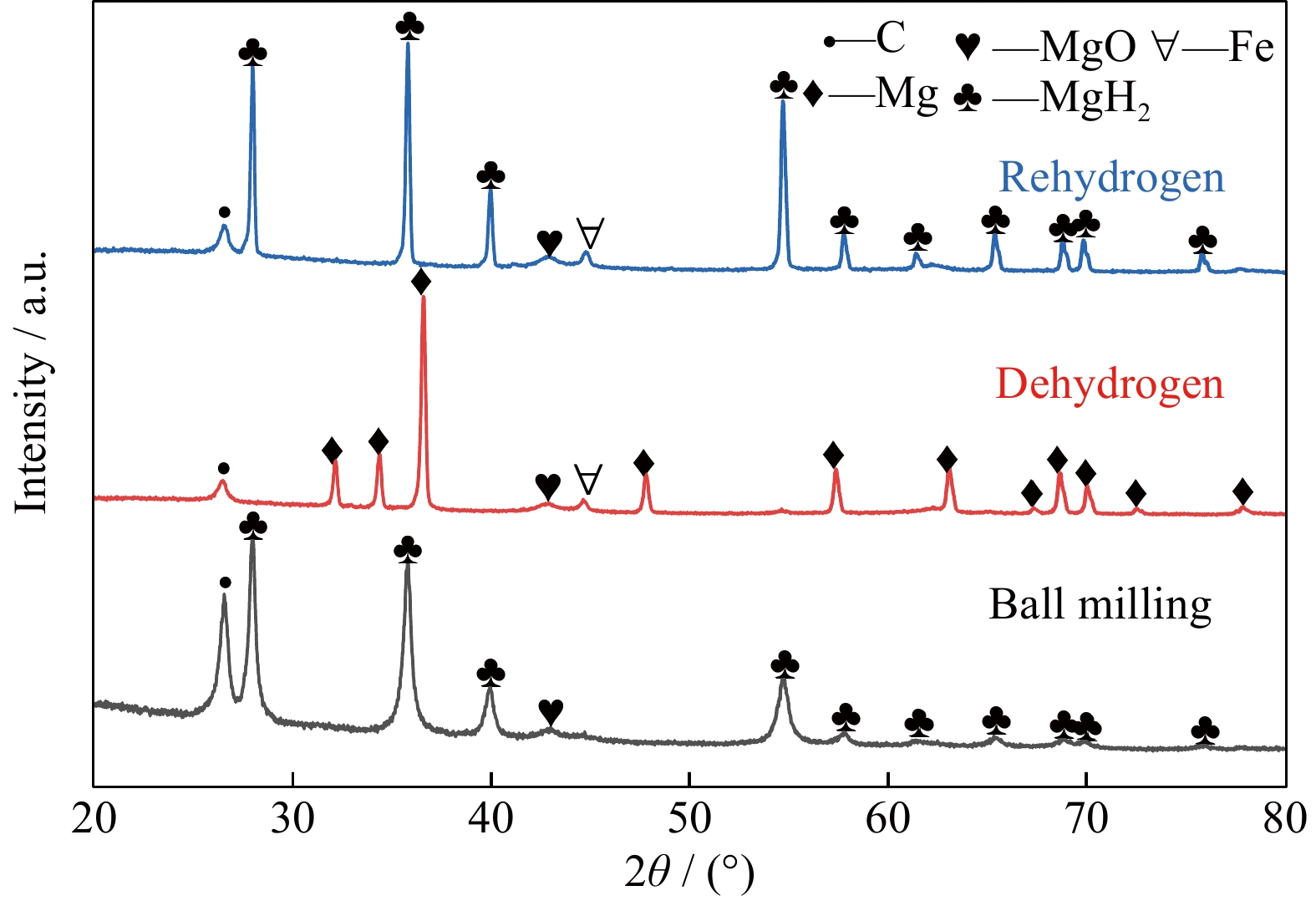
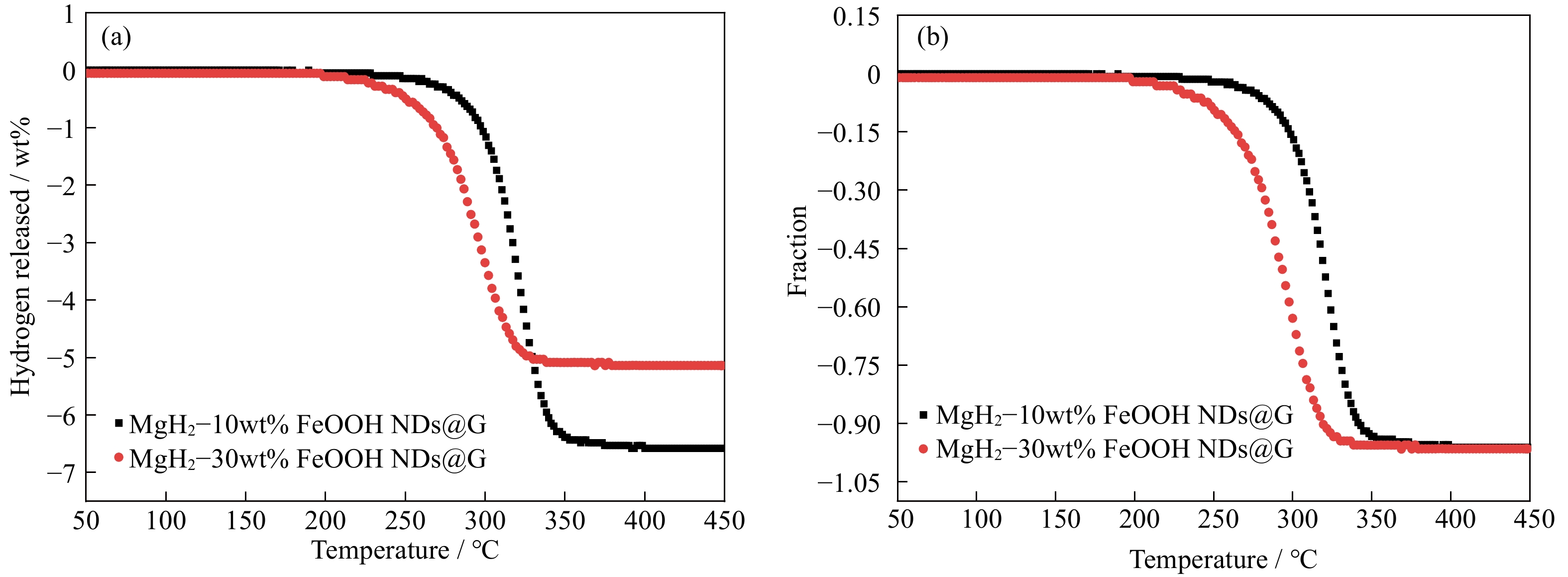
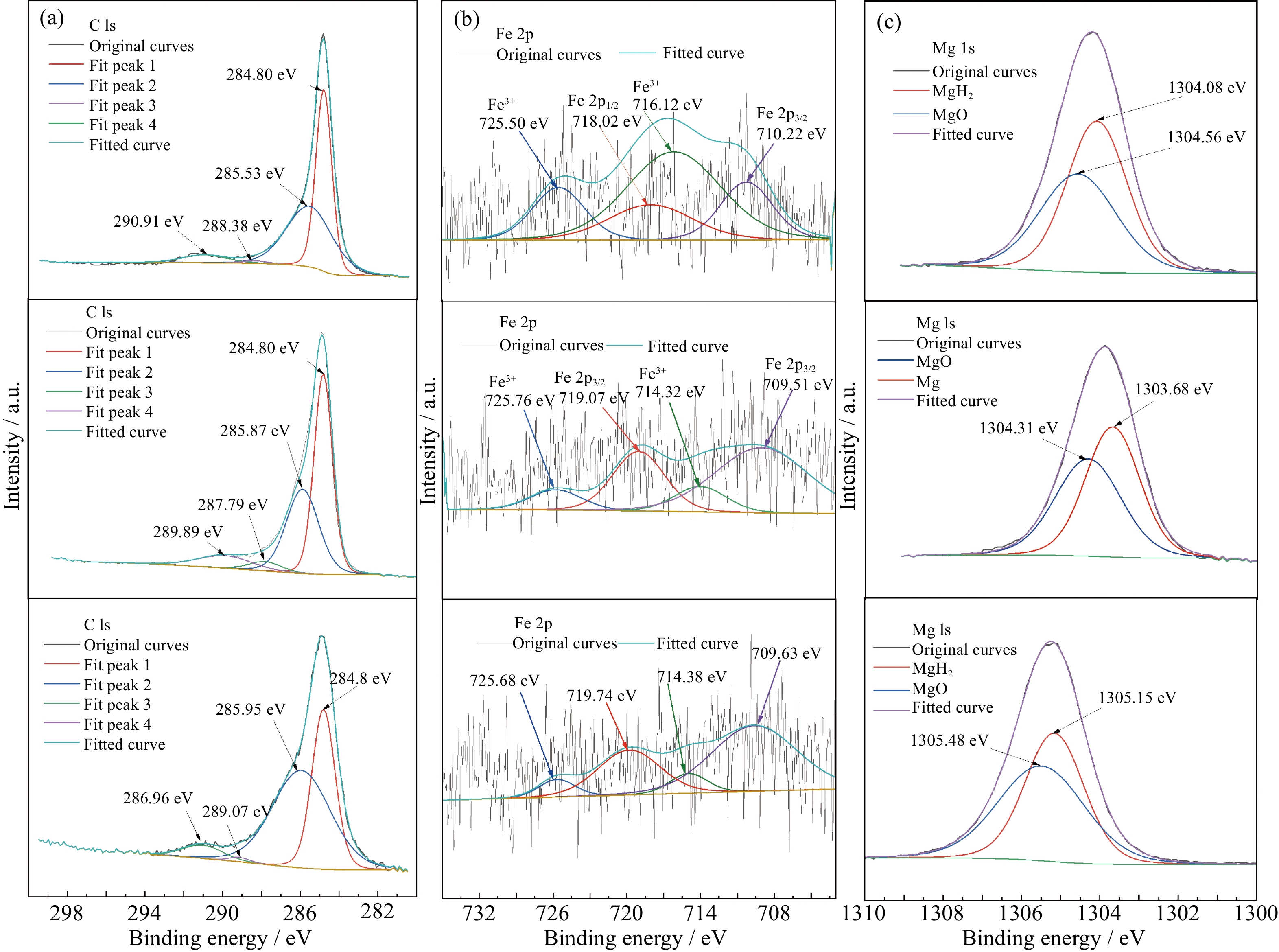
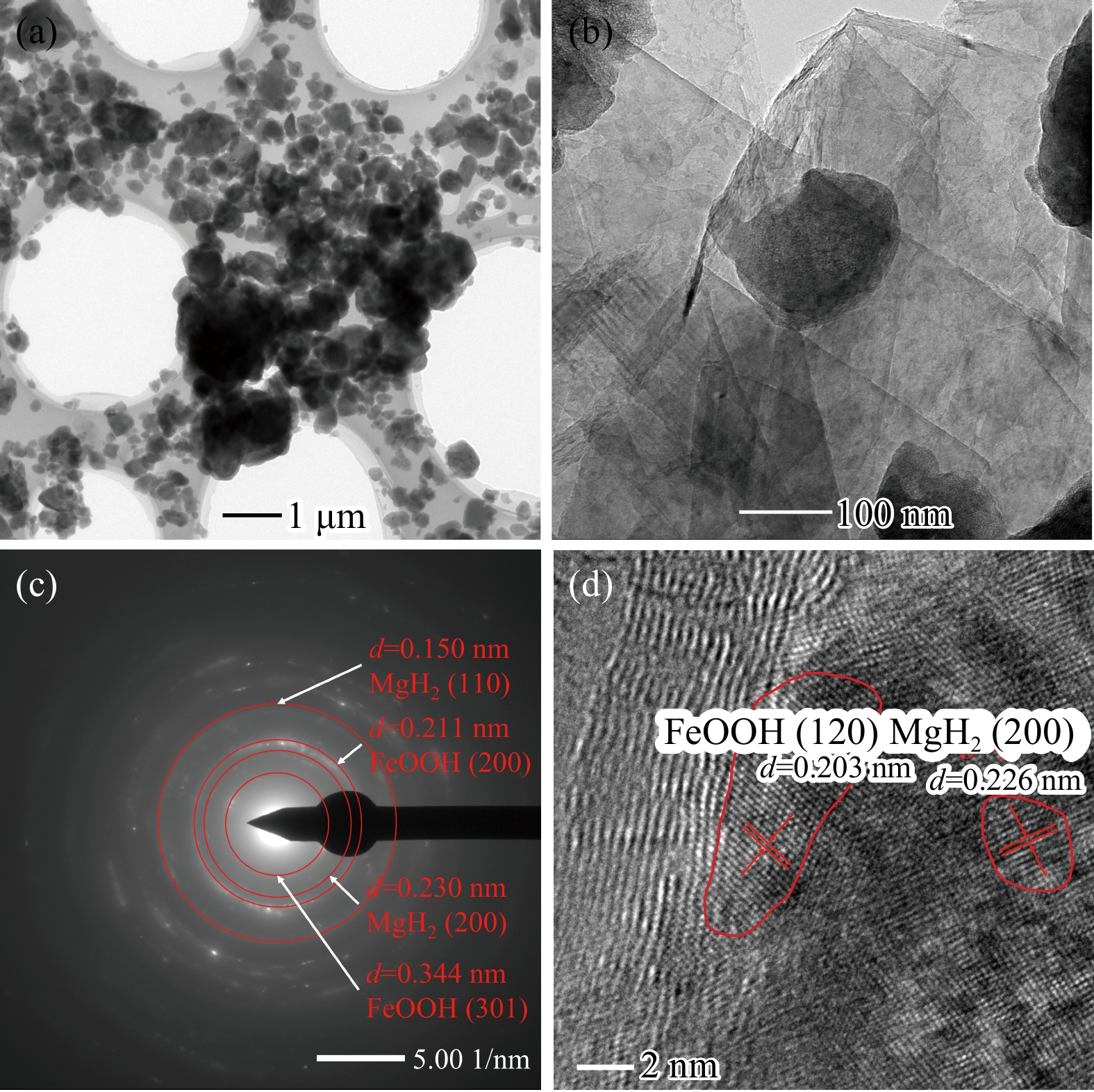
Novel graphene-supported FeOOH nanodots (FeOOH NDs@G) were successfully prepared by a facile hydrothermal method and doped into MgH2 through mechanical ball-milling. MgH2 with 10wt% FeOOH NDs@G began to release hydrogen at 229.8°C, which is 106.8°C lower than that of pure MgH2. The MgH2–10wt% FeOOH NDs@G composite could reversibly absorb 6.0wt% hydrogen at 200°C under a 3.2 MPa hydrogen pressure within 60 min. With the addition of FeOOH NDs@G, the dehydrogenation and hydrogenation activation energy of MgH2 was decreased to 125.03 and 58.20 kJ·mol−1 (156.05 and 82.80 kJ·mol−1 for pure MgH2), respectively. Furthermore, the hydrogen capacity of the FeOOH NDs@G composite retained 98.5% of the initial capacity after 20 cycles, showing good cyclic stability. The catalytic action of FeOOH NDs@G towards MgH2 could be attributed to the synergistic effect between graphene nanosheets and in-situ formed Fe, which prevented the aggregation of Mg/MgH2 particles and accelerated the hydrogen diffusion during cycling, thus enabling the MgH2–10wt% FeOOH NDs@G composite to exhibit excellent hydrogen storage performance.


 Submit Manuscript
Submit Manuscript E-mail alert
E-mail alert RSS
RSS

