| Cite this article as: |
Zhi-qiang Liu, Pei-lei Zhang, Shao-wei Li, Di Wu, and Zhi-shui Yu, Wire and arc additive manufacturing of 4043 Al alloy using a cold metal transfer method, Int. J. Miner. Metall. Mater., 27(2020), No. 6, pp. 783-791. https://doi.org/10.1007/s12613-019-1930-6

|
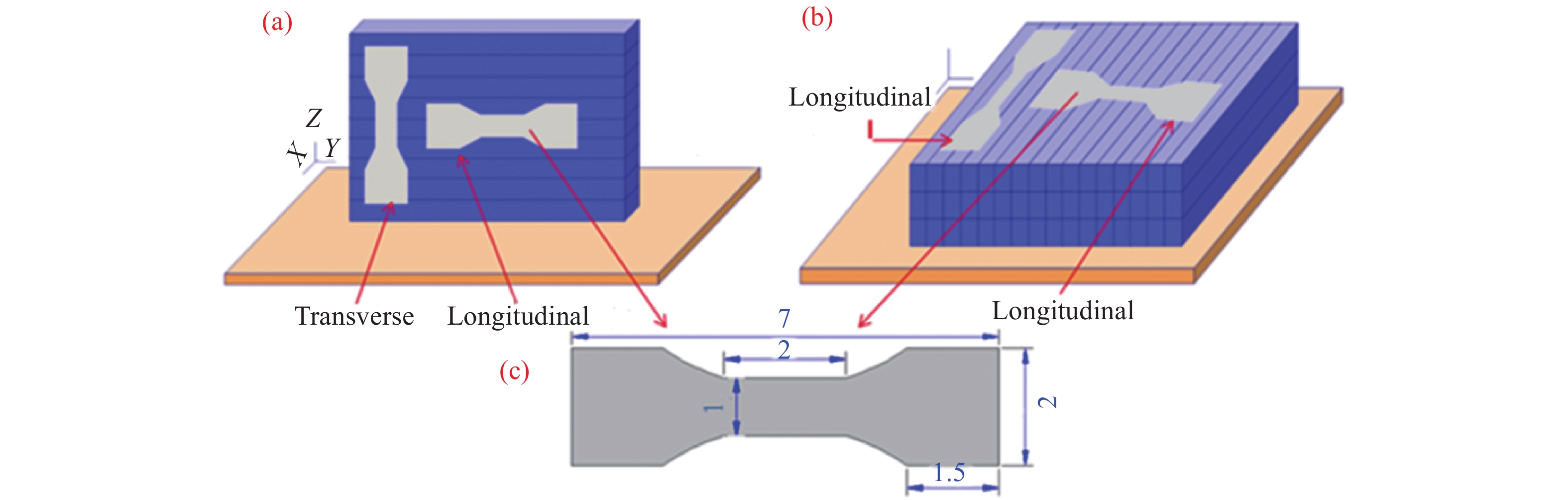
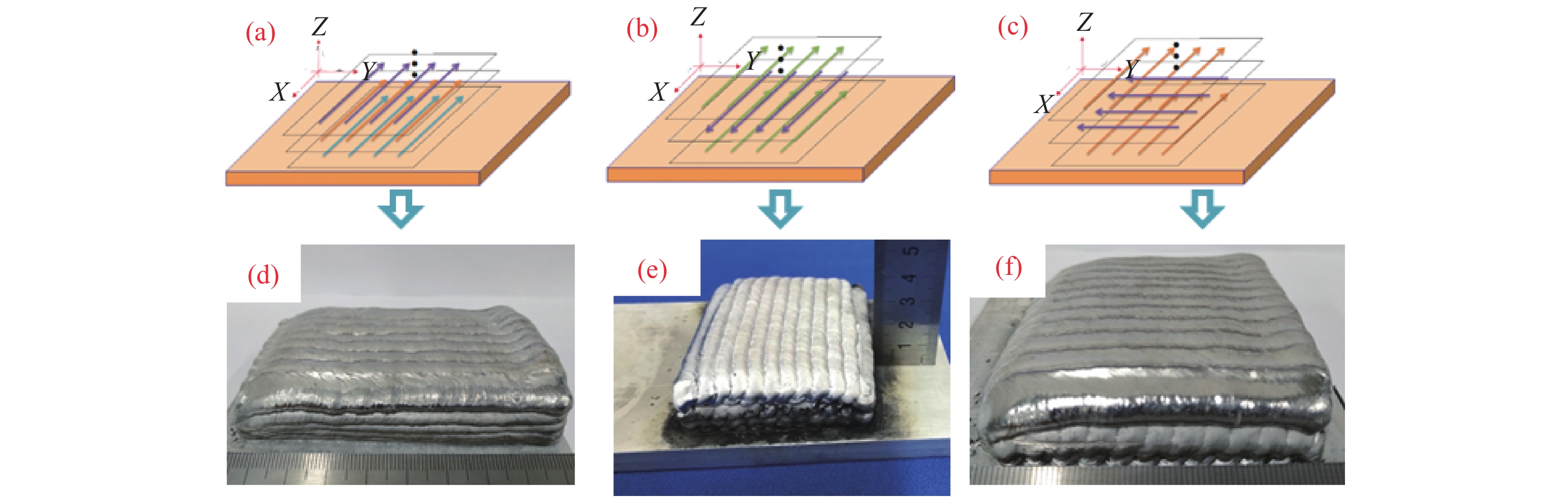
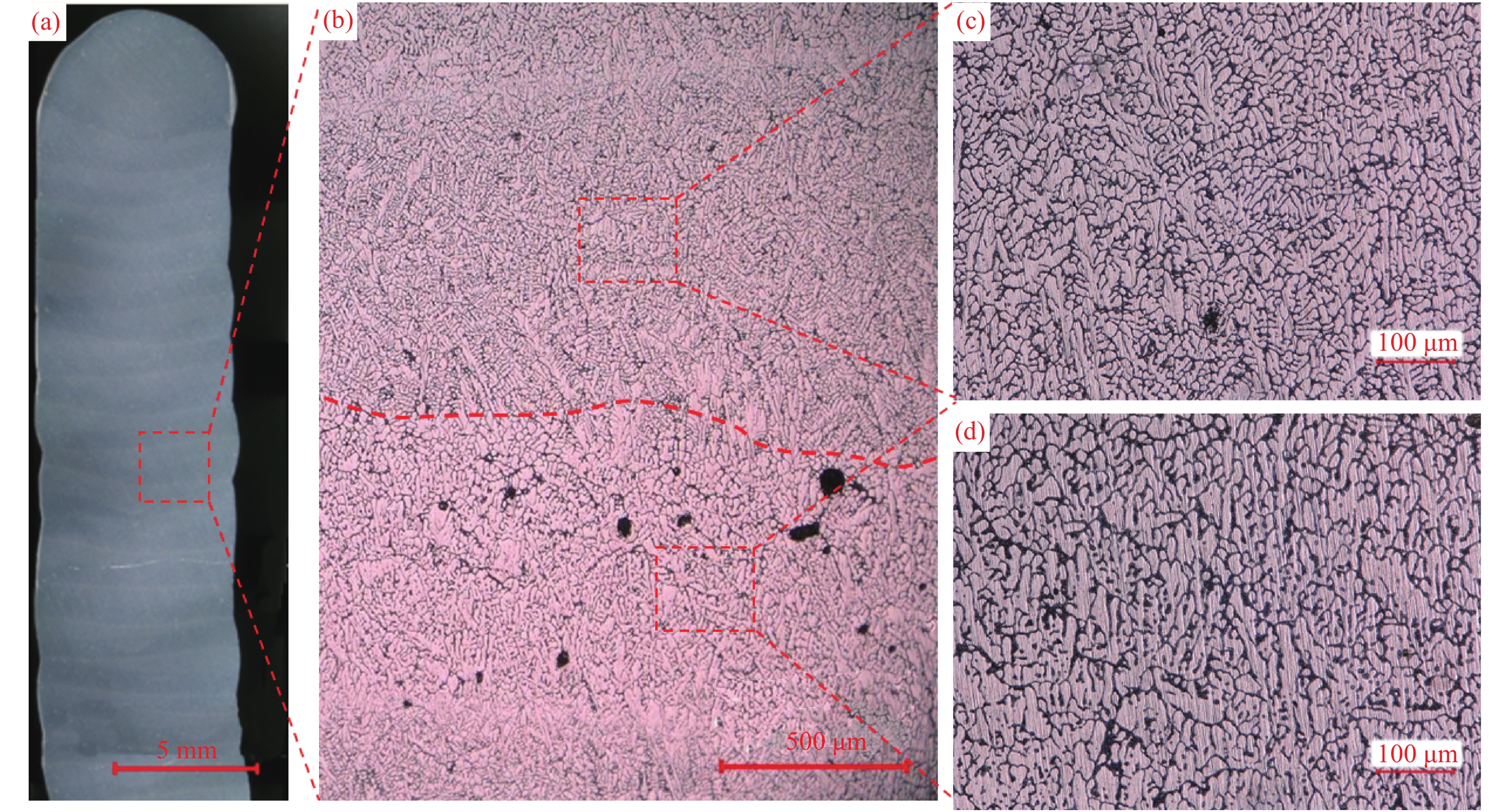
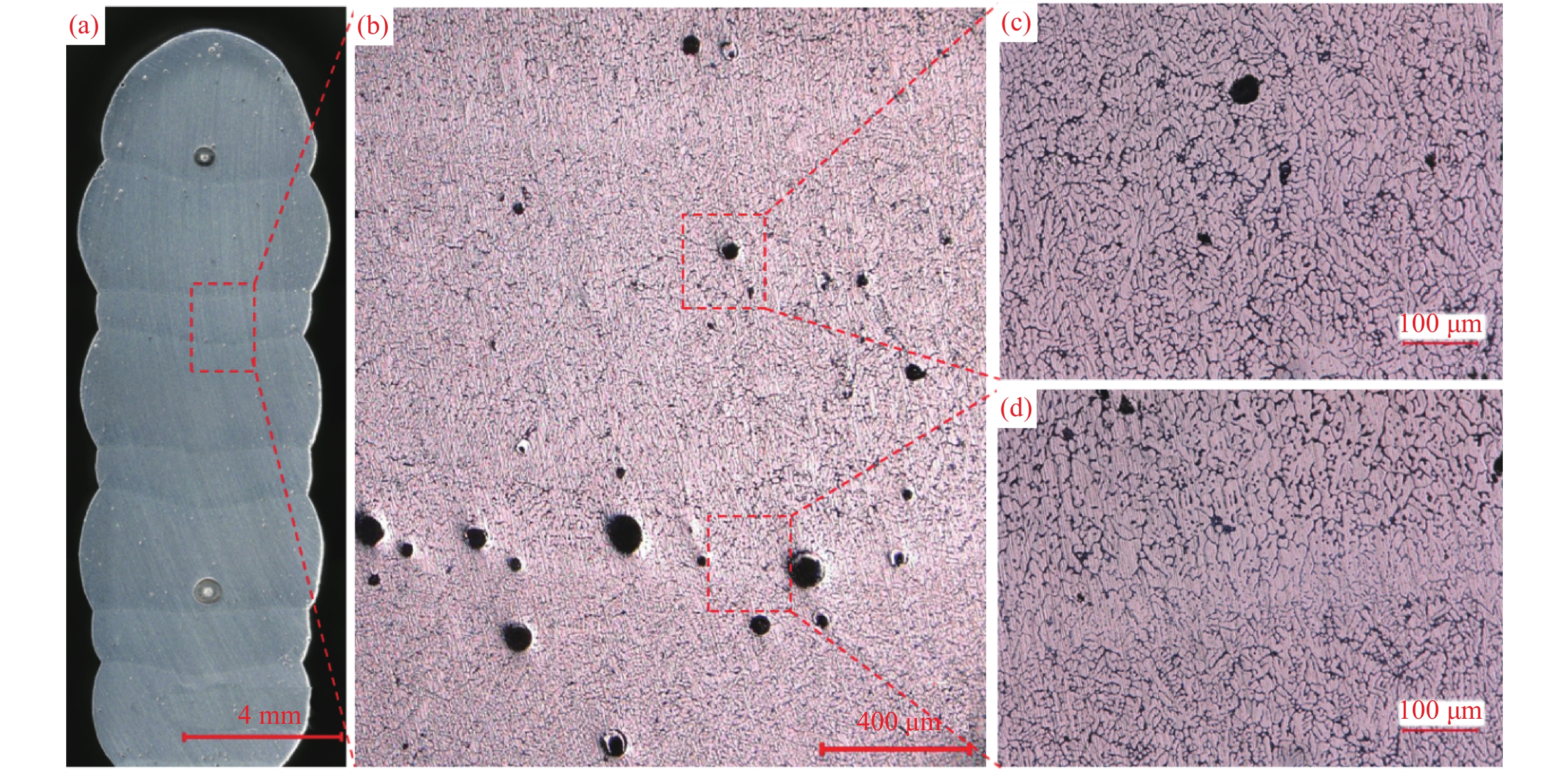
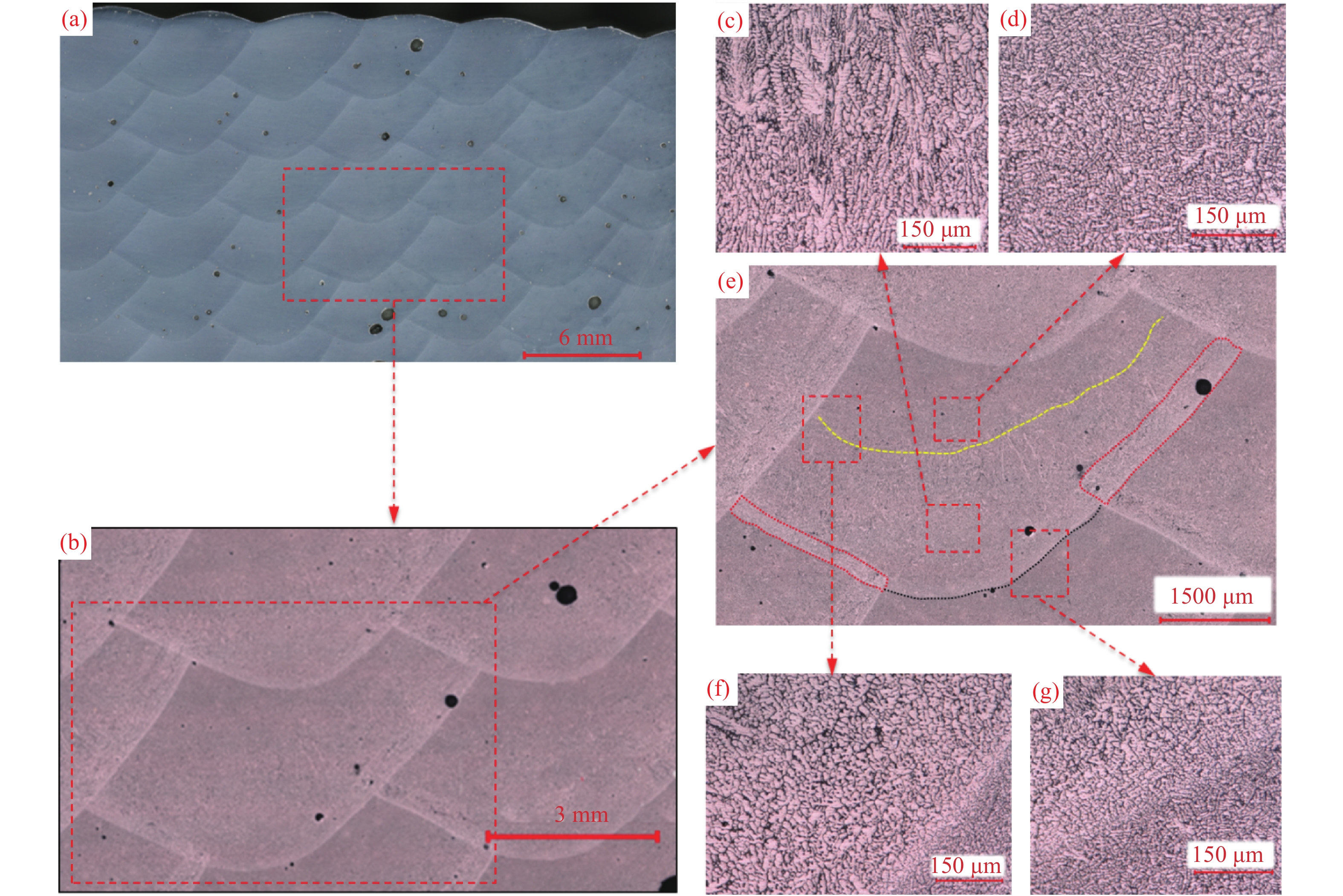
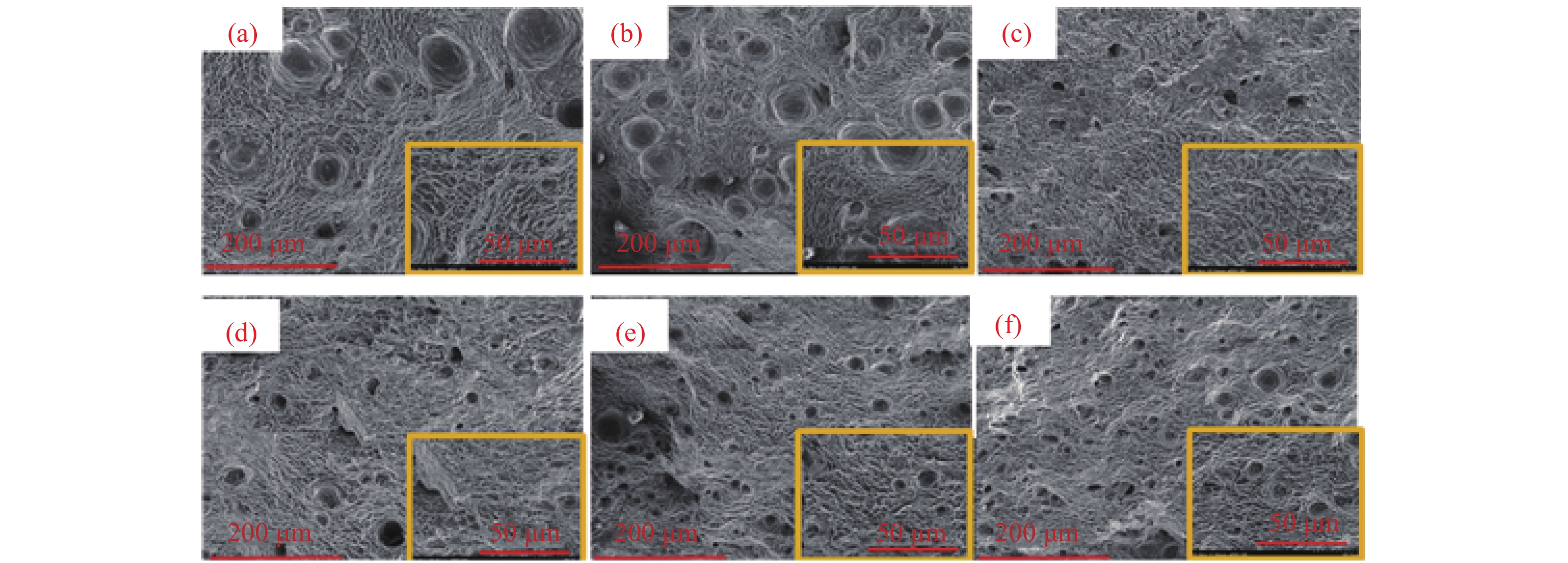
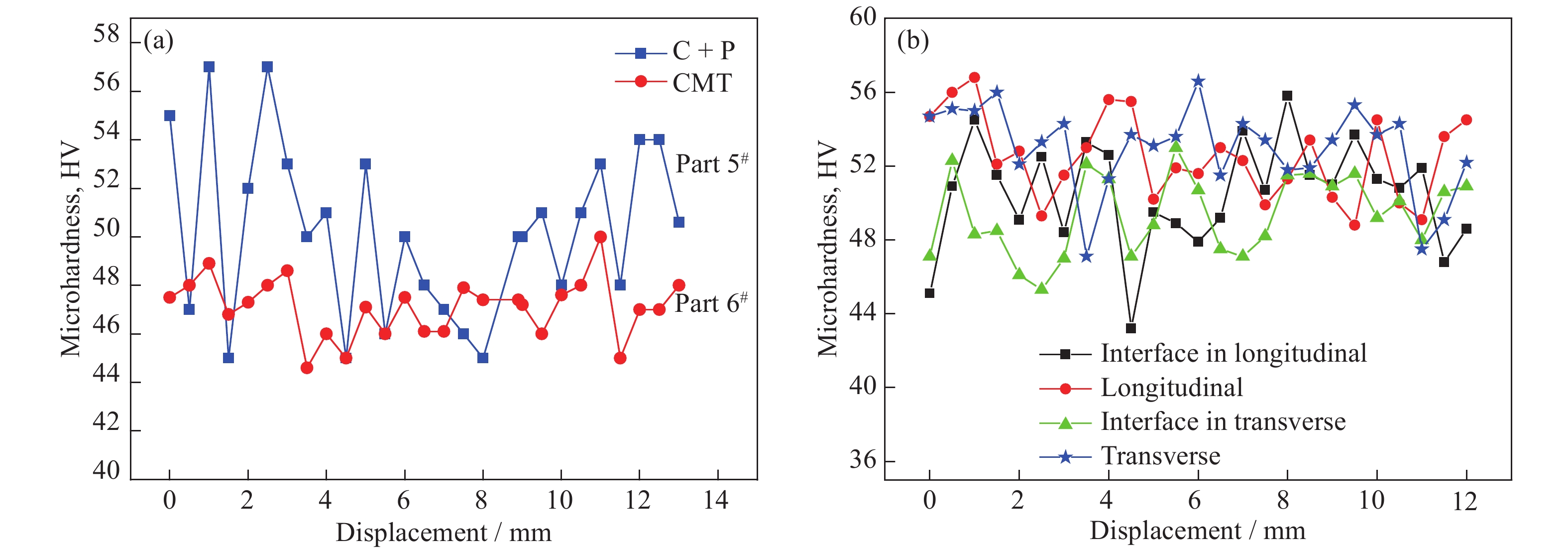
Cold metal transfer plus pulse (C + P) arc was applied in the additive manufacturing of 4043 Al alloy parts. Parameters in the manufacturing of the parts were investigated. The properties and microstructure of the parts were also characterized. Experimental results showed that welding at a speed of 8 mm/s and a wire feeding speed of 4.0 m/min was suitable to manufacture thin-walled parts, and the reciprocating scanning method could be adopted to manufacture thick-walled parts. The thin-walled parts of the C + P mode had fewer pores than those of the cold metal transfer (CMT) mode. The thin- and thick-walled parts of the C + P mode showed maximum tensile strengths of 172 and 178 MPa, respectively. Hardness decreased at the interface and in the coarse dendrite and increased in the refined grain area.

| [1] |
S.H. Huang, P. Liu, A. Mokasdar, and L. Hou, Additive manufacturing and its societal impact: a literature review, Int. J. Adv. Manuf. Technol., 67(2013), No. 5-8, p. 1191. doi: 10.1007/s00170-012-4558-5
|
| [2] |
M. Liberini, A. Astarita, G. Campatelli, A. Scippa, F. Montevecchi, G. Venturini, M. Durante, L. Boccarusso, F.M.C. Minutolo, and A. Squillace, Selection of optimal process parameters for wire arc additive manufacturing, Procedia CIRP, 62(2017), p. 470. doi: 10.1016/j.procir.2016.06.124
|
| [3] |
Z.W. Qi, B.Q. Cong, B.J. Qi, H.Y. Sun, G. Zhao, and J.L. Ding, Microstructure and mechanical properties of double-wire + arc additively manufactured Al‒Cu‒Mg alloys, J. Mater. Process. Technol., 255(2018), p. 347. doi: 10.1016/j.jmatprotec.2017.12.019
|
| [4] |
A. Haboudou, P. Peyre, A.B. Vannes, and G. Peix, Reduction of porosity content generated during Nd:YAG laser welding of A356 and AA5083 aluminium alloys, Mater. Sci. Eng. A, 363(2003), No. 1-2, p. 40. doi: 10.1016/S0921-5093(03)00637-3
|
| [5] |
C. Zhang, Y.F. Li, M. Gao, and X.Y. Zeng, Wire arc additive manufacturing of Al‒6Mg alloy using variable polarity cold metal transfer arc as power source, Mater. Sci. Eng. A, 711(2018), p. 415. doi: 10.1016/j.msea.2017.11.084
|
| [6] |
B.Q. Cong, R.J. Ouyang, B.J. Qi, and J.L. Ding, Influence of cold metal transfer process and its heat input on weld bead geometry and porosity of aluminum-copper alloy welds, Rare. Met. Mater. Eng., 45(2016), No. 3, p. 606. doi: 10.1016/S1875-5372(16)30080-7
|
| [7] |
C.G. Pickin, S.W. Williams, and M. Lunt, Characterisation of the cold metal transfer (CMT) process and its application for low dilution cladding, J. Mater. Process. Technol., 211(2011), No. 3, p. 496. doi: 10.1016/j.jmatprotec.2010.11.005
|
| [8] |
B.Q. Cong, J.L. Ding, and S. Williams, Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al‒6.3%Cu alloy, Int. J. Adv. Manuf. Technol., 76(2015), No. 9-12, p. 1593. doi: 10.1007/s00170-014-6346-x
|
| [9] |
J. Pang, S.S. Hu, J.Q. Shen, P. Wang, and Y. Liang, Arc characteristics and metal transfer behavior of CMT + P welding process, J. Mater. Process. Technol., 238(2016), p. 212. doi: 10.1016/j.jmatprotec.2016.07.033
|
| [10] |
J.L. Gu, X.S. Wang, J. Bai, J.L. Ding, S. Williams, Y.C. Zhai, and K. Liu, Deformation microstructures and strengthening mechanisms for the wire+arc additively manufactured Al‒Mg4.5Mn alloy with inter-layer rolling, Mater. Sci. Eng. A, 712(2018), p. 292. doi: 10.1016/j.msea.2017.11.113
|
| [11] |
A. Elrefaey and N.G. Ross, Microstructure and mechanical properties of cold metal transfer welding similar and dissimilar aluminum alloys, Acta Metall. Sin. Engl. Lett., 28(2015), No. 6, p. 715. doi: 10.1007/s40195-015-0252-6
|
| [12] |
J.Y. Bai, J.H. Wang, S.B. Lin, C.L. Yang, and C.L. Fang, Model for multi-beads overlapping calculation in GTA-additive manufacturing, J. Mech. Eng., 52(2016), No. 10, p. 97. doi: 10.3901/JME.2016.10.097
|
| [13] |
Y. Liang, S.S. Hu, J.Q. Shen, H. Zhang, and P. Wang, Geometrical and microstructural characteristics of the TIG−CMT hybrid welding in 6061 aluminum alloy cladding, J. Mater. Process. Technol., 239(2017), p. 18. doi: 10.1016/j.jmatprotec.2016.08.005
|
| [14] |
F.D. Wang, S. Williams, and M. Rush, Morphology investigation on direct current pulsed gas tungsten arc welded additive layer manufactured Ti6Al4V alloy, Int. J. Adv. Manuf. Technol., 57(2011), No. 5-8, p. 597. doi: 10.1007/s00170-011-3299-1
|
| [15] |
M. Kobayashi, Y. Dorce, H. Toda, and H. Horikawa, Effect of local volume fraction of microporosity on tensile properties in Al−Si−Mg cast alloy, Mater. Sci. Technol., 26(2010), No. 8, p. 962.
|
本系统由
北京仁和汇智信息技术有限公司
开发










 下载:
下载: