

 Search
Search2020 Vol. 27, No. 9
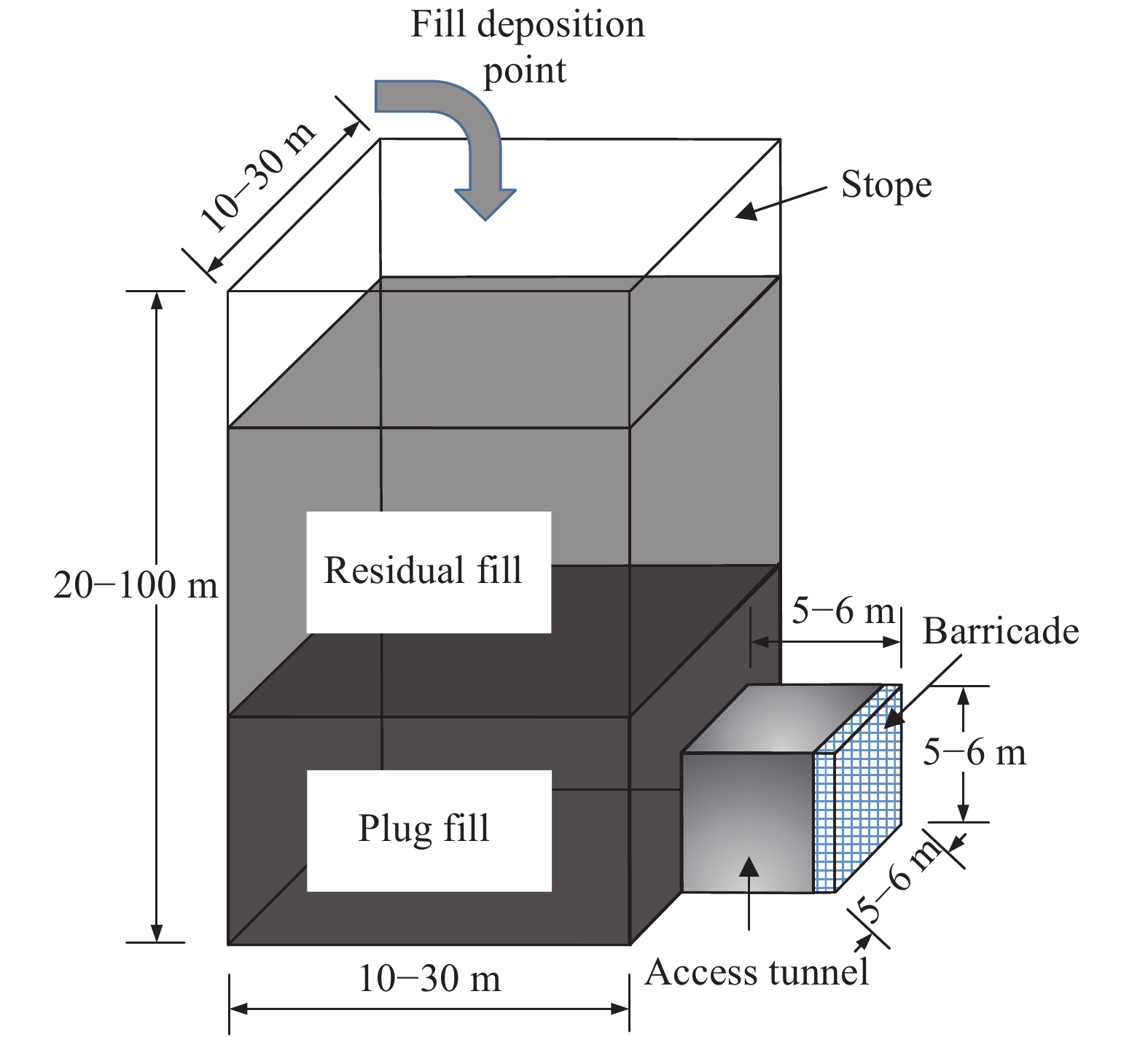
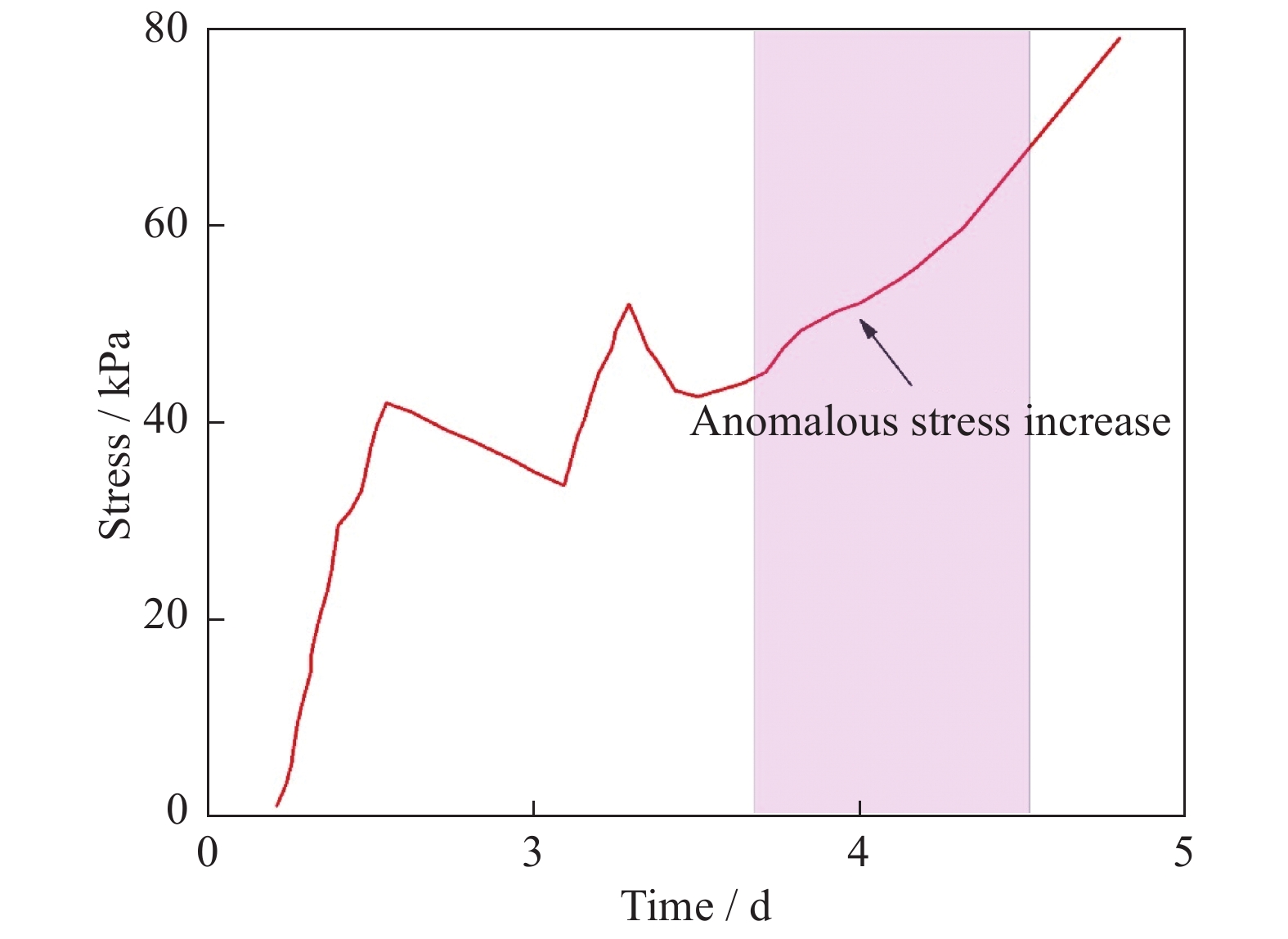
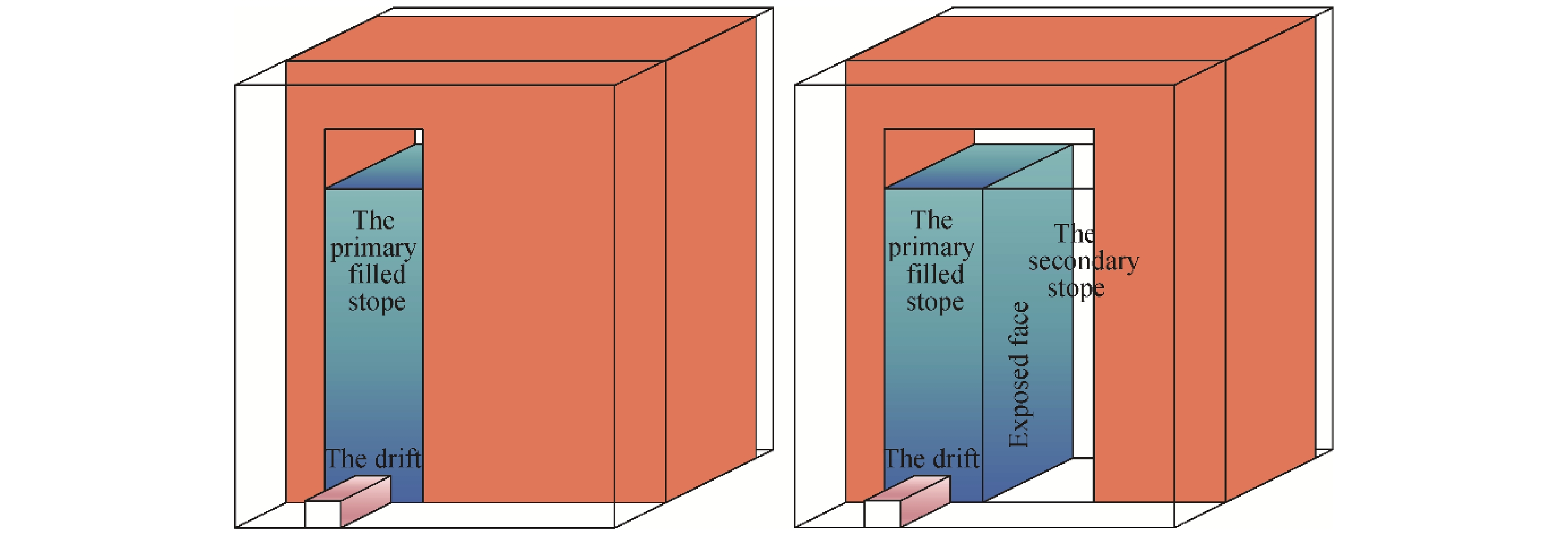
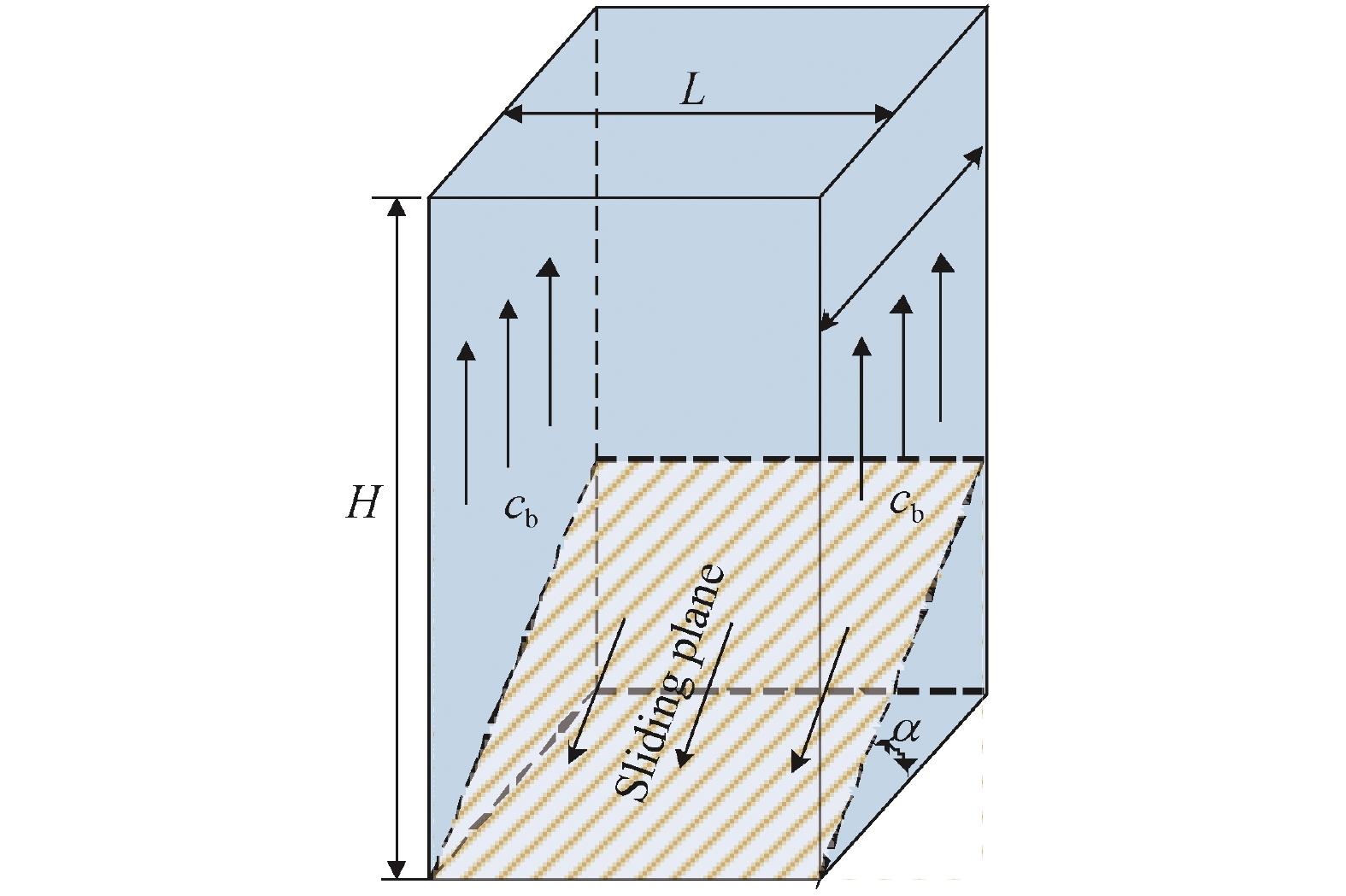
Voids (referred to as “stopes”) are generally created during underground mining activities and can lead to both local and regional geotechnical instabilities. To assist in managing the stability of mining-related voids and improving the recovery of orebodies, tailing-based backfill technology has been widely used around the world. In the design of tailing-based backfill strategy, the specific function and engineering requirements of the filling are intimately dependent on the stress distribution within the backfilled stope. In this paper, the main mechanics involved in tailing-based backfill in underground mines, which include arching, consolidation, hydration process, and movement of surrounding rocks, are reviewed. Research on the safety of a barricade and stability of an exposed fill face are also presented. In conclusion, the backfilling process should be performed on the basis of a better understanding of the complicated interactions of the mechanisms of filling, consolidation, and hydration process (when cement is added).



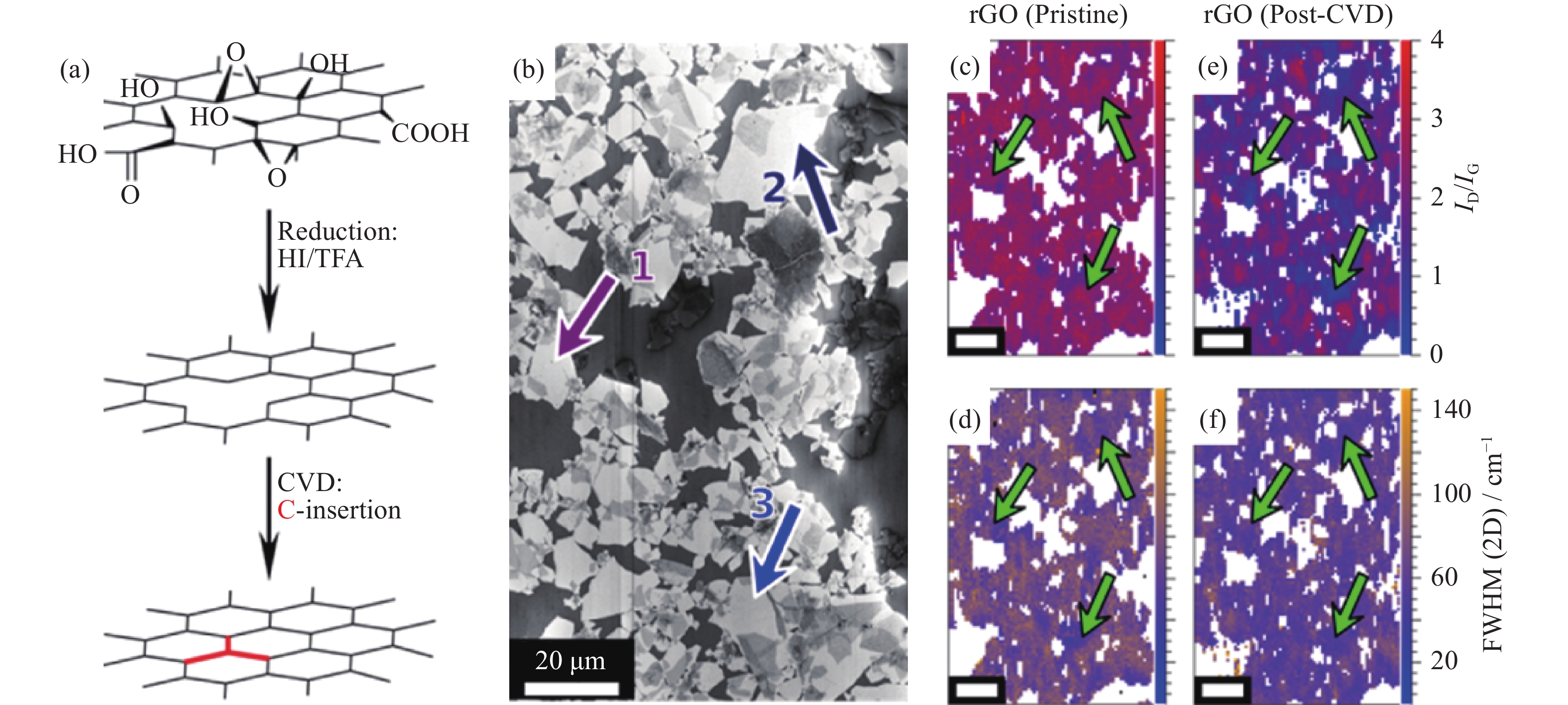
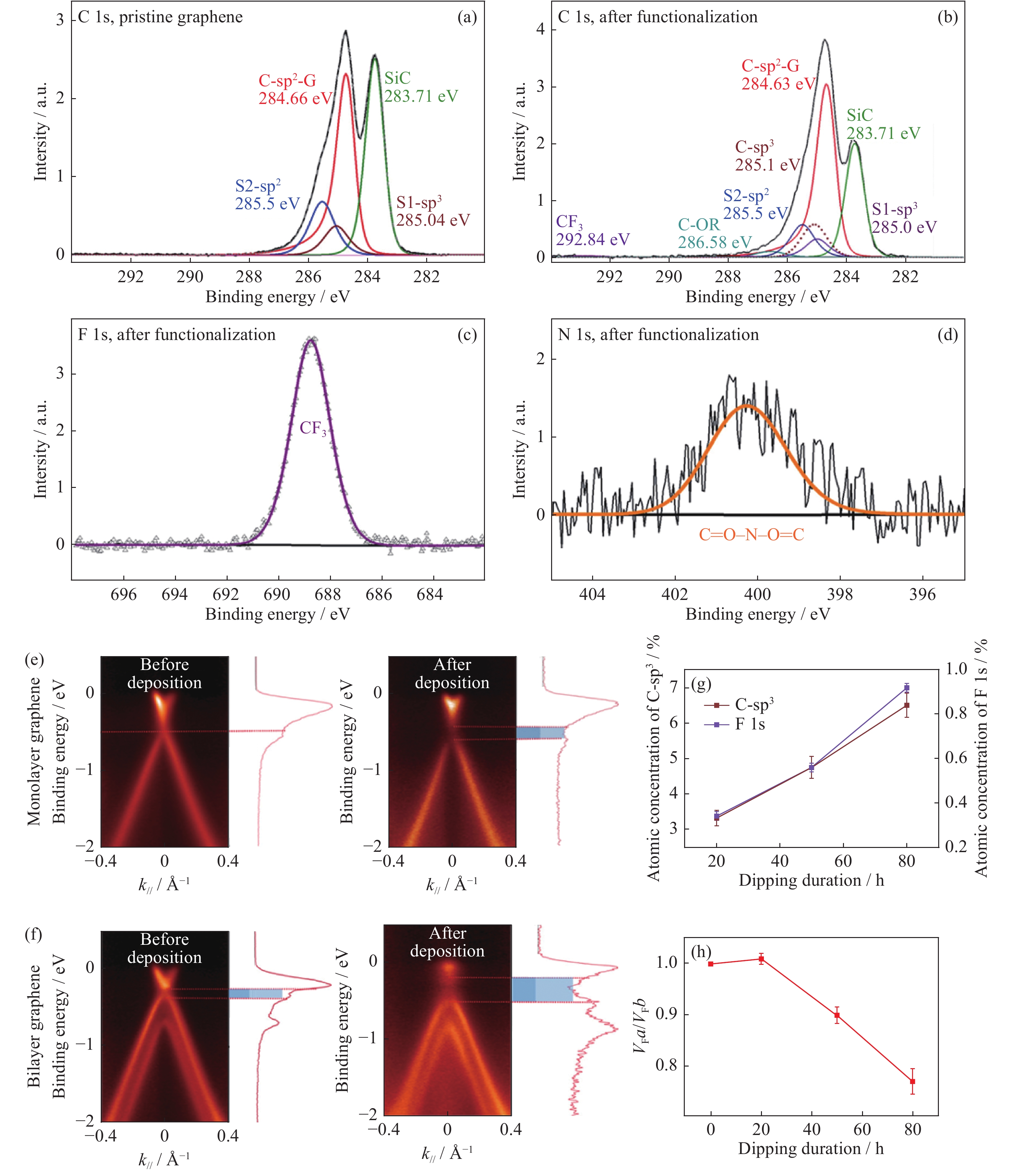
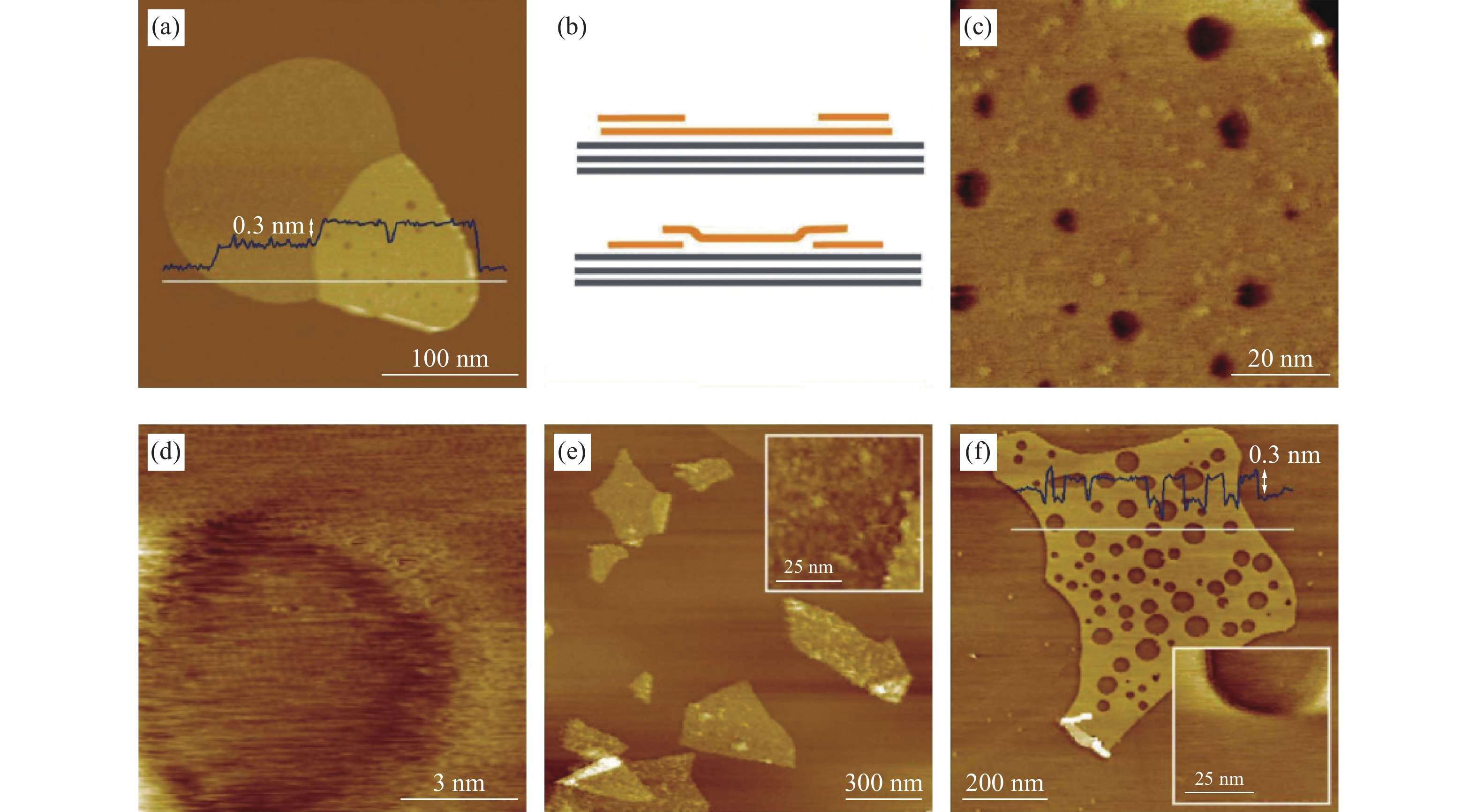
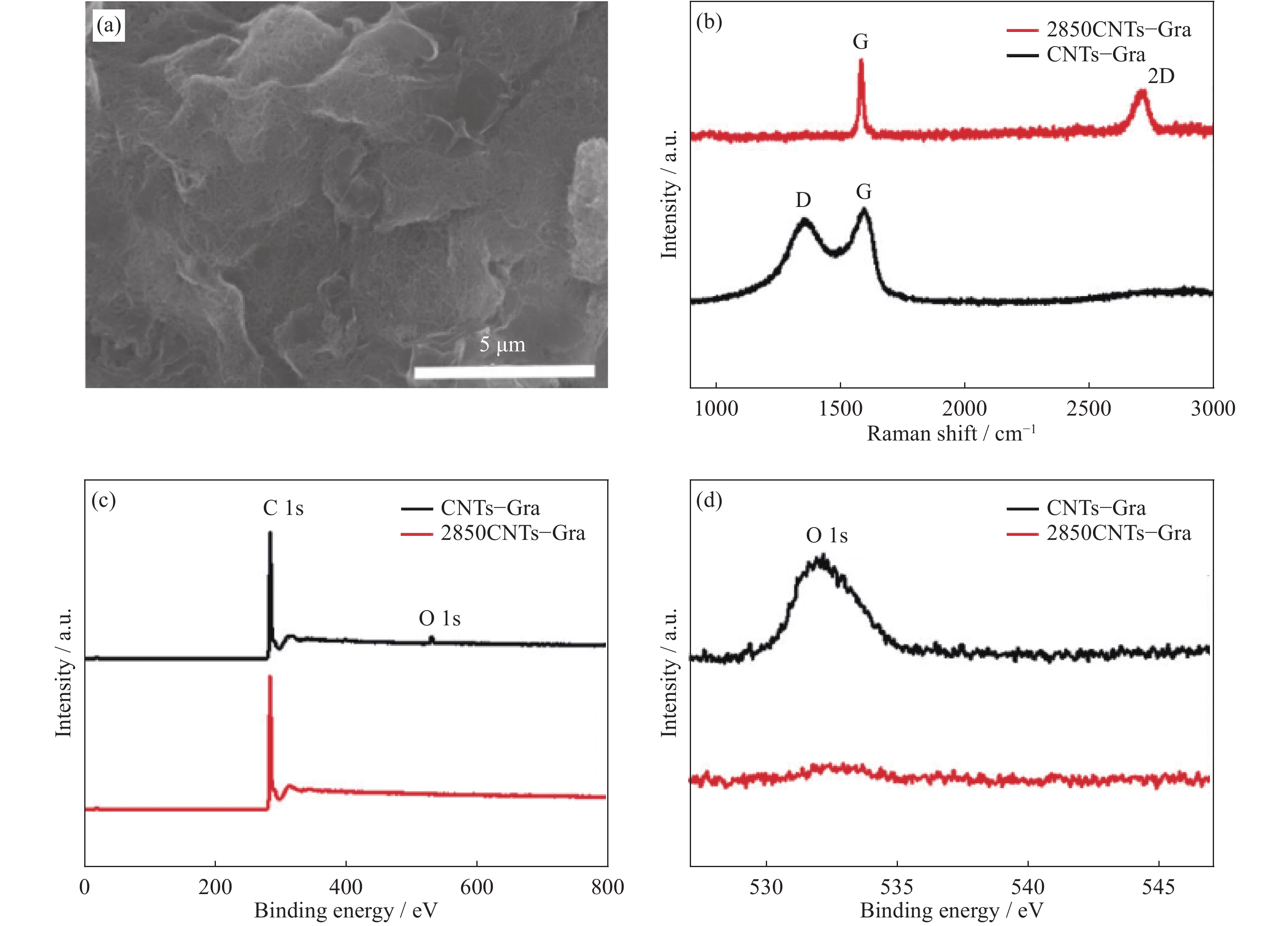
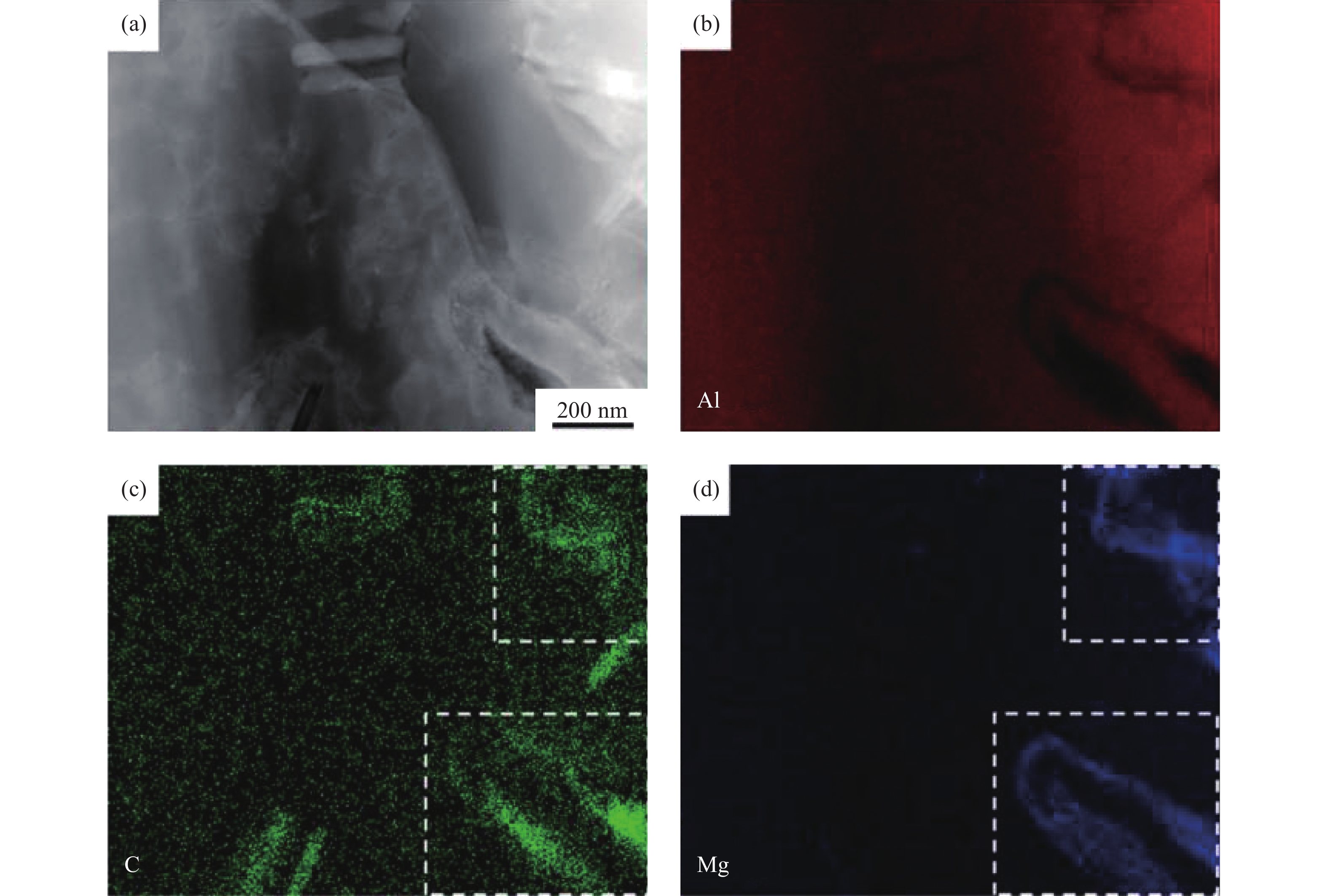
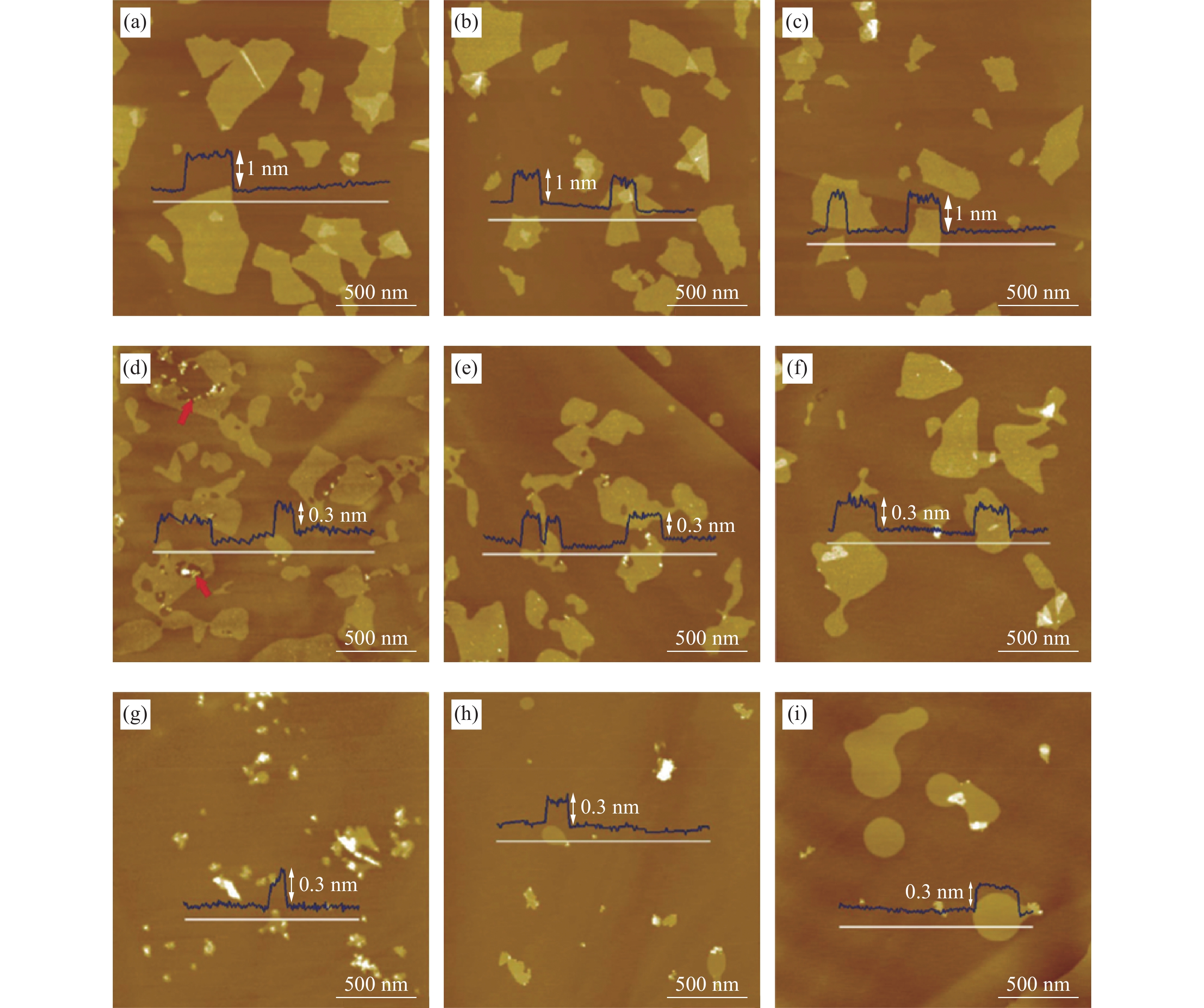
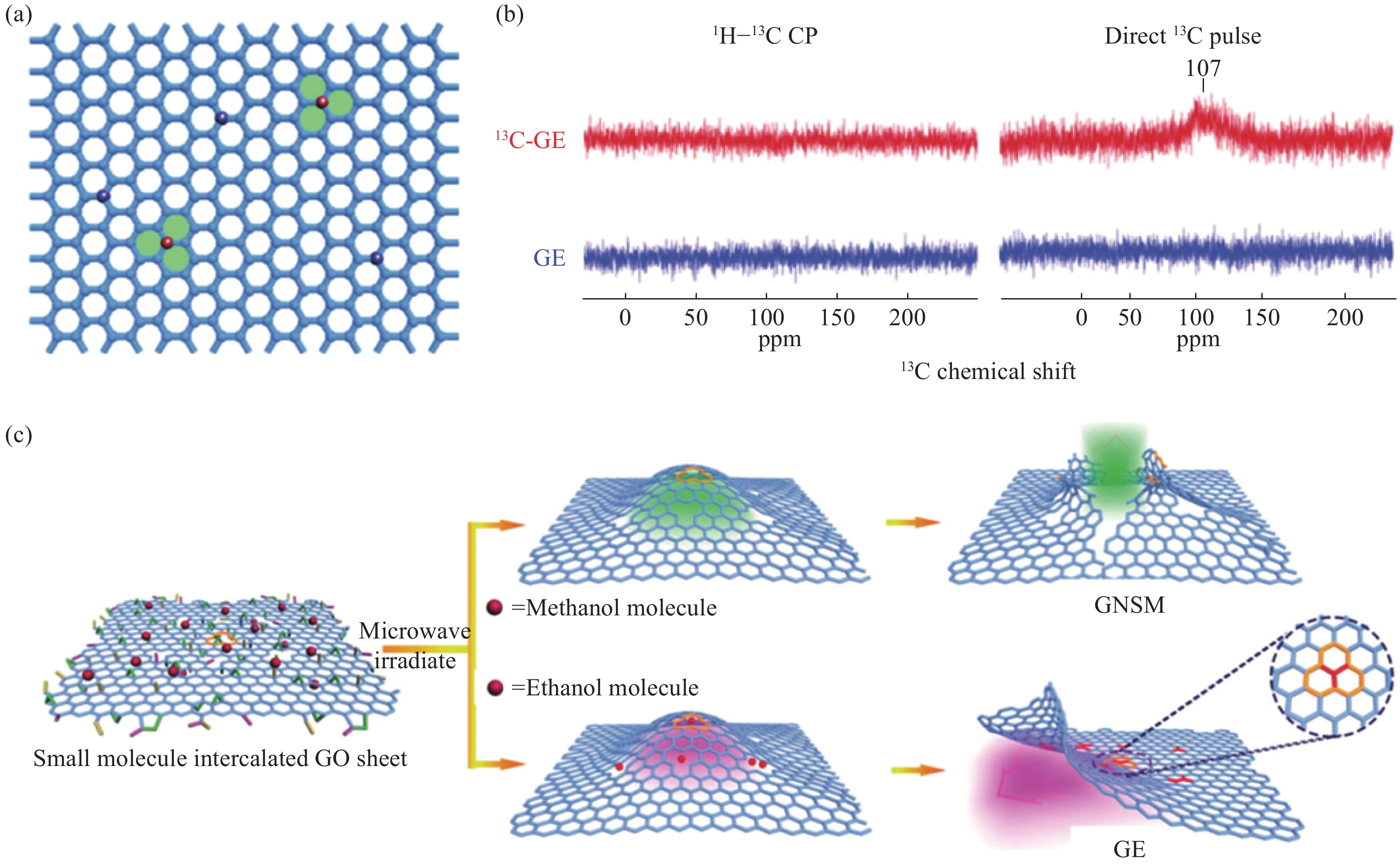
Graphene has excellent theoretical properties and a wide range of applications in metal-based composites. However, because of defects on the graphene surface, the actual performance of the material is far below theoretical expectations. In addition, graphene containing defects could easily react with a matrix alloy, such as Al, to generate brittle and hydrolyzed phases that could further reduce the performance of the resulting composite. Therefore, defect repair is an important area of graphene research. The repair methods reported in the present paper include chemical vapor deposition, doping, liquid-phase repair, external energy graphitization, and alloying. Detailed analyses and comparisons of these methods are carried out, and the characterization methods of graphene are introduced. The mechanism, research value, and future outlook of graphene repair are also discussed at length. Graphene defect repair mainly relies on the spontaneous movement of C atoms or heteroatoms to the pore defects under the condition of applied energy. The repair degree and mechanism of graphene repair are also different according to different preparations. The current research on graphene defect repair is still in its infancy, and it is believed that the problem of defect evolution will be explained in more depth in the future.

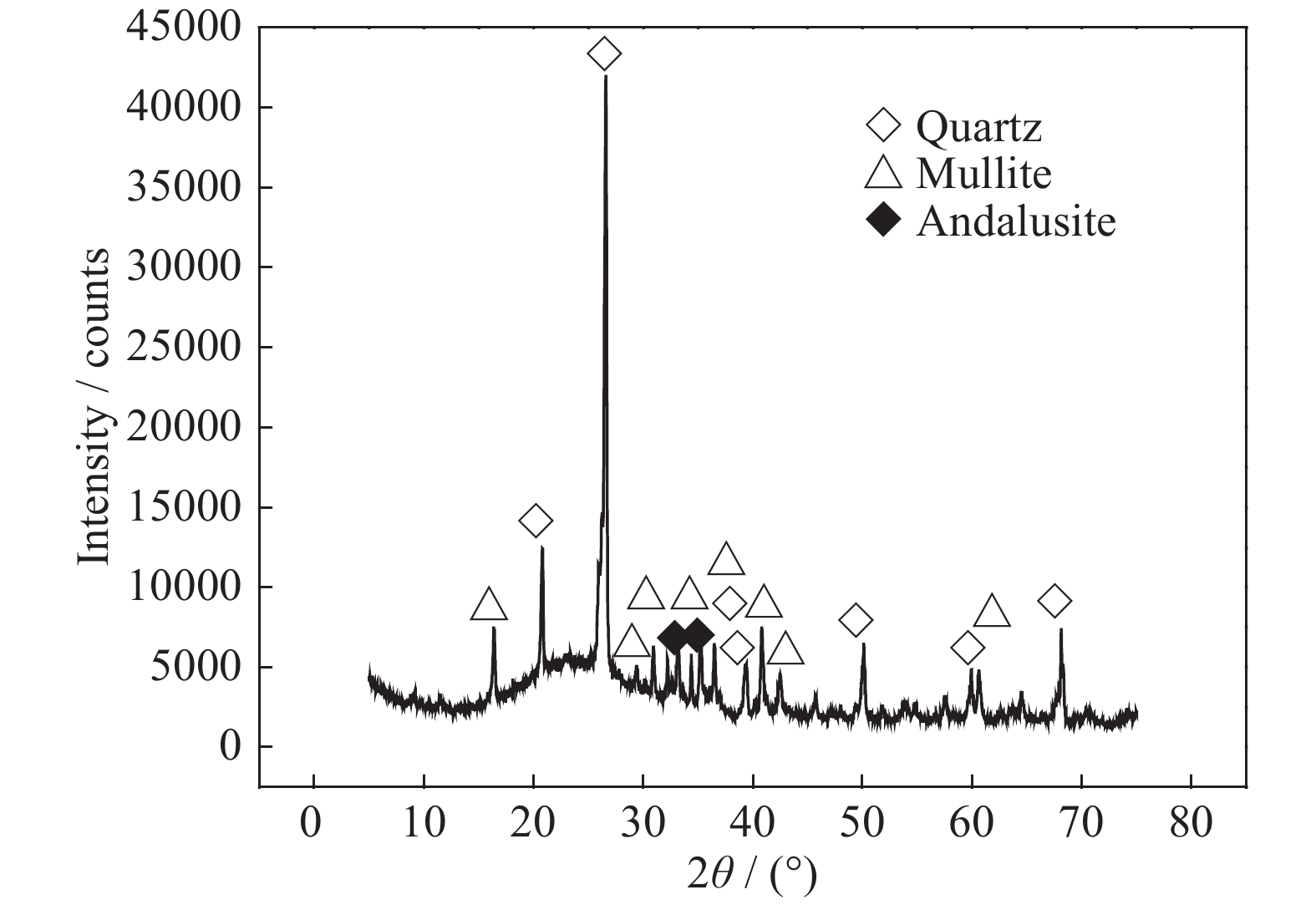
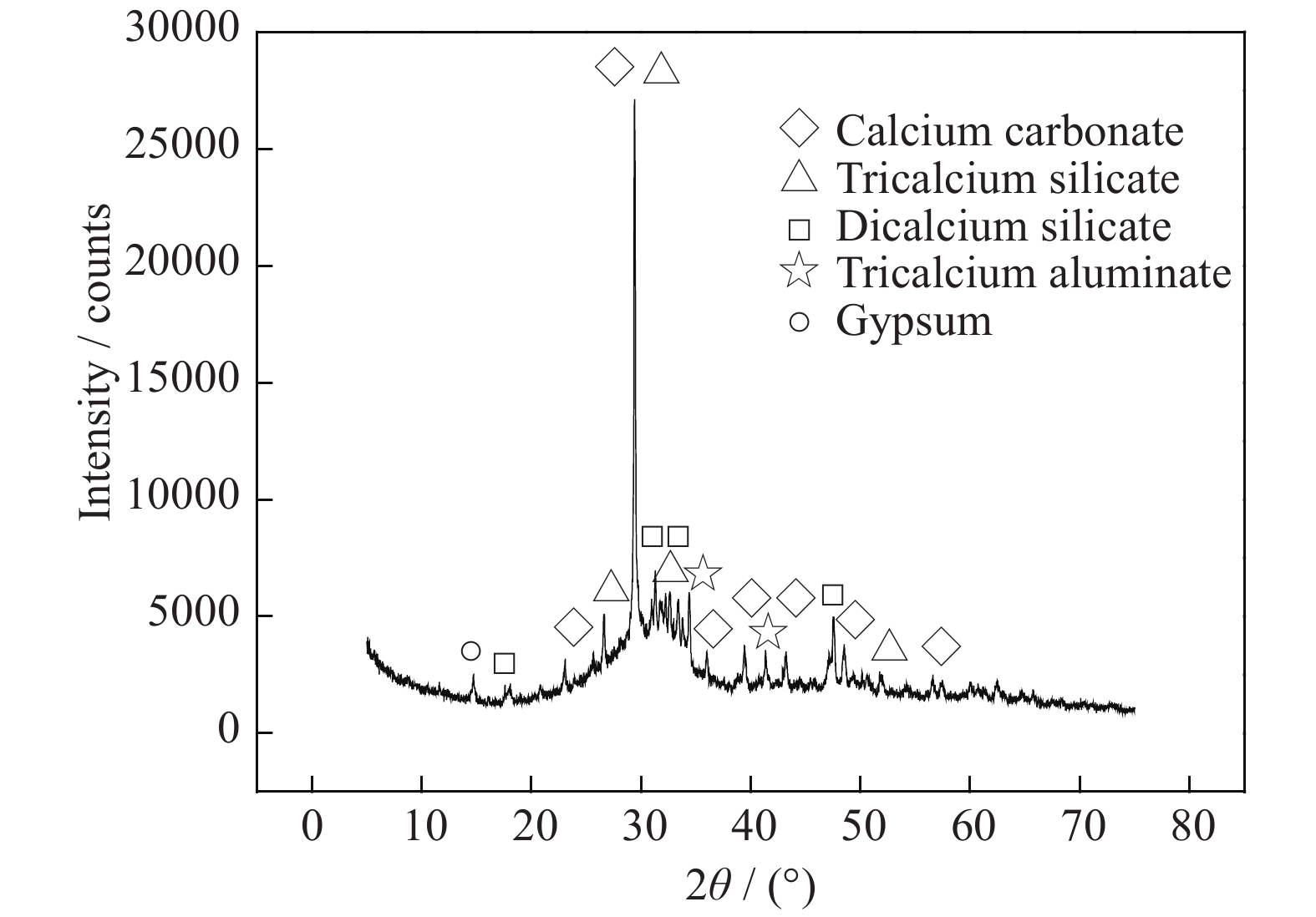
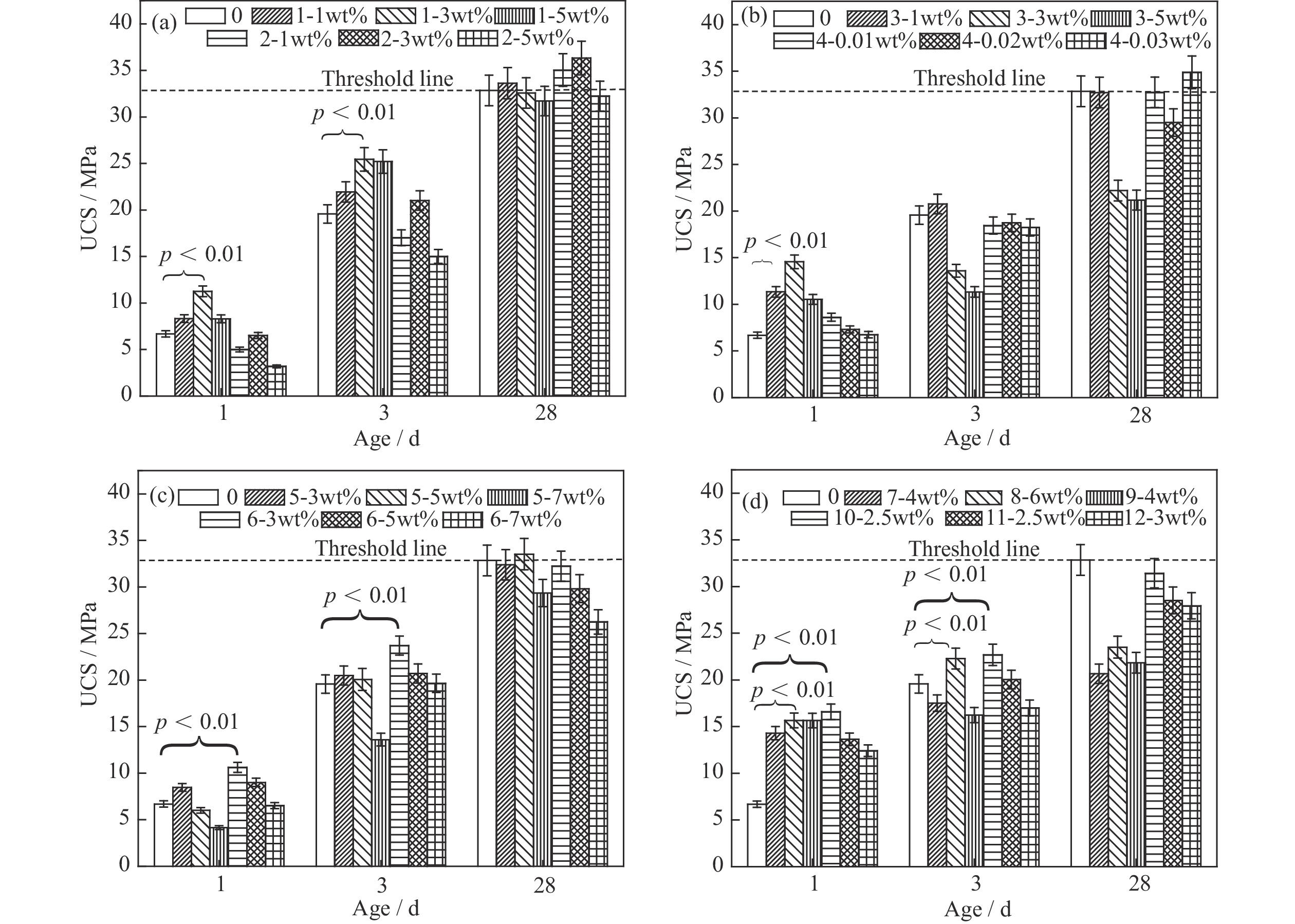
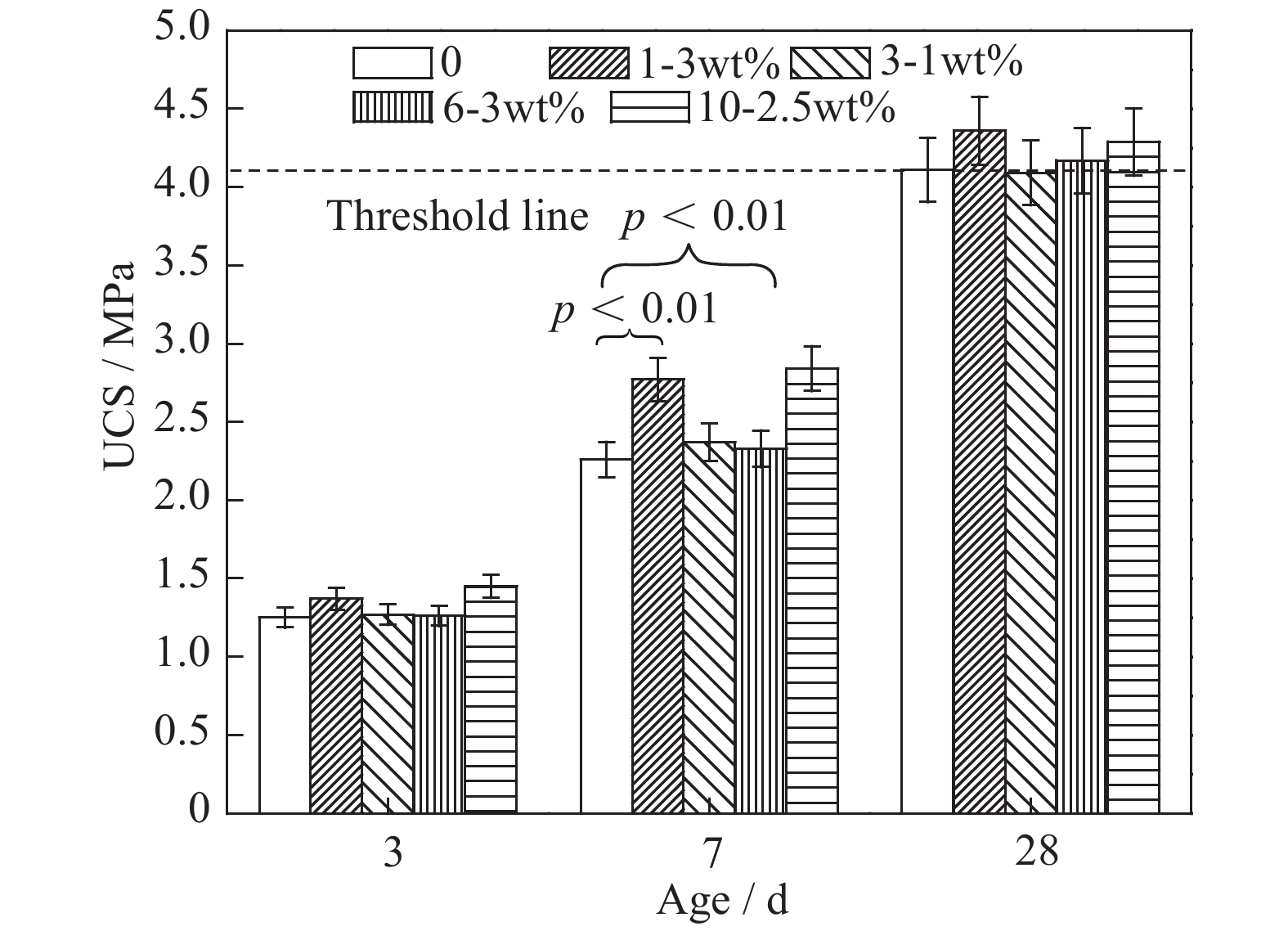
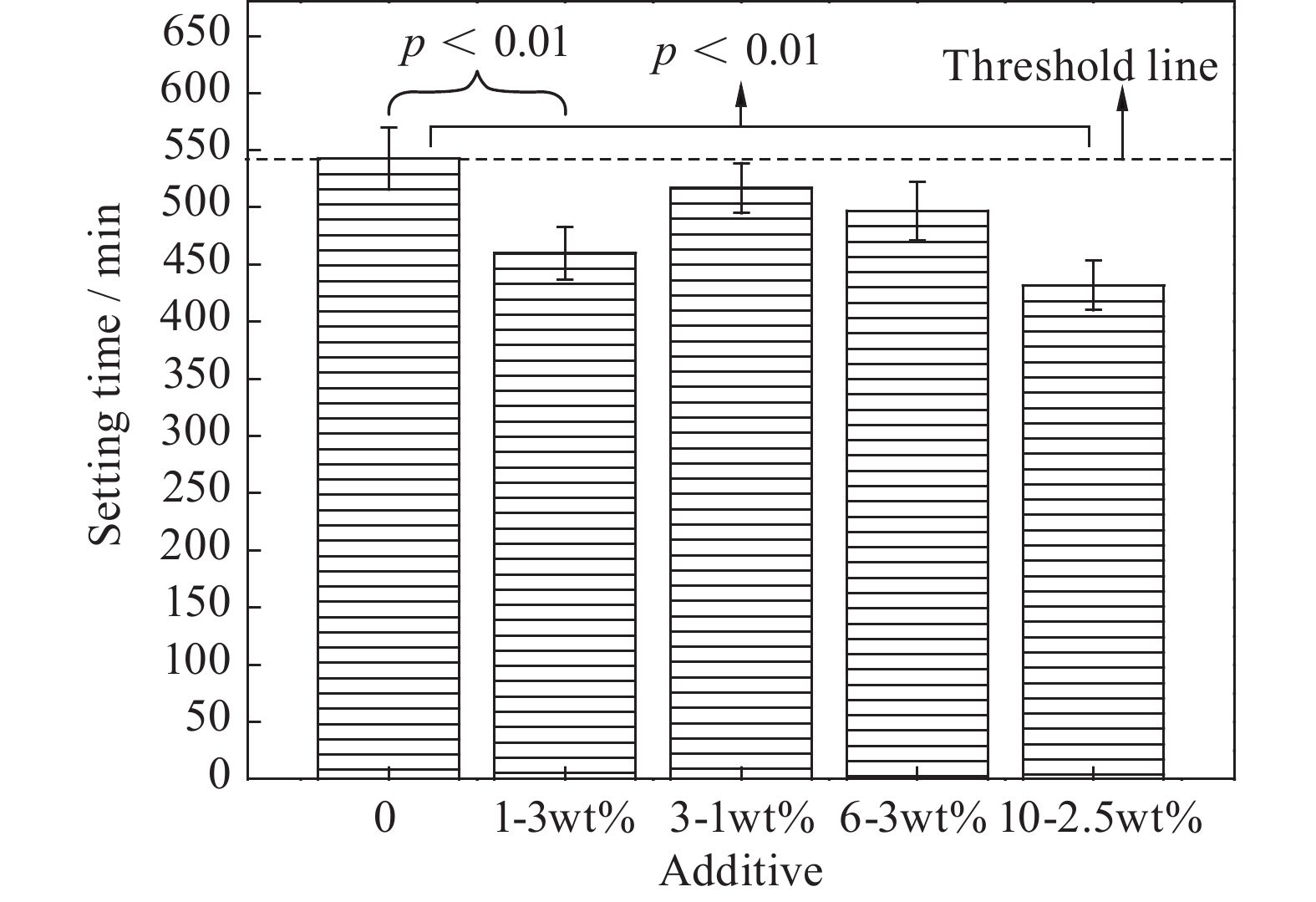
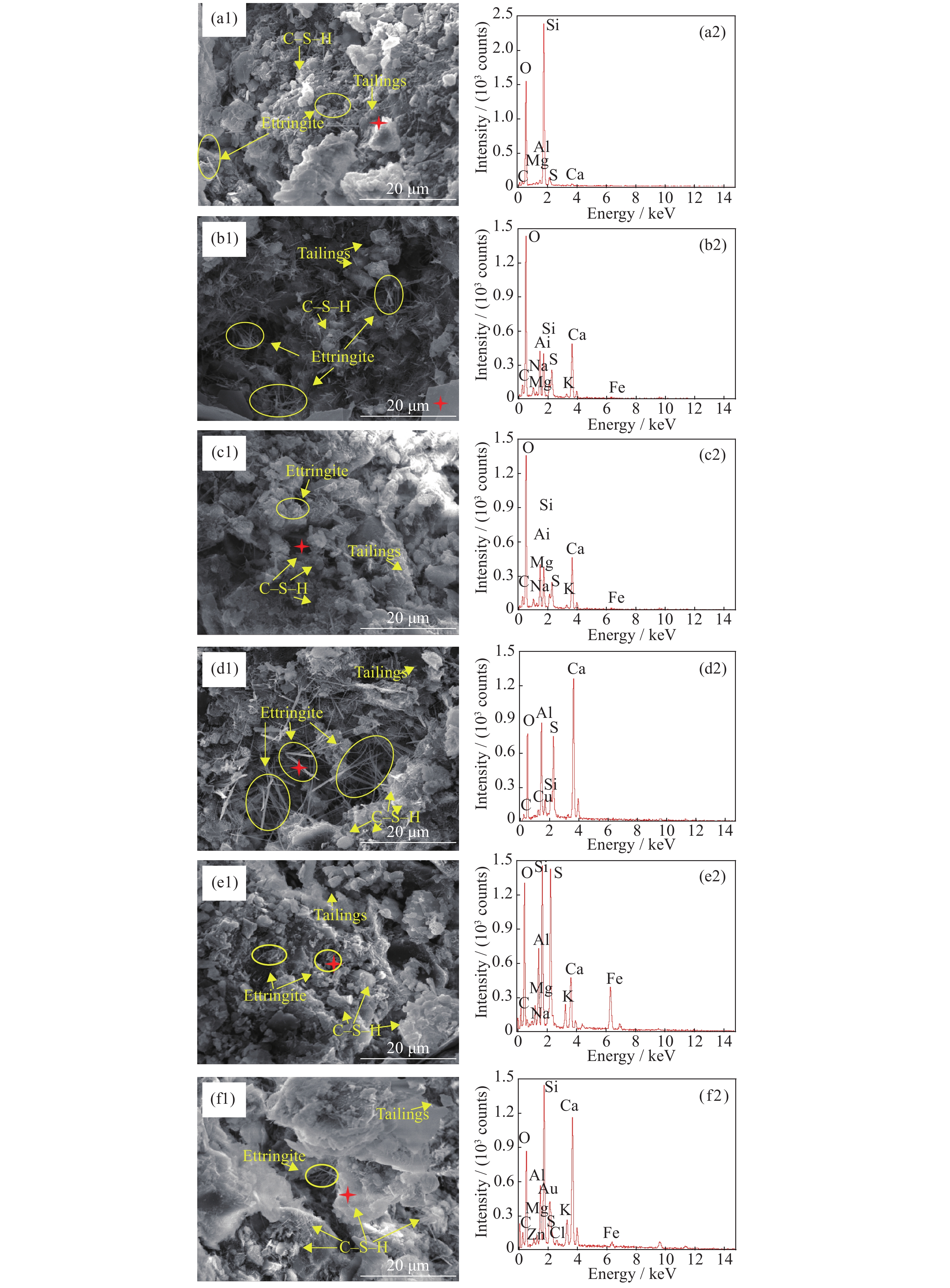
High-density tailings, small cementitious materials, and additives are used for backfill materials with poor early compressive strength (ECS), which may greatly affect the mining and backfill cycle, to prepare paste backfill materials (PBMs) with a high ECS. The effects and mechanisms of different early strength agents on the property of PBM are investigated. The action mechanism of additives on the properties of PBM is also analyzed through X-ray diffraction, scanning electron microscope, and energy dispersive spectrometry. Results show that the effects of single-component additives 1, 3, and 6 are better than those of the other additives, and their optimal dosages are 3wt%, 1wt%, and 3wt%, respectively. The optimum multicomponent combinations are 1wt% of additive 1 and 1.5wt% of additive 6. The ECS of the paste with additive 10 increases to a greater extent than that of the other pastes because of the synergistic action of additive 1 with additive 6. The hydration product of Ca(OH)2 is consumed, and more C–S–H gels are generated with the addition of additives to paste. Tailings particles, ettringite crystals, and gels intertwined with one another form a dense net-like structure that fills the pores. This structure can significantly improve the ECS of PBM.
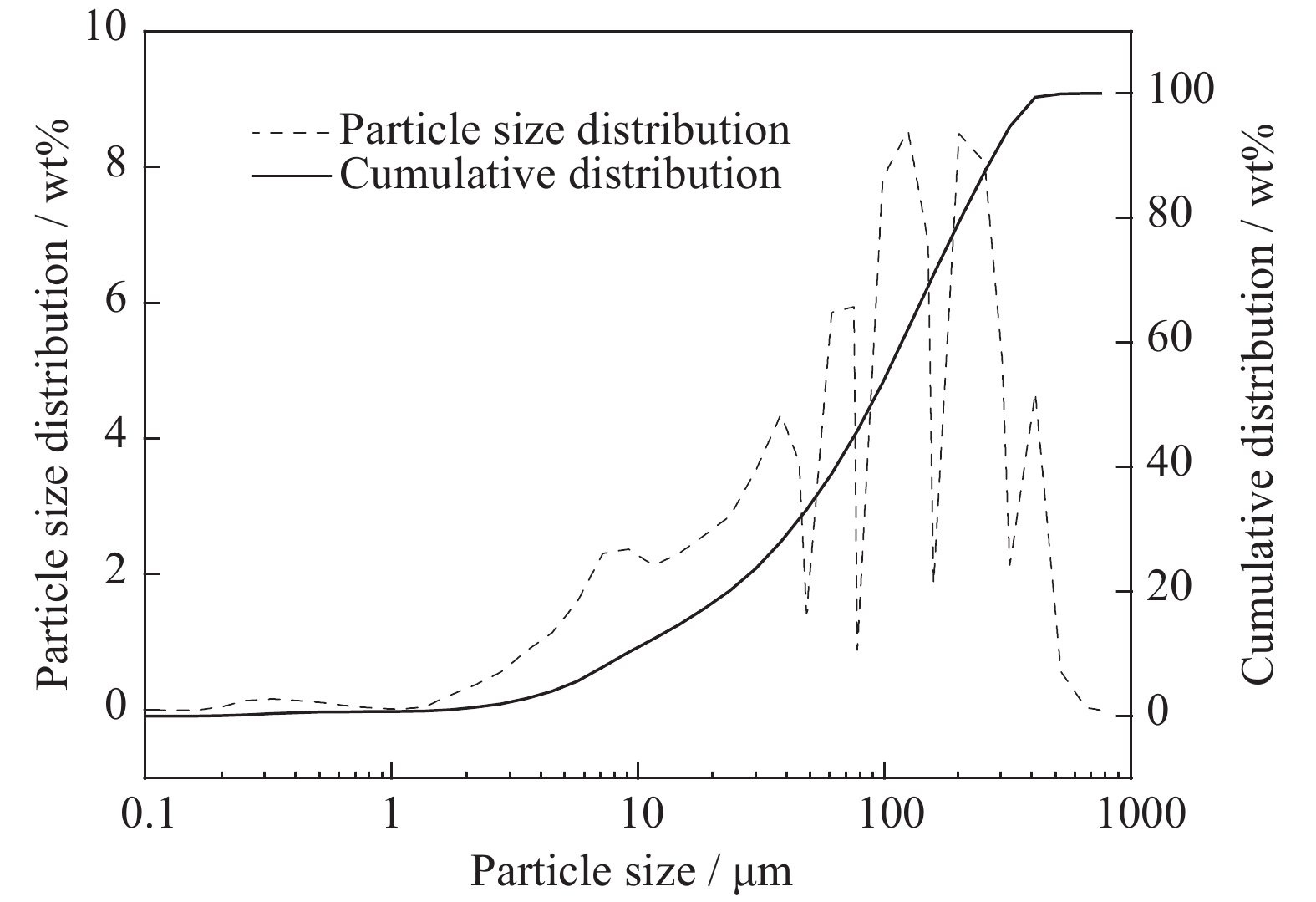


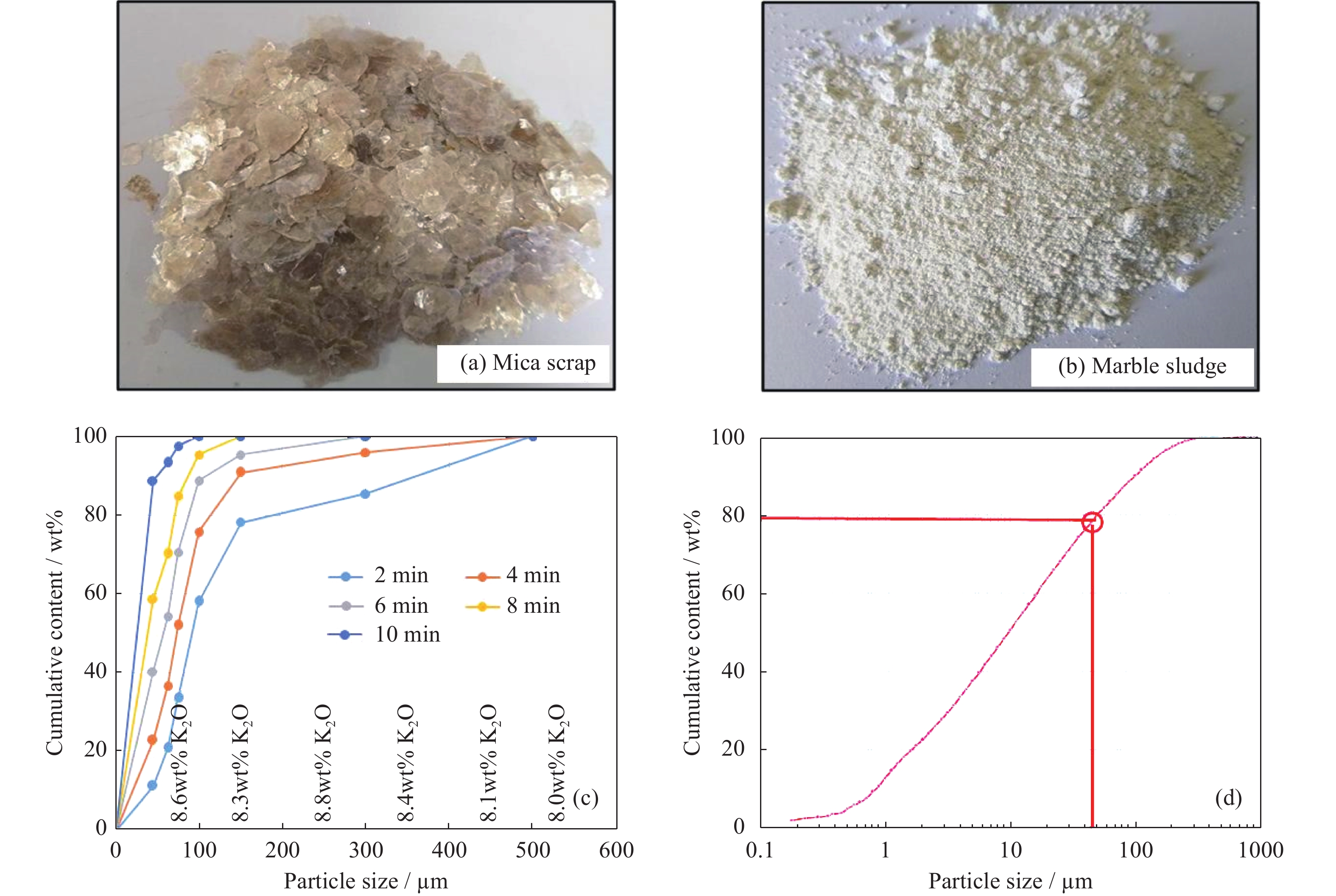
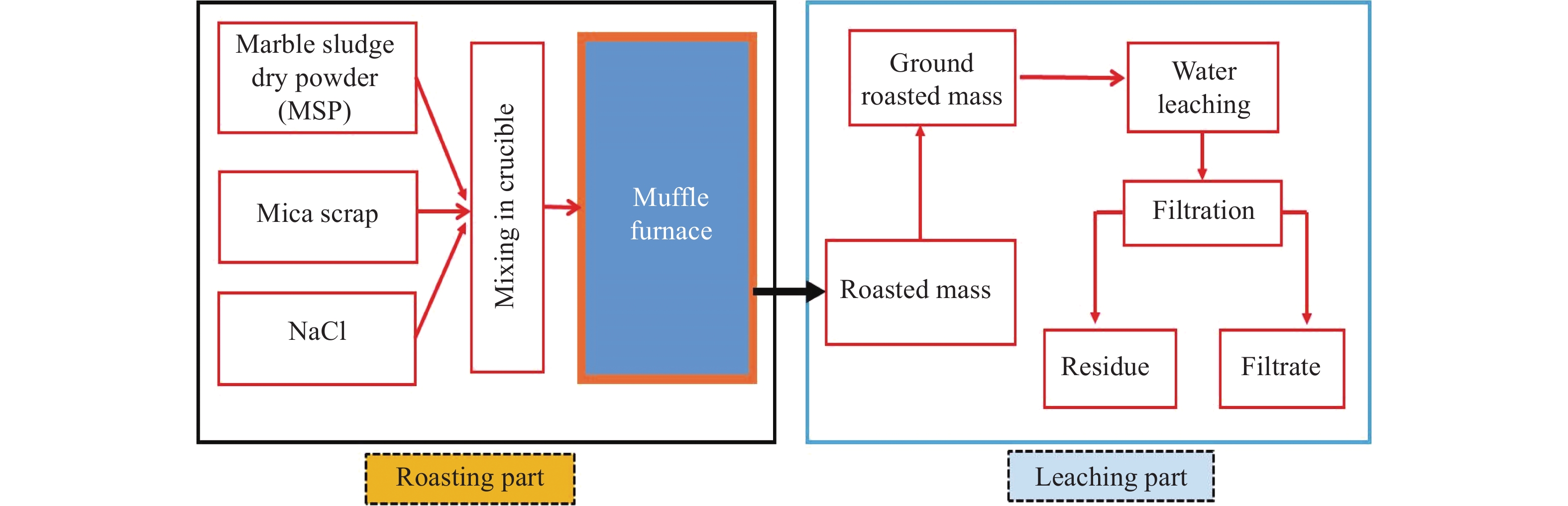
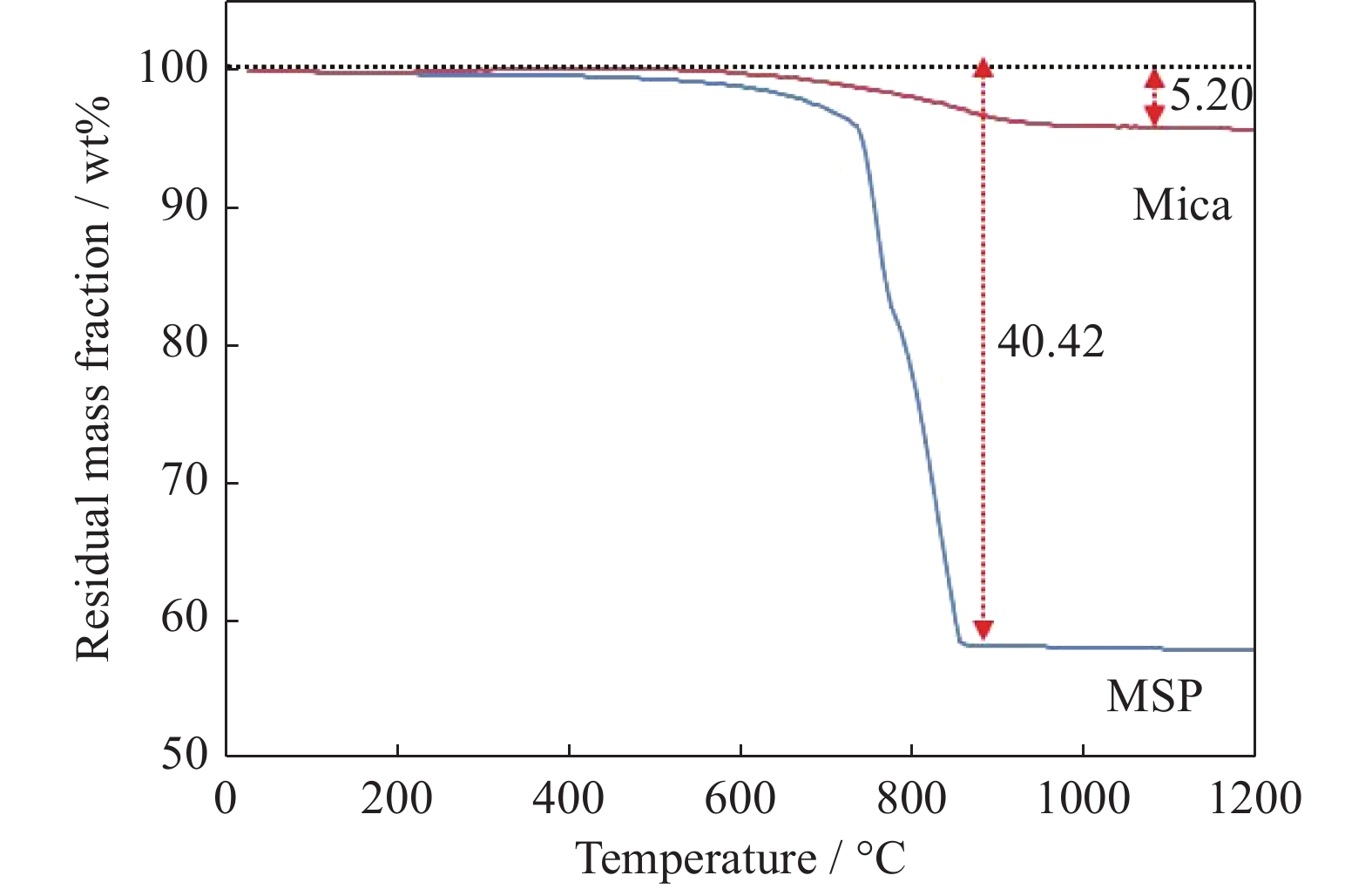
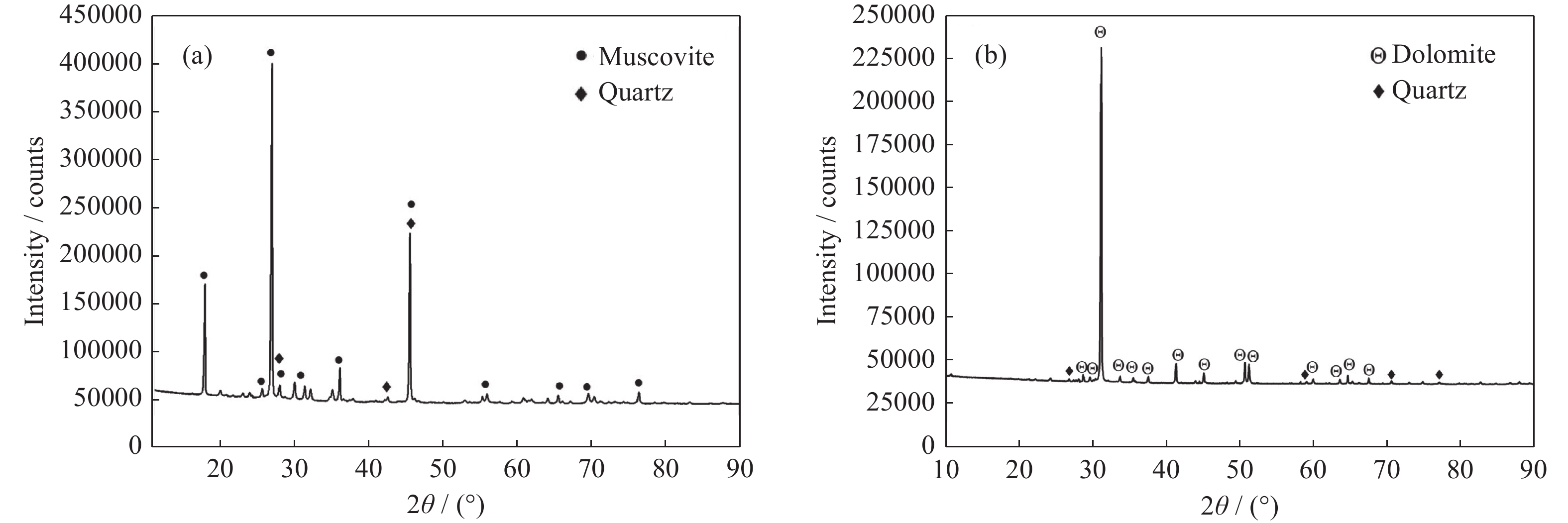
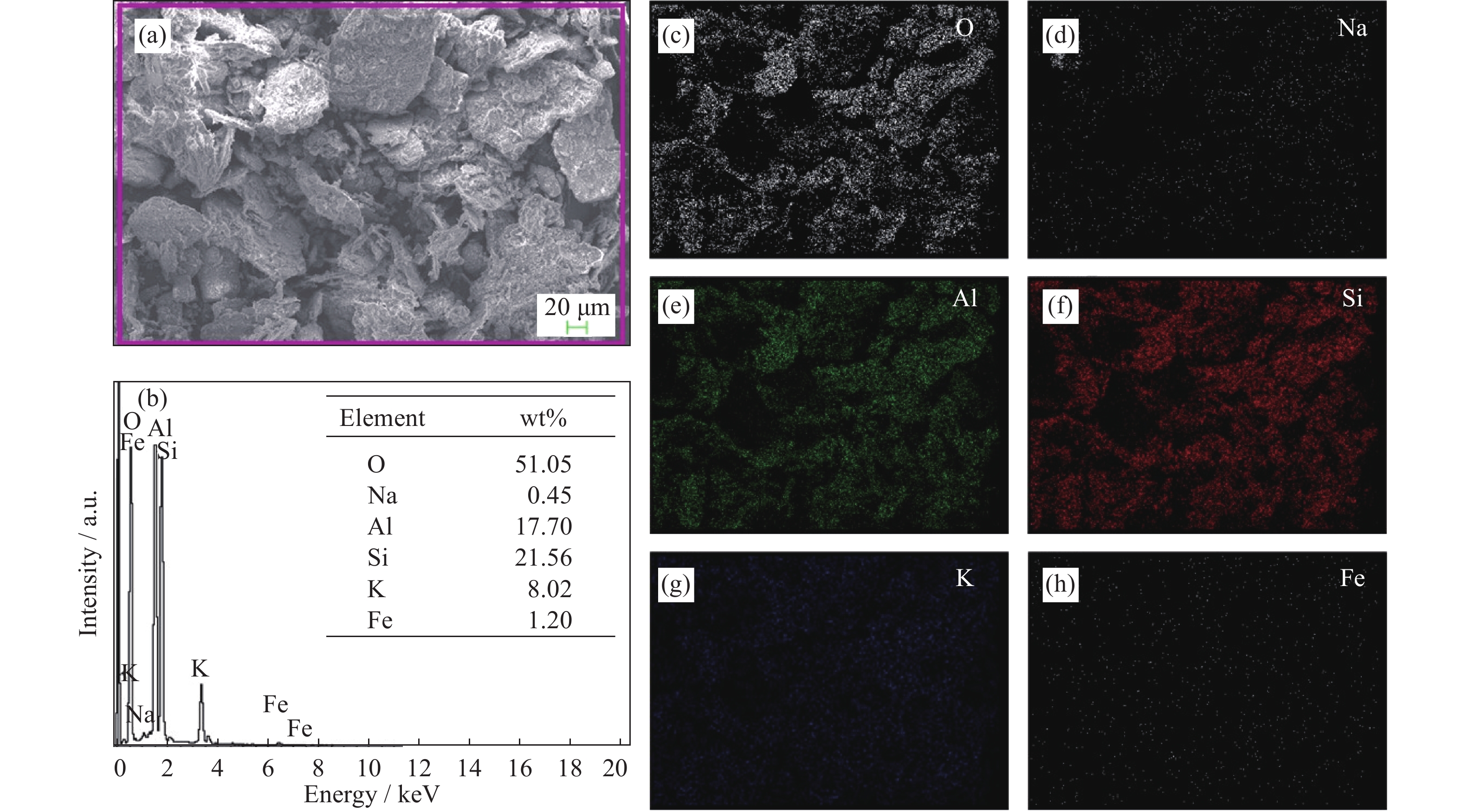
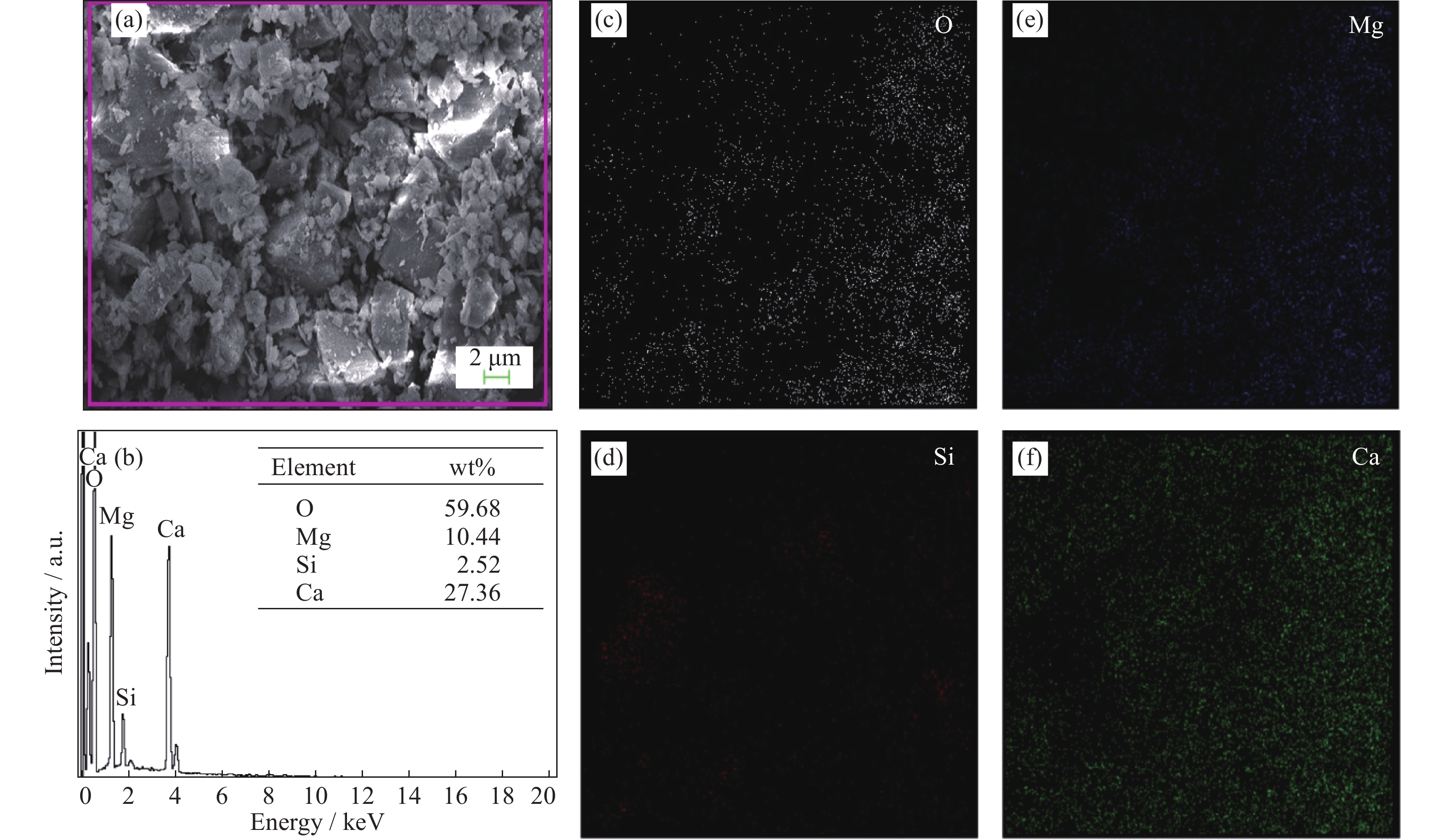
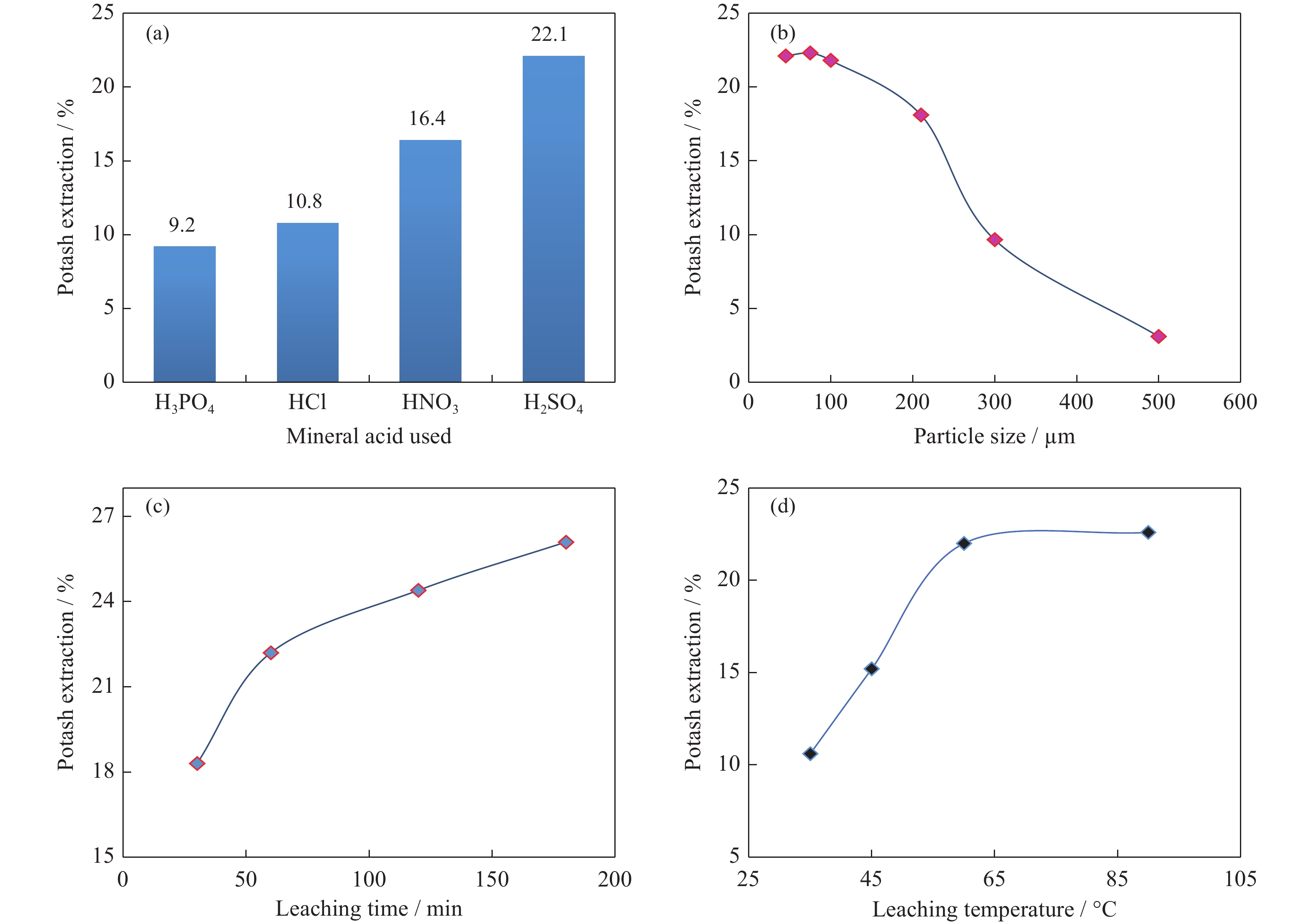
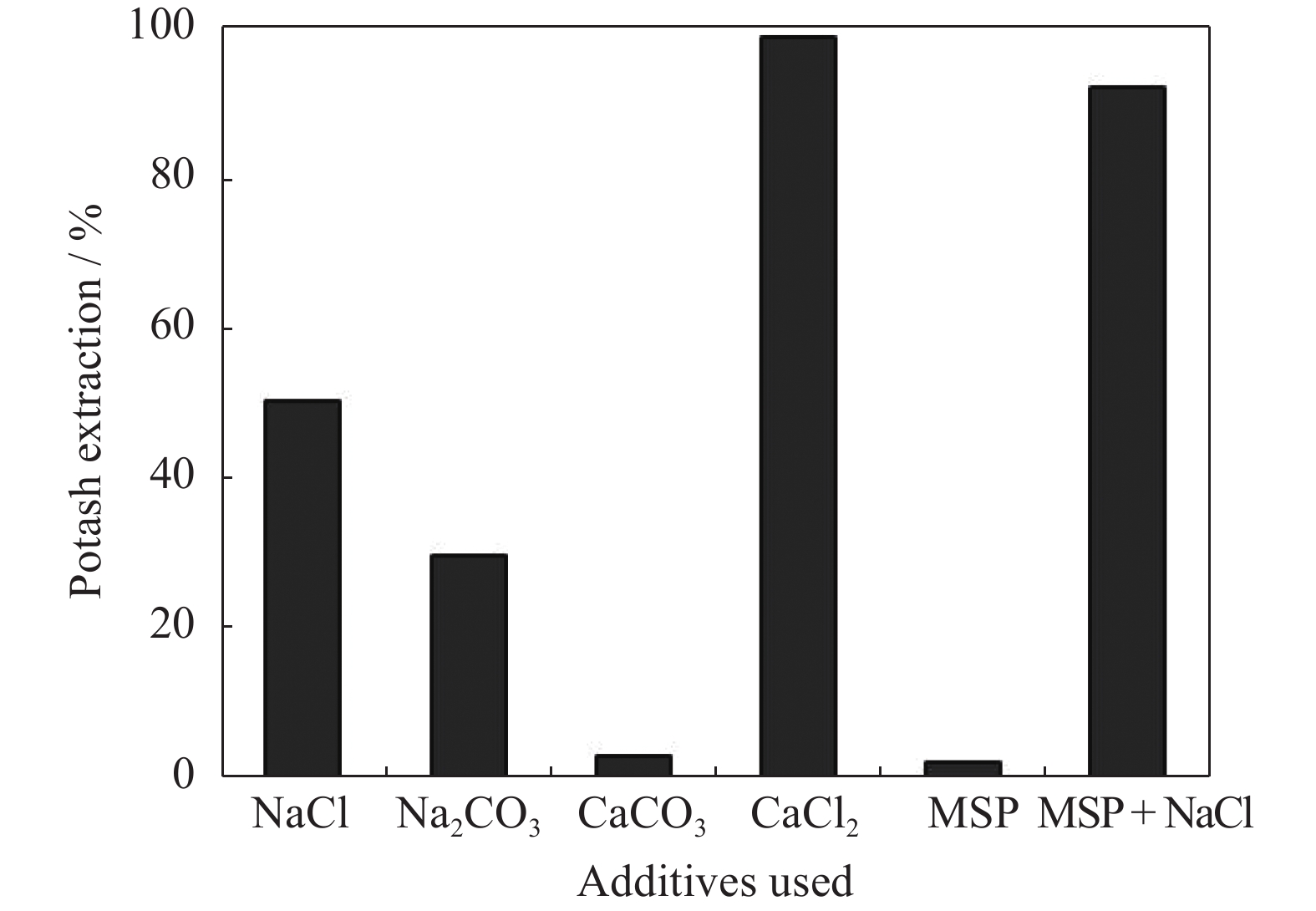
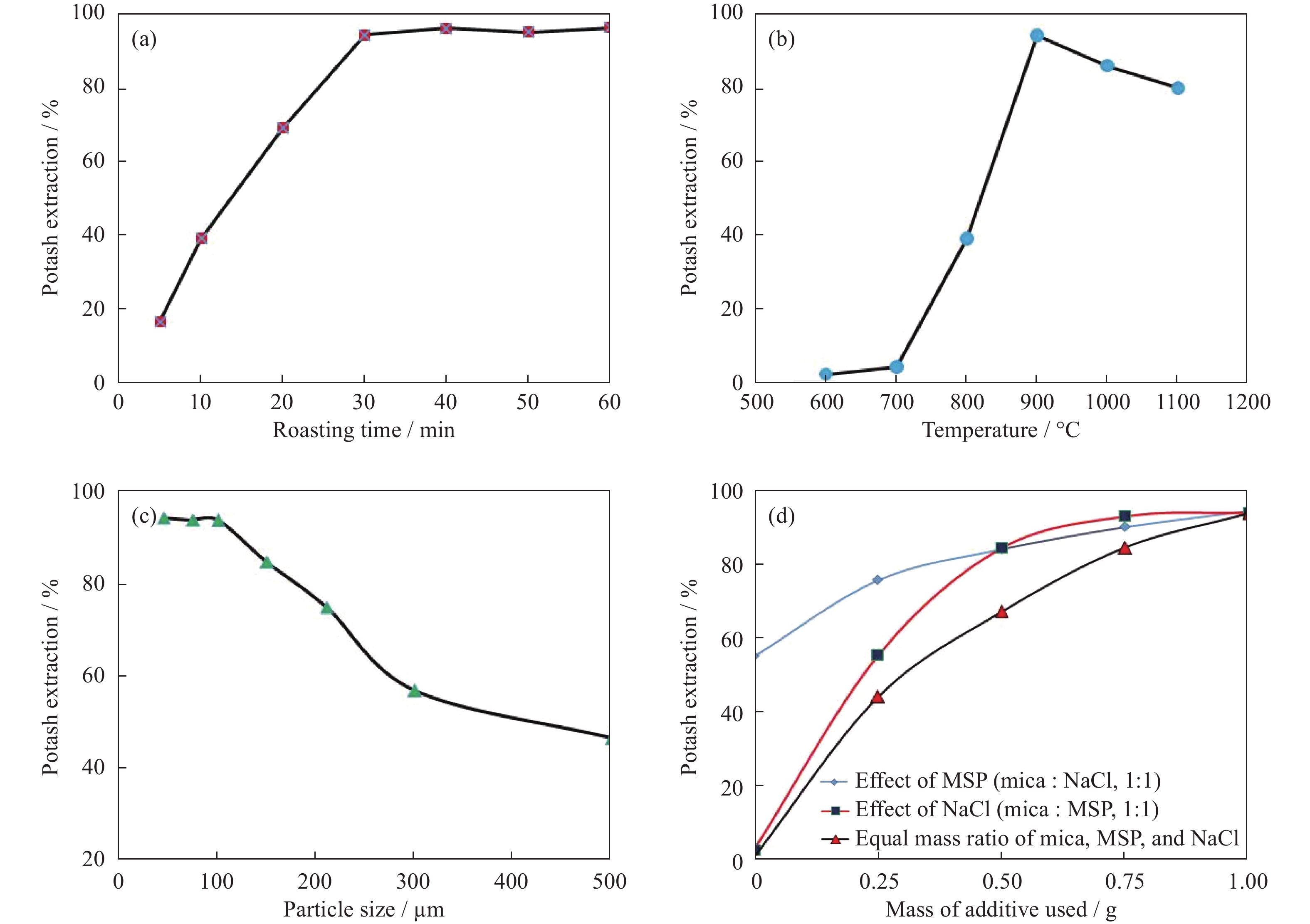
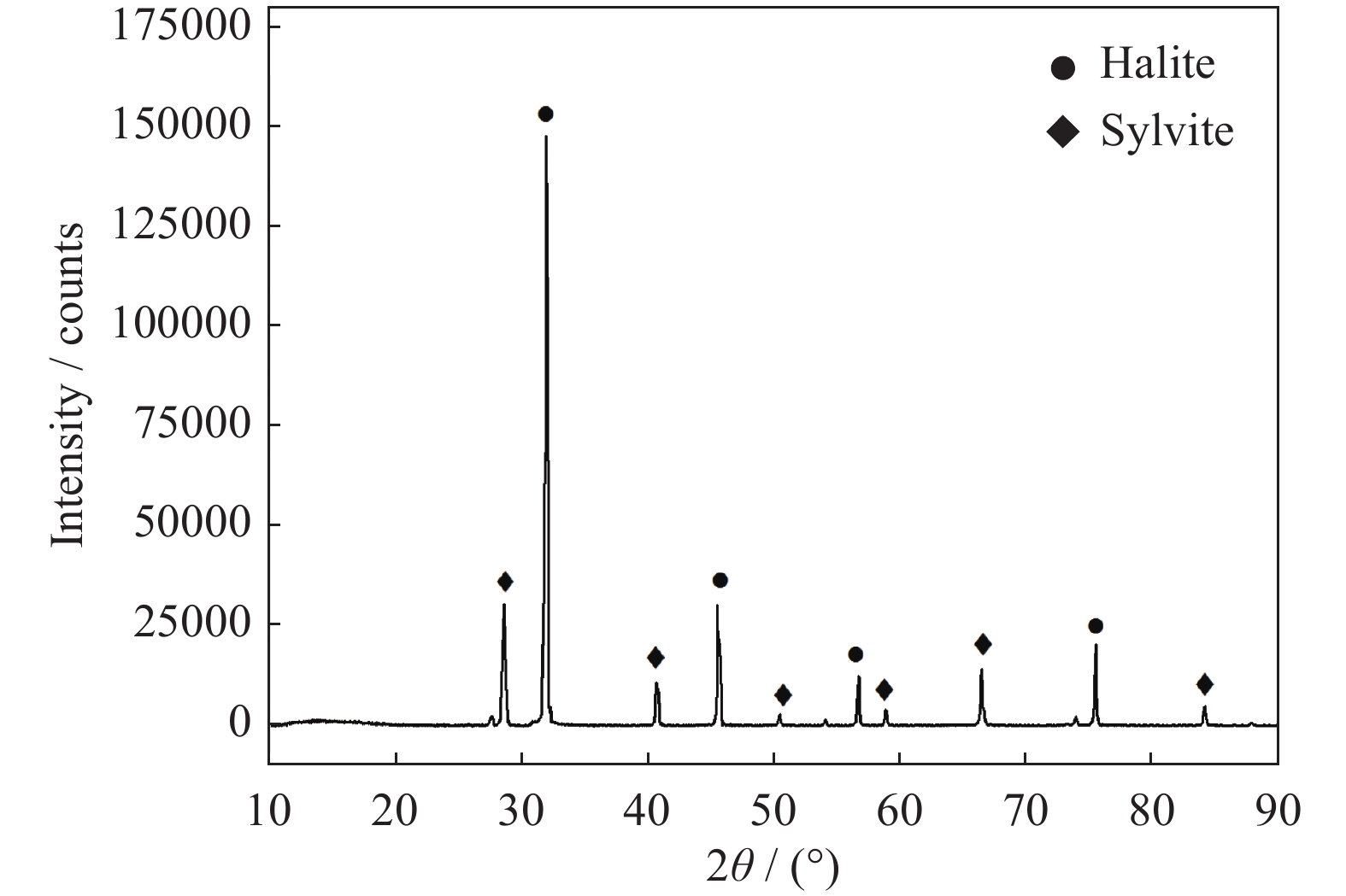
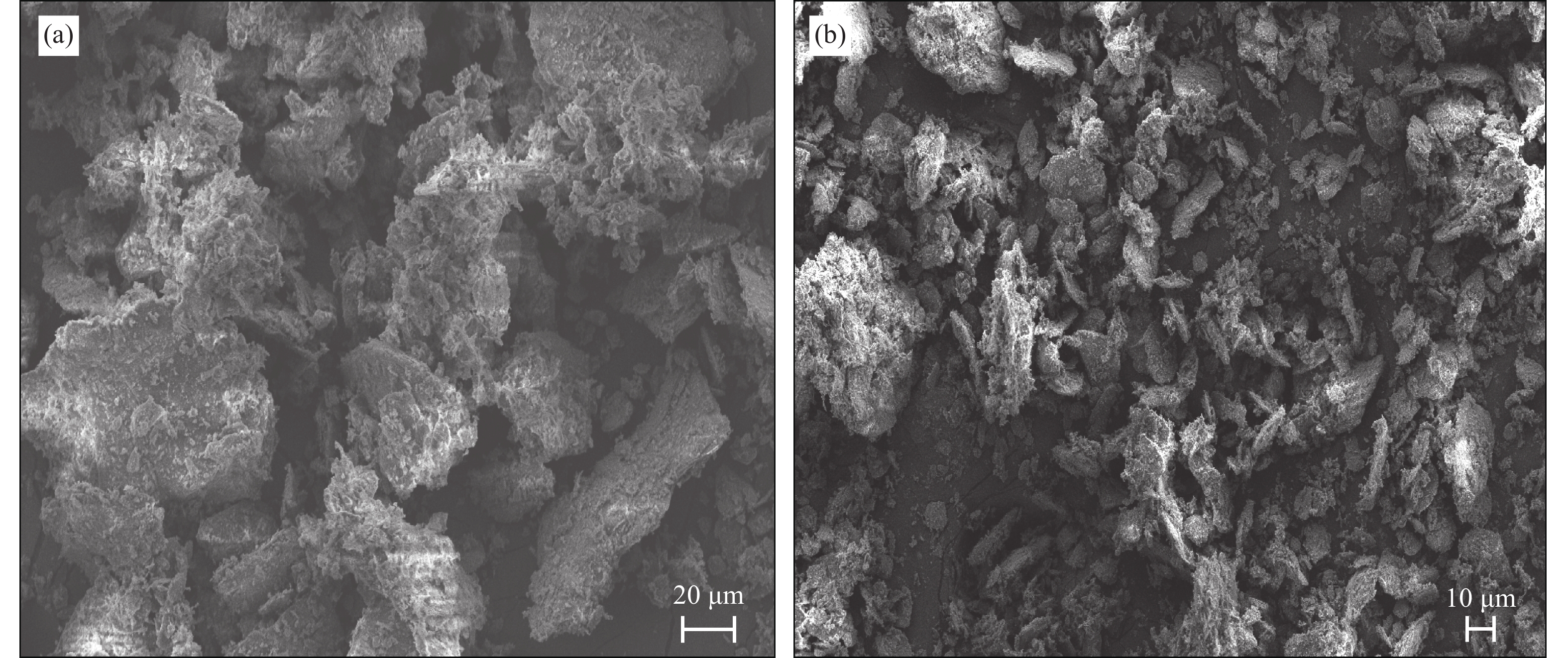
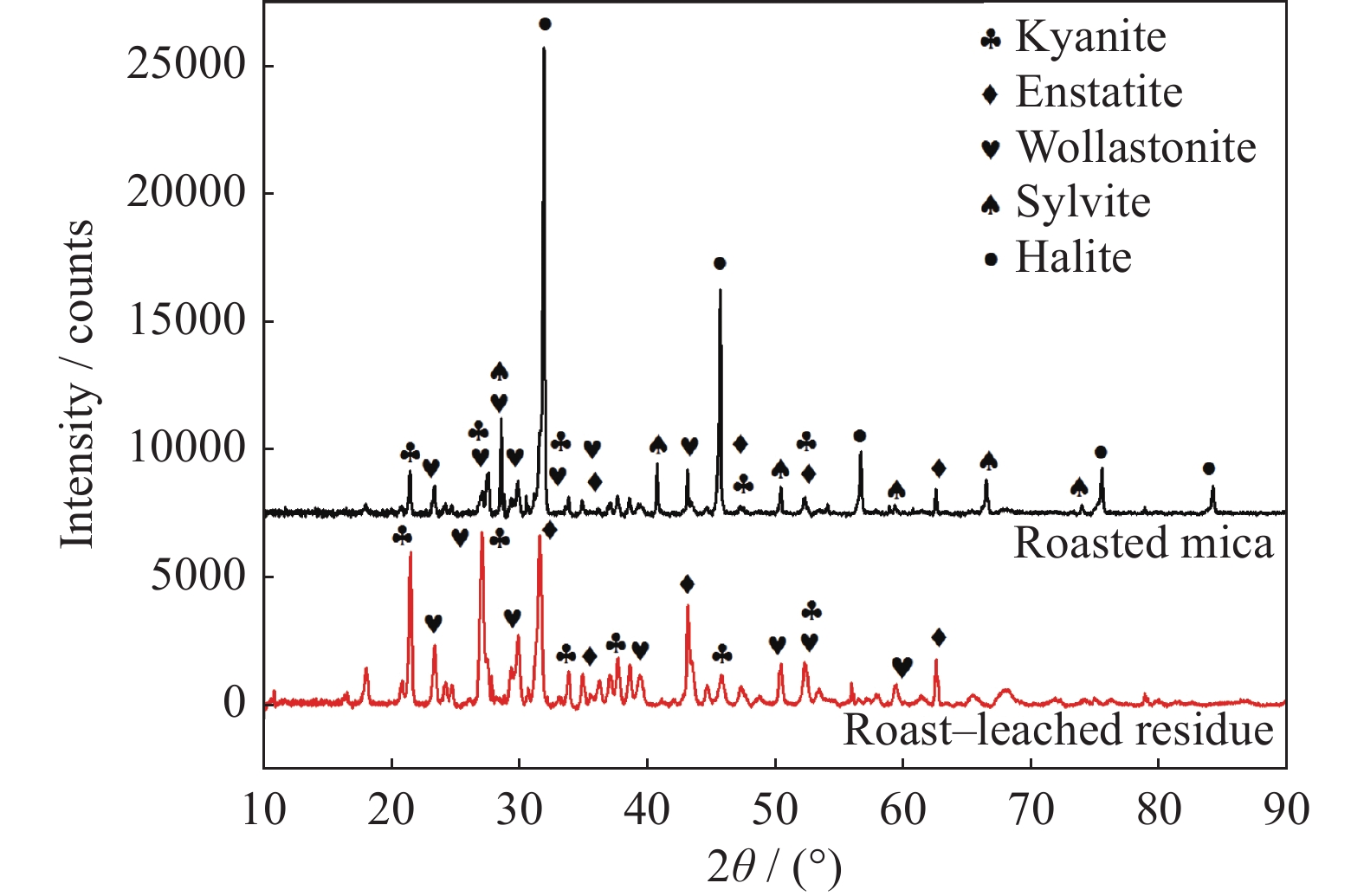
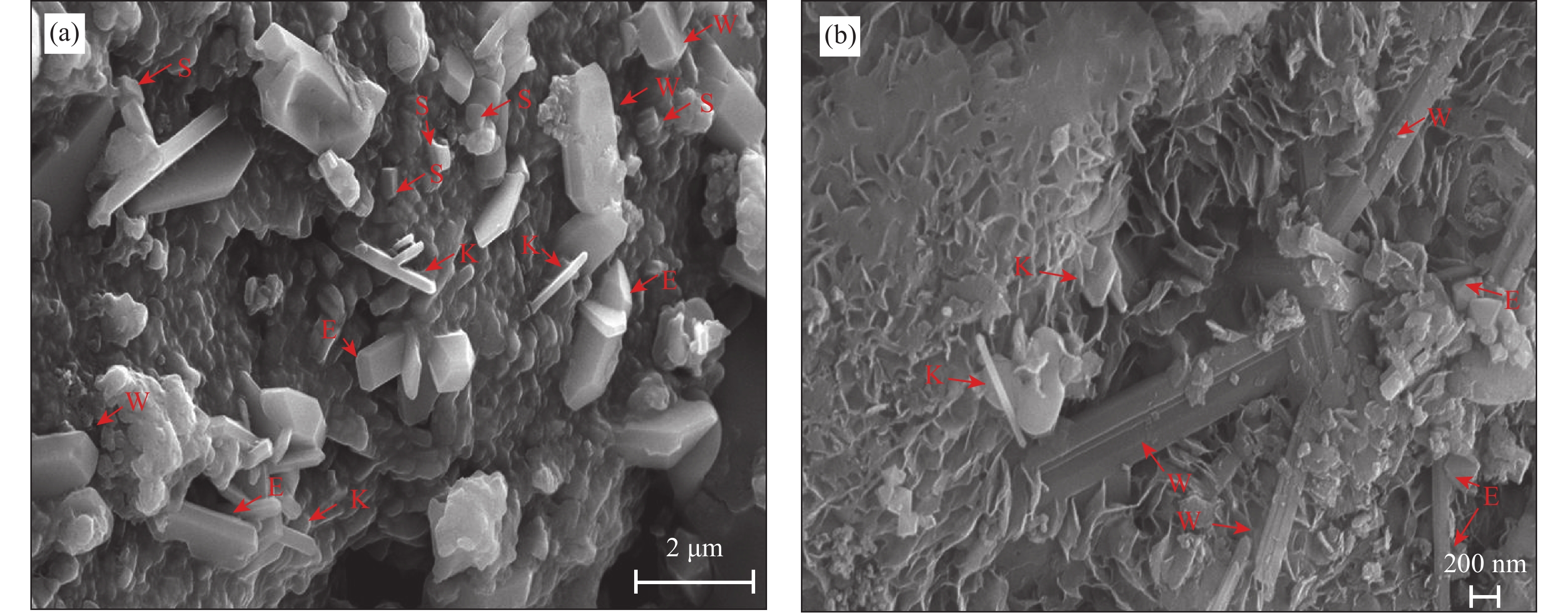
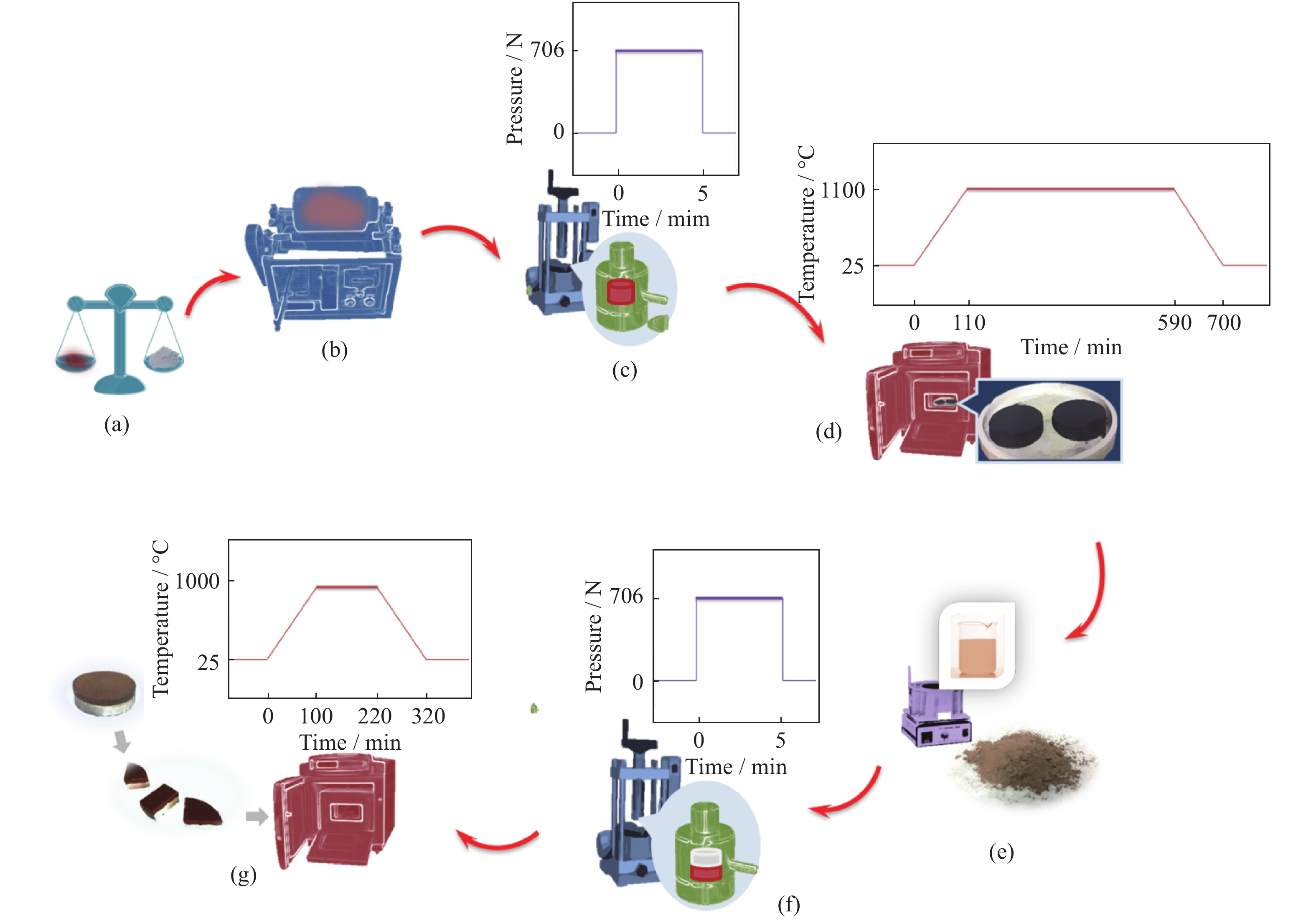
The present paper reports the effective utilization of marble sludge powder (MSP) for the recovery of potash values from waste mica scrap using chlorination roasting–water leaching method. Characterization studies indicated the presence of dolomite as the major mineral phase in MSP, whereas muscovite and quartz were observed in the mica sample. The acid leaching studies suggest a maximum of 22% potash recovery under conditions: 4 M H2SO4 acid, particle size of ~100 μm, stirring speed of 600 r/min, leaching temperature of 75°C, and leaching time of 90 min. The chlorination roasting–water leaching process was adopted to achieve the lowest level of 80%–90% potash recovery. The optimum conditions for the recovery of ~93% potash from mica (~8.6wt% K2O) requires 900°C roasting temperature, 30 min roasting time, and 1:1:0.75 mass ratio of mica : MSP : NaCl. The roasting temperature and amount of NaCl are found to be the most important factors for the recovery process. The reaction mechanism suggests the formation of different mineral phases, including sylvite (KCl), wollastonite, kyanite, and enstatite, during roasting, which were confirmed by X-ray diffraction (XRD) analyses and scanning electron microscopy (SEM) morphologies. The MSP-blended NaCl additive is more effective for potash recovery compared with the other reported commercial roasting additives.


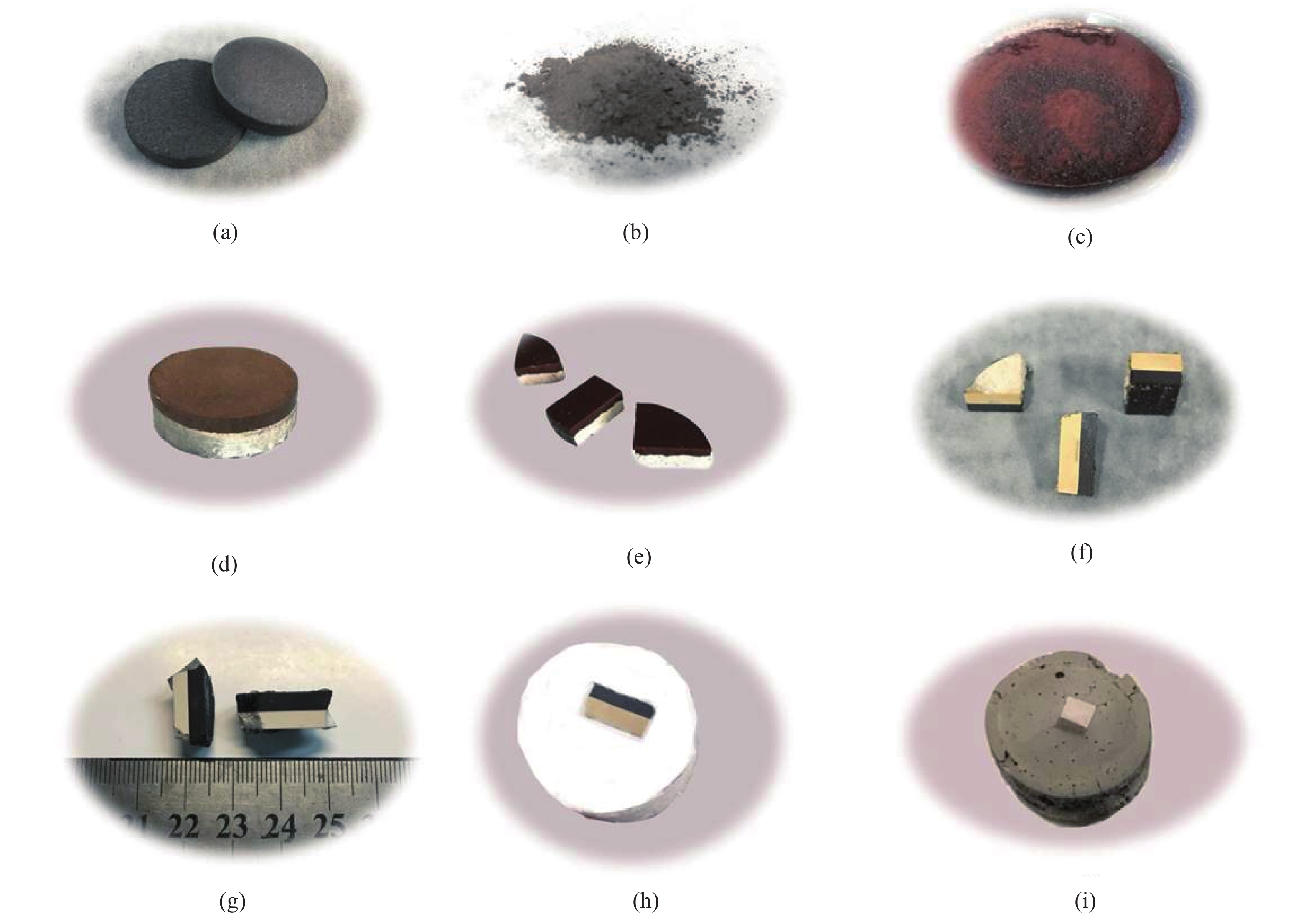
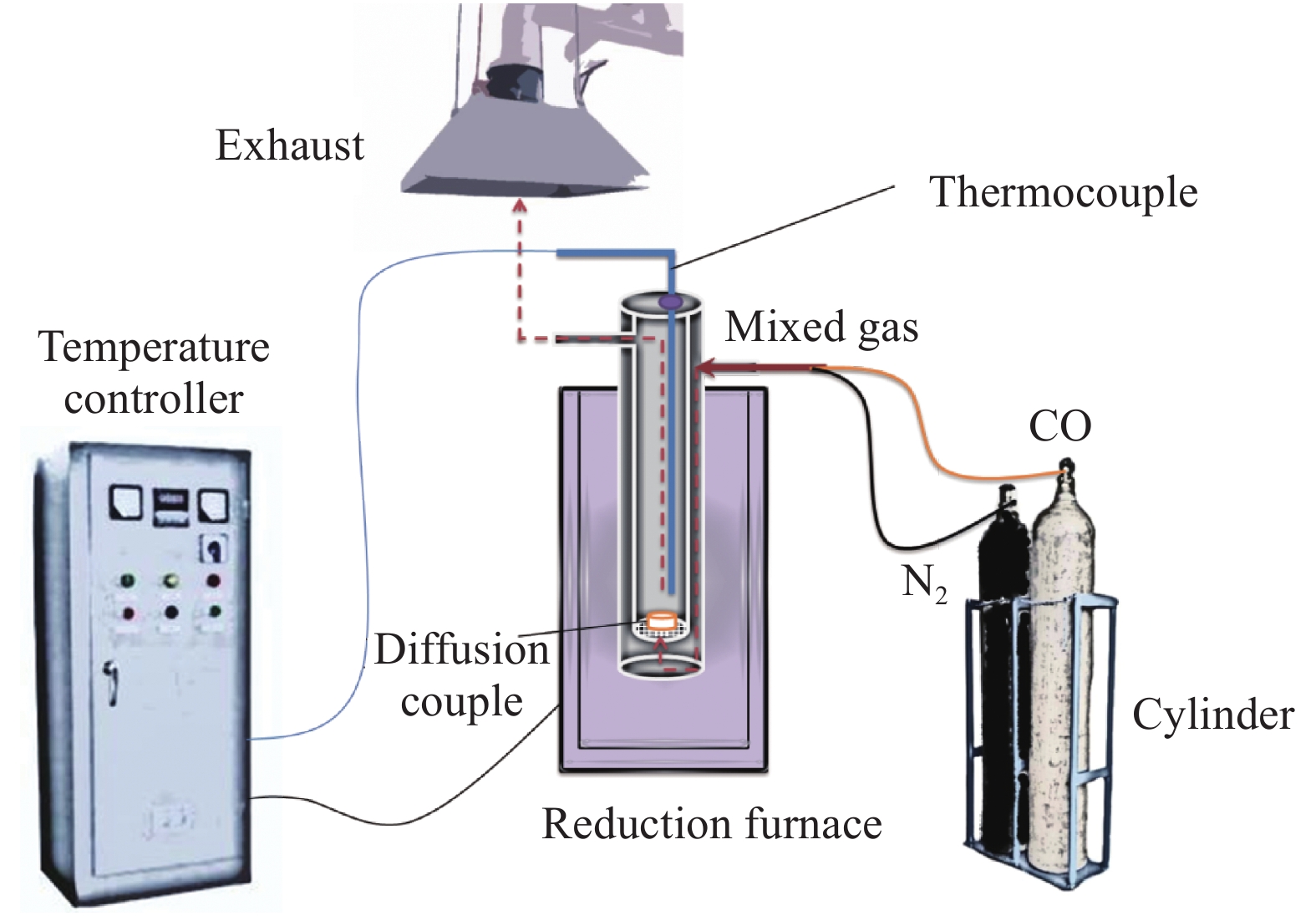
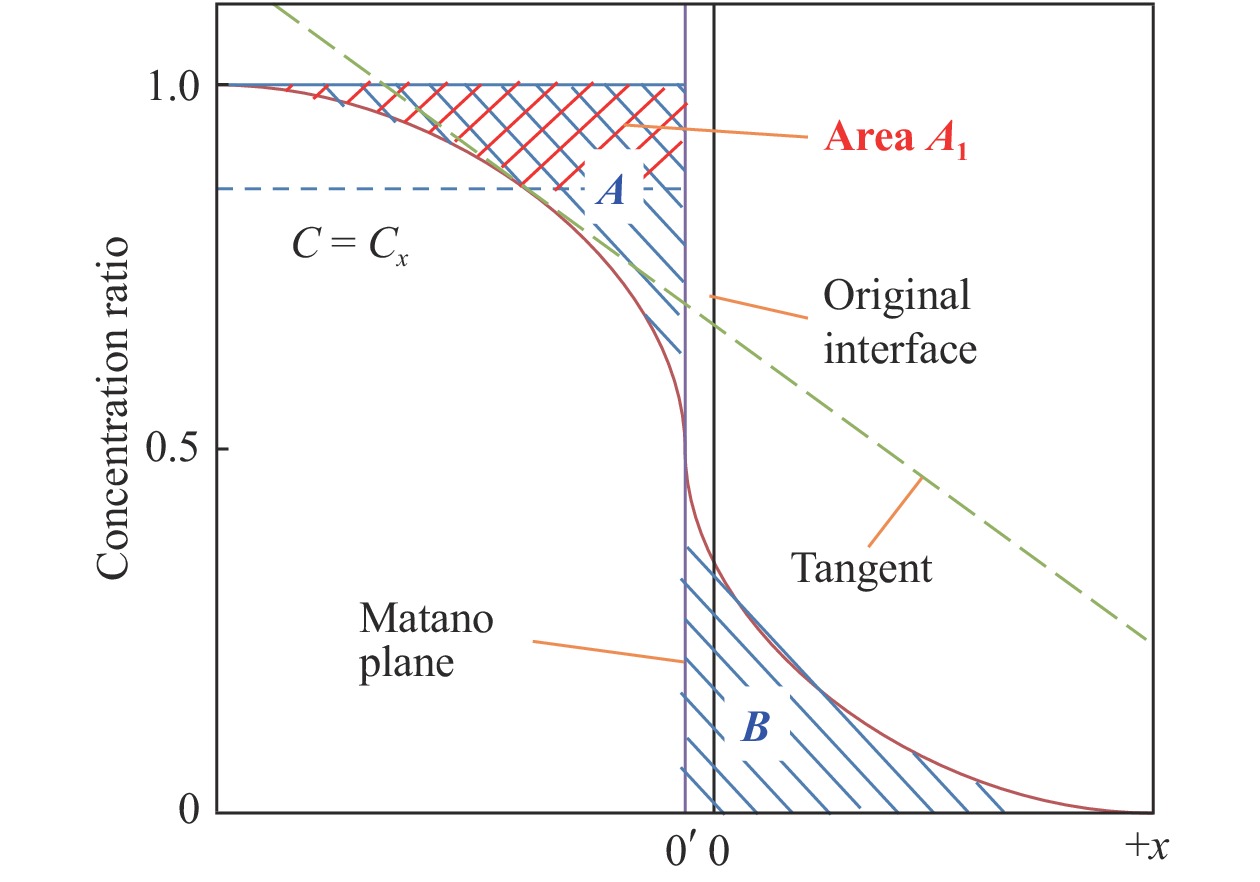
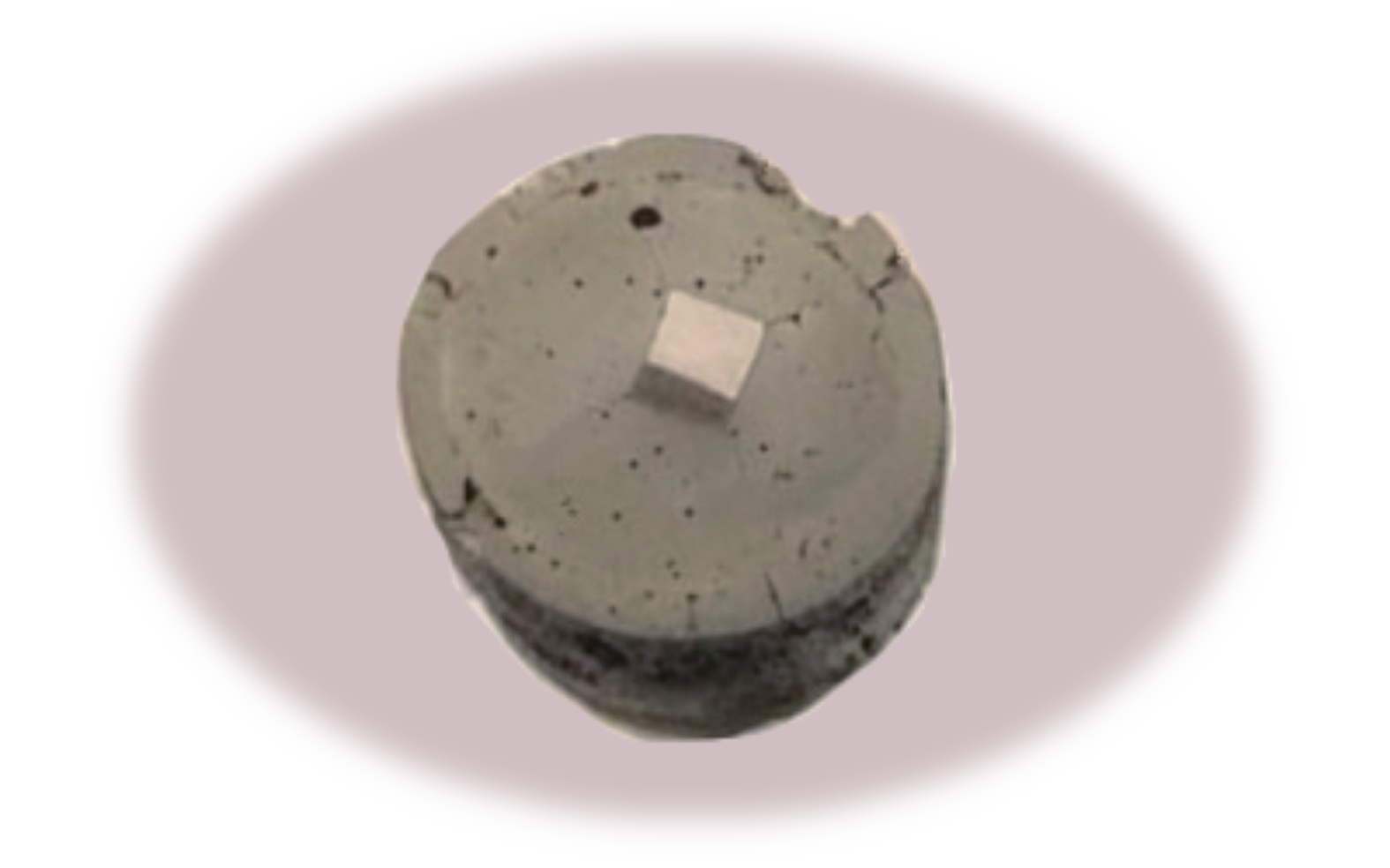
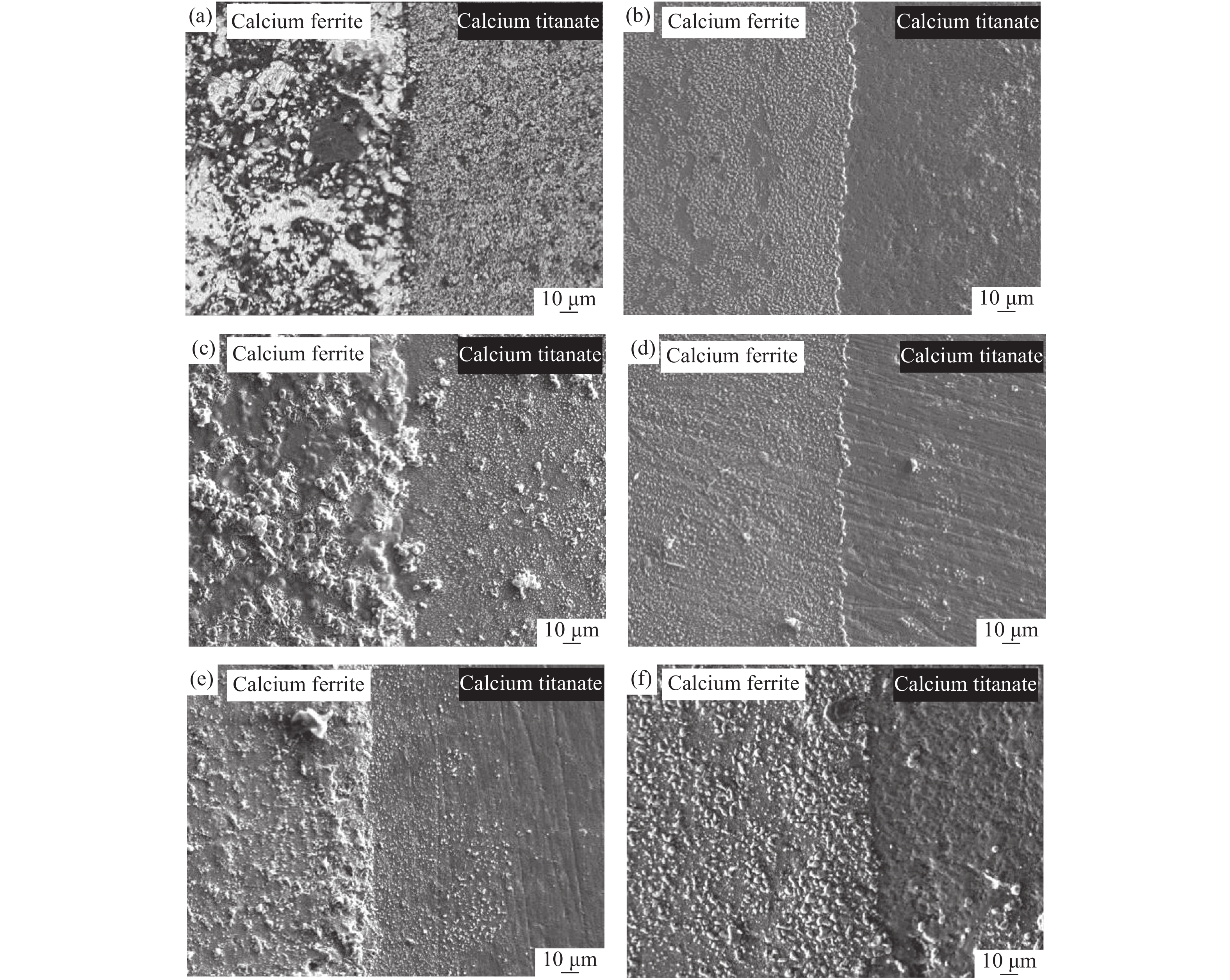
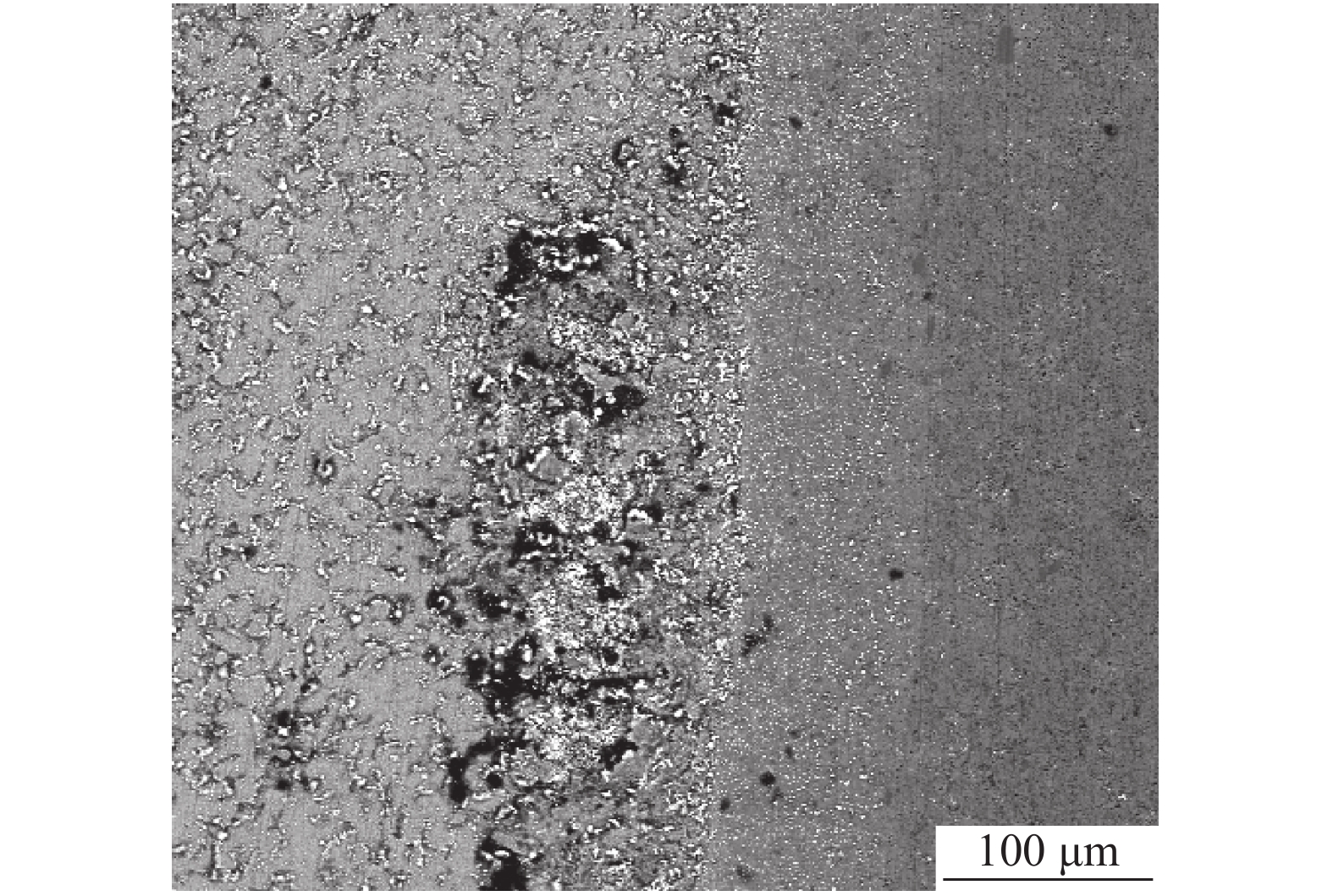
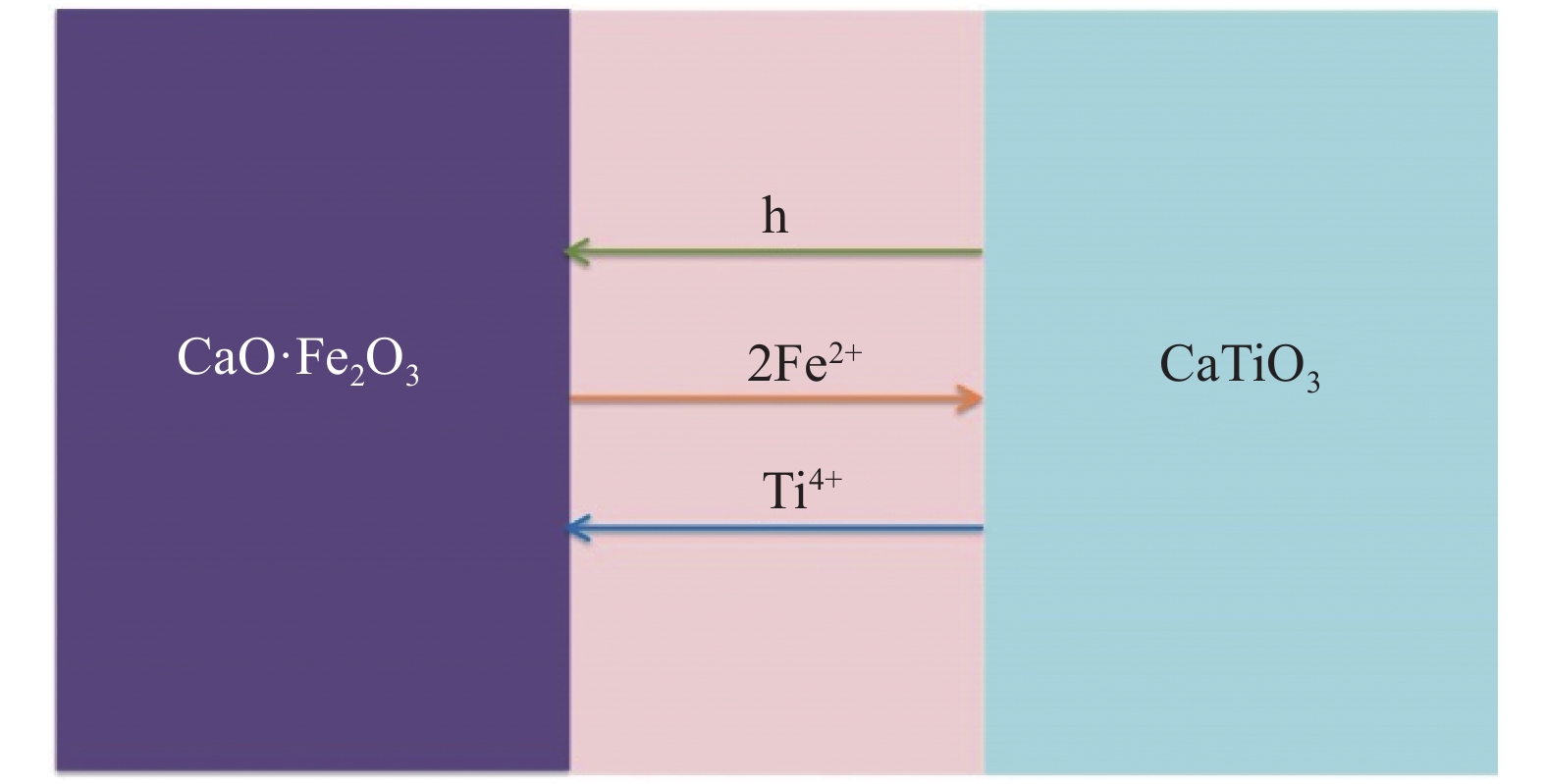
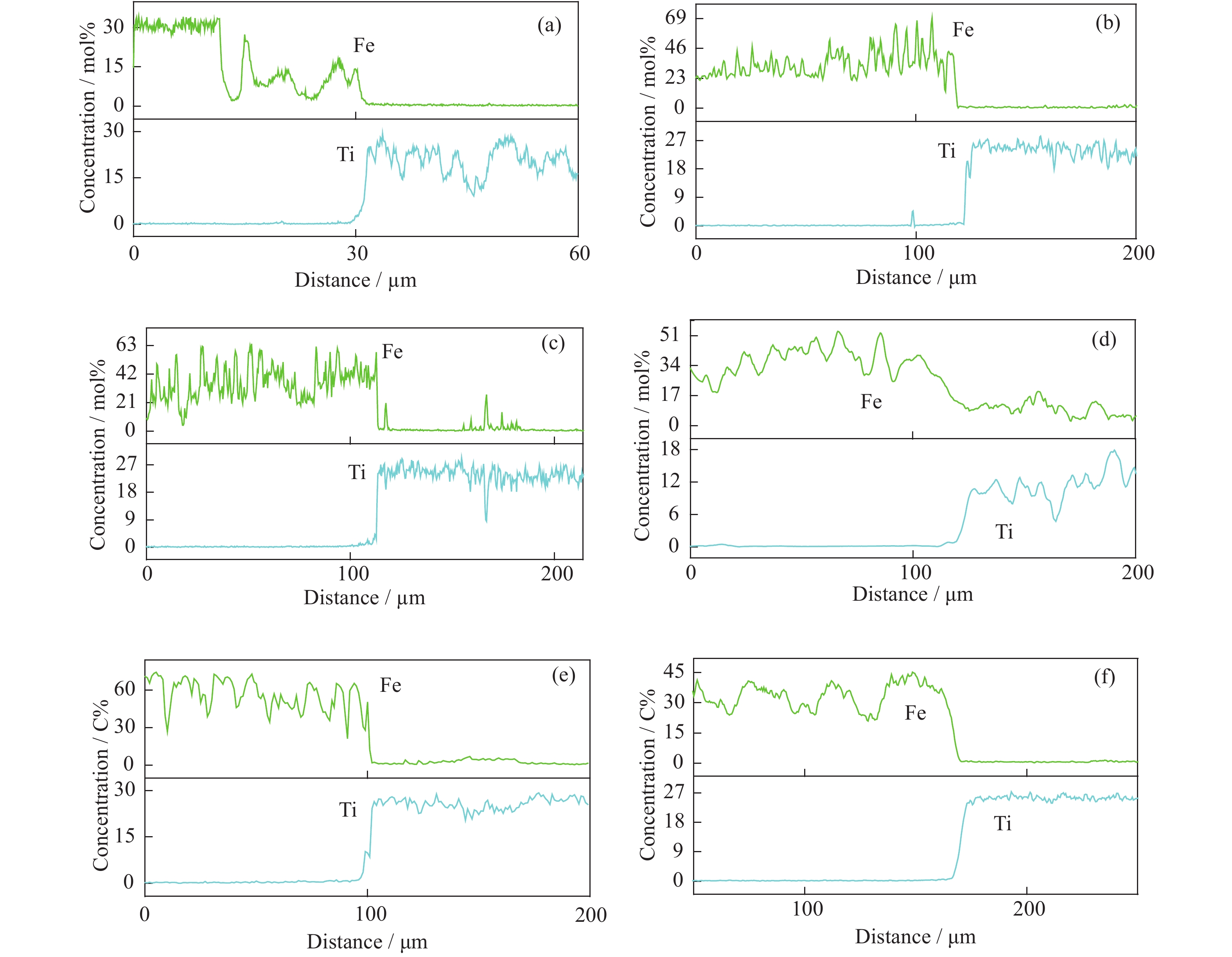
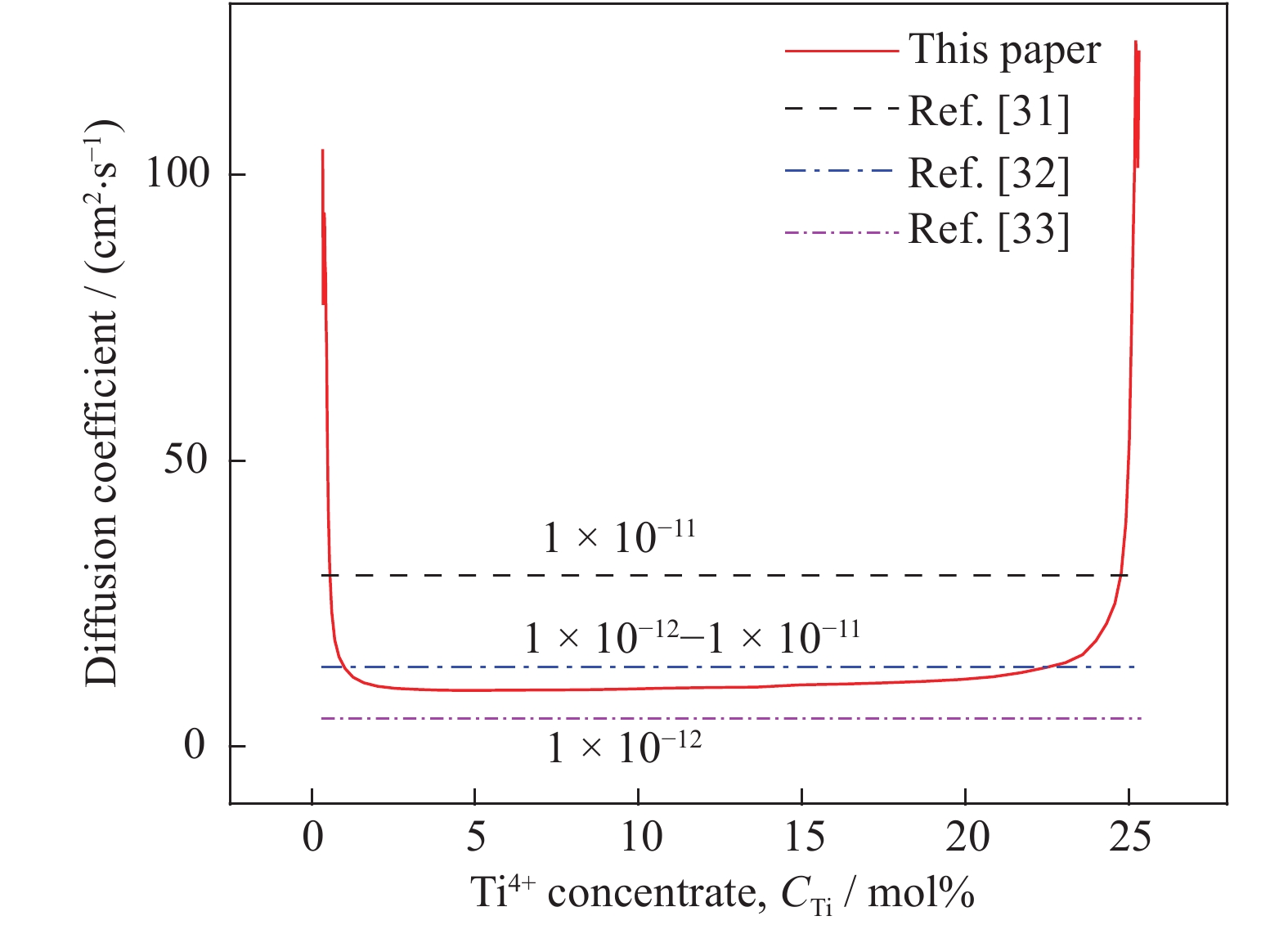
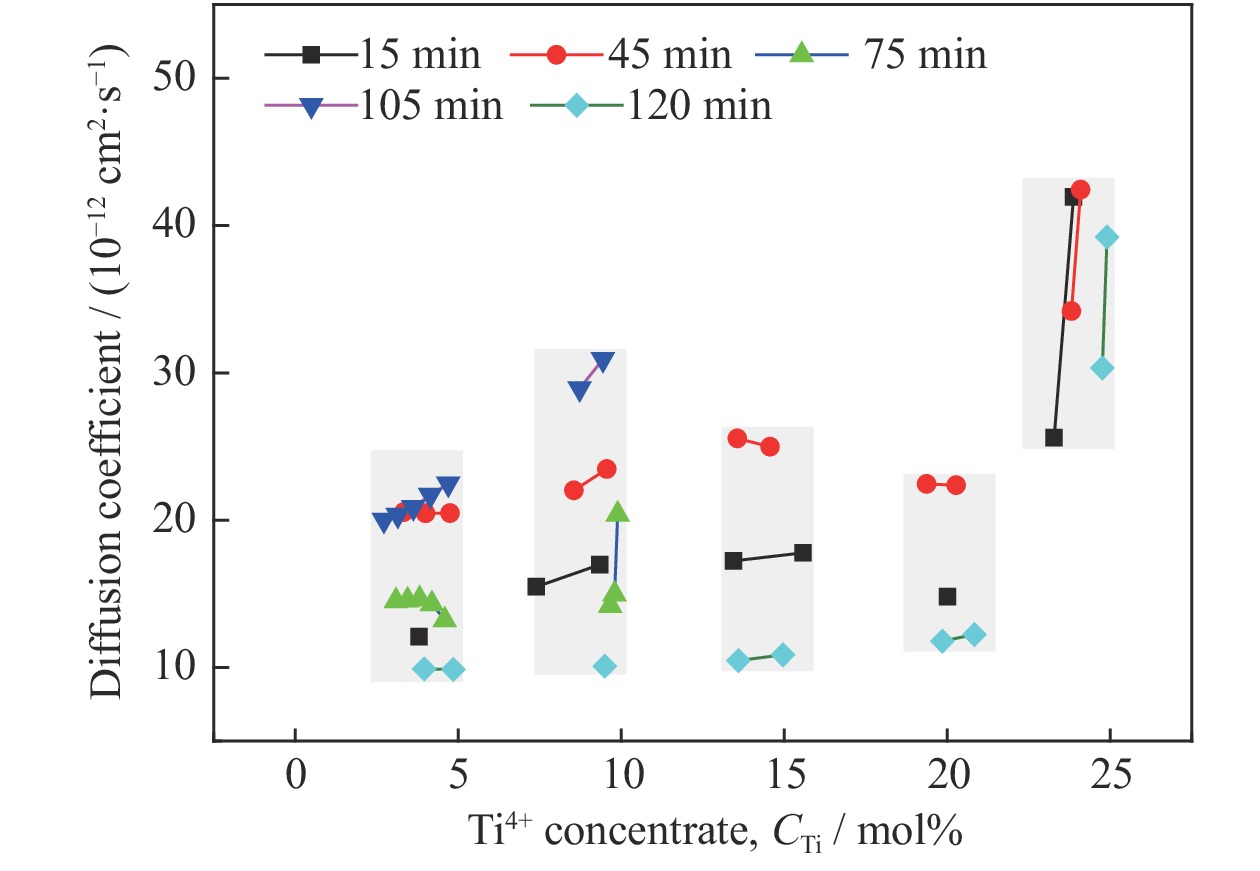
This study investigated the interdiffusion of calcium ferrite/calcium titanate system in the time range of 0–120 min by the diffusion couple method in a CO/N2 reducing atmosphere at 700°C. The results show that after the diffusion reaction occurred, no longitudinal agglomerations were present on the substrate surface on the calcium titanate side. When the diffusion time was increased to 105 min, a net vacancy flow from calcium titanate to calcium ferrite might have occurred, causing the surface of the calcium ferrite substrate to collapse. The thickness of the diffusion layer of the calcium ferrite/calcium titanate system was about 17–48 μm, which conforms to the parabolic law of diffusion. The diffusion coefficient and the Ti4+ concentration in the calcium ferrite/calcium titanate system are related. This shows an increase in the diffusion coefficient with the increase of Ti4+ concentration, and the diffusion coefficient value was in the range of 10−12–10−11 cm2·s−1.


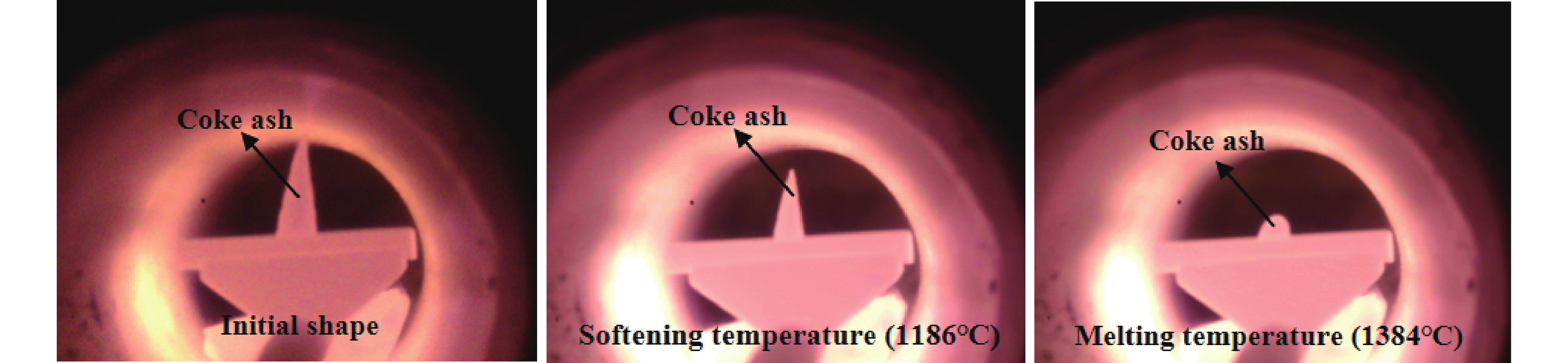
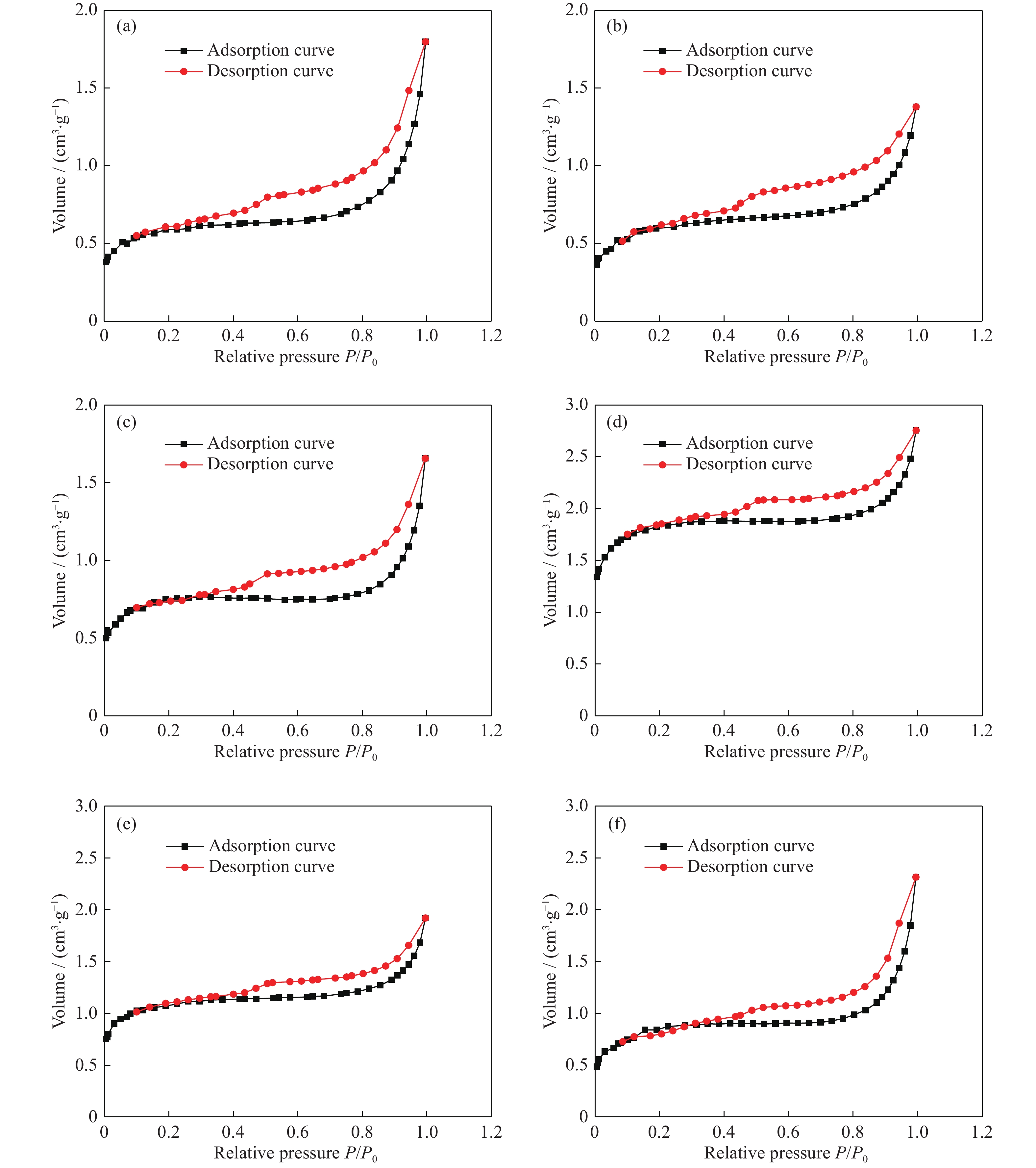
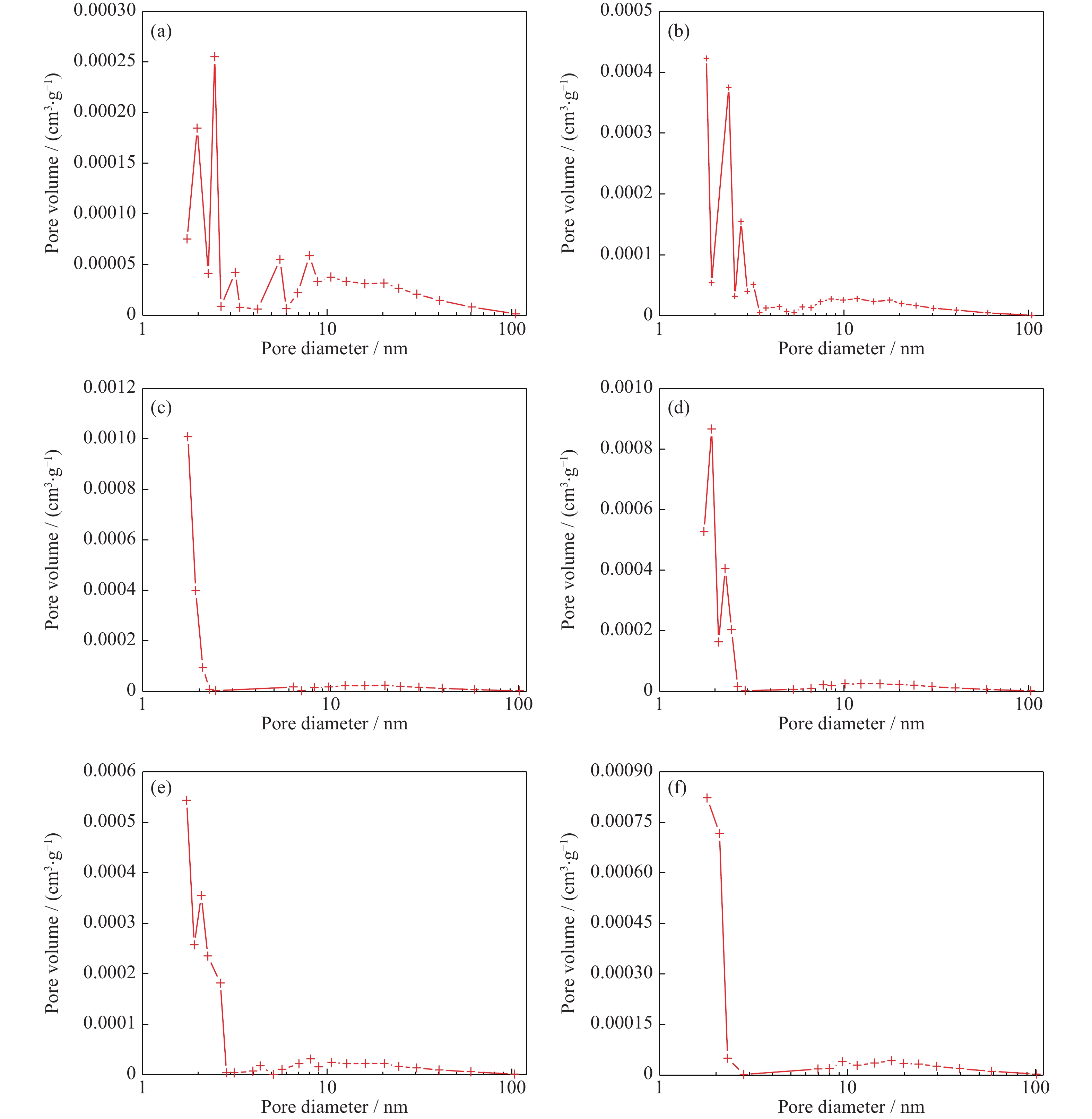
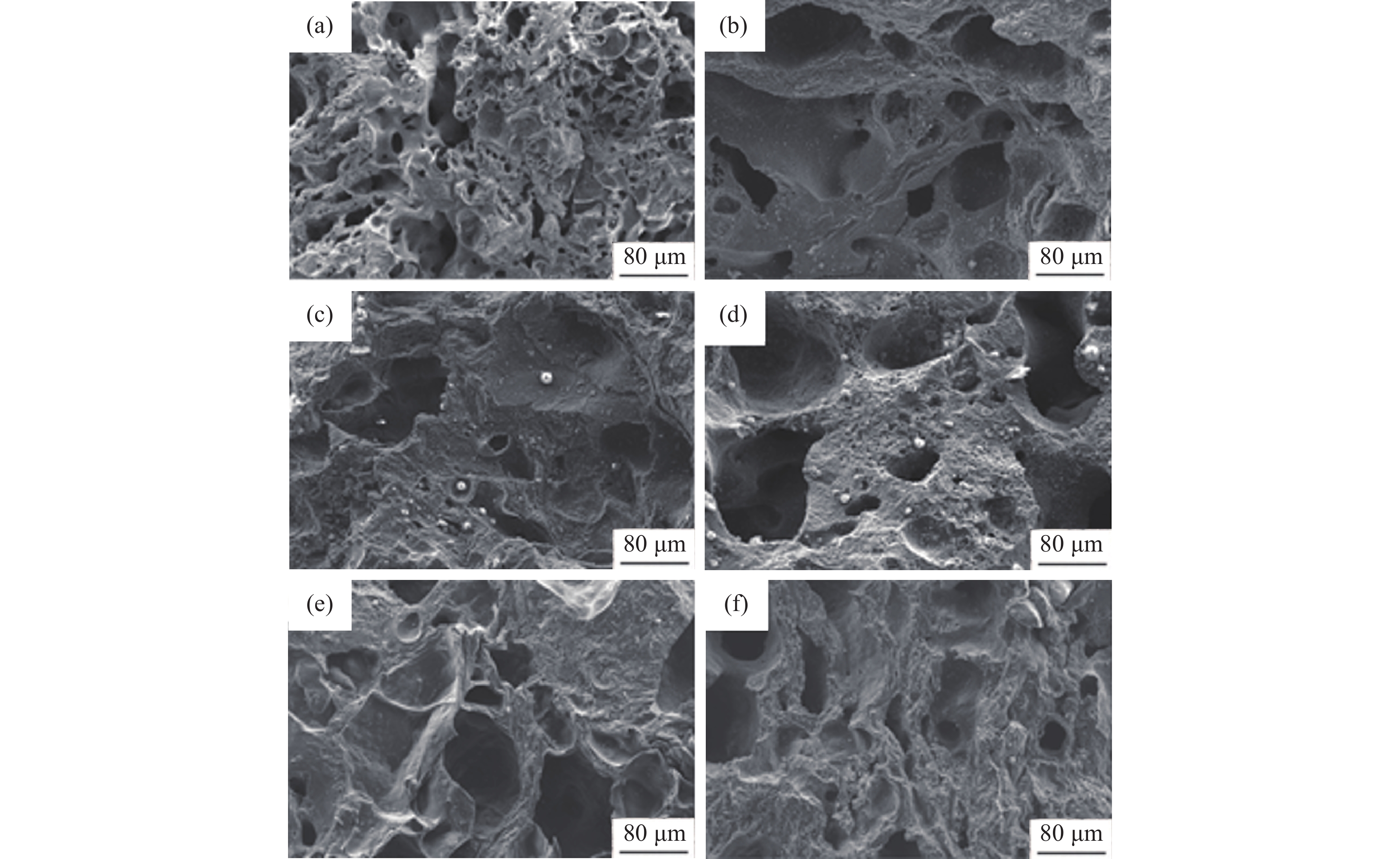
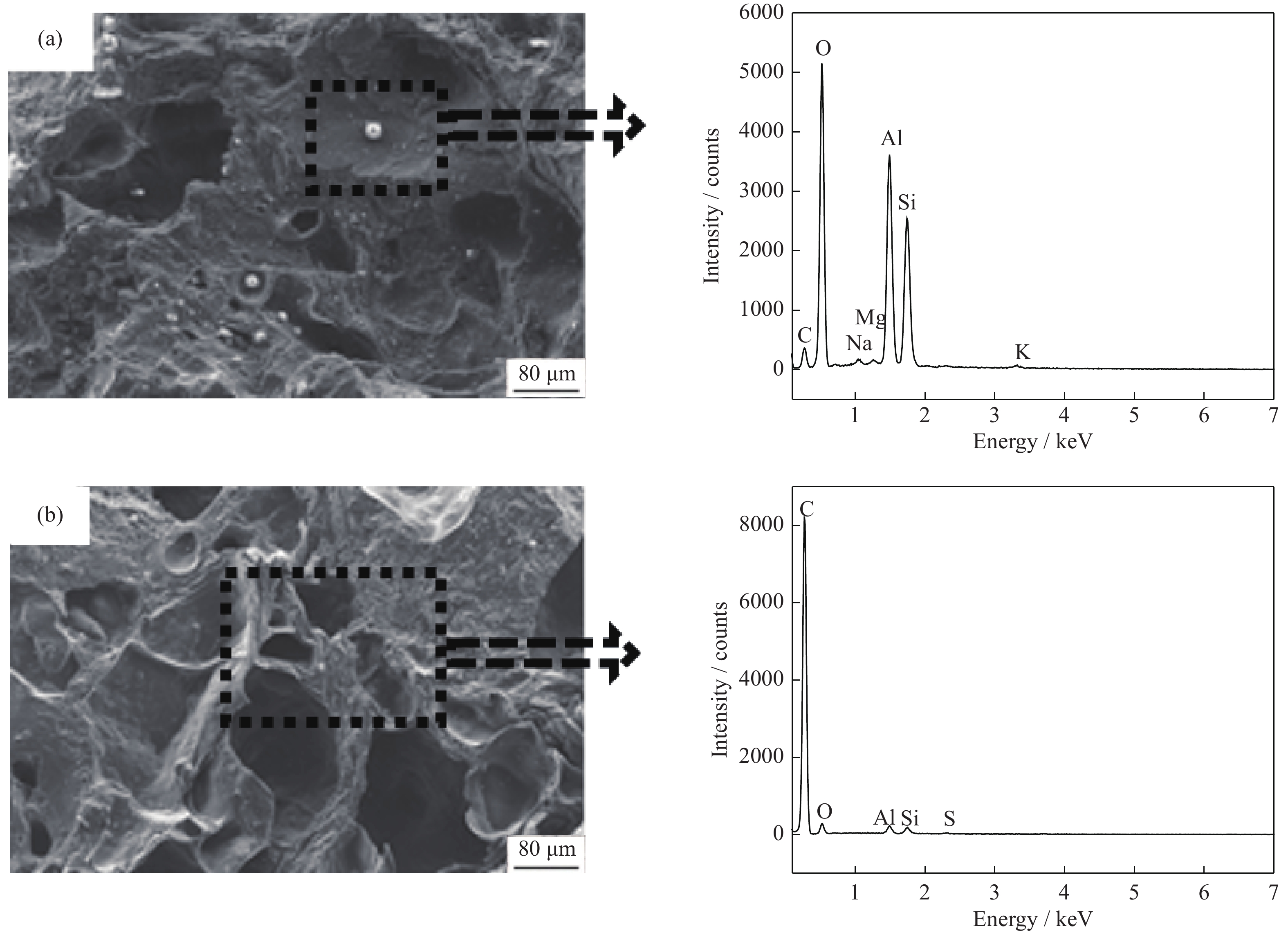
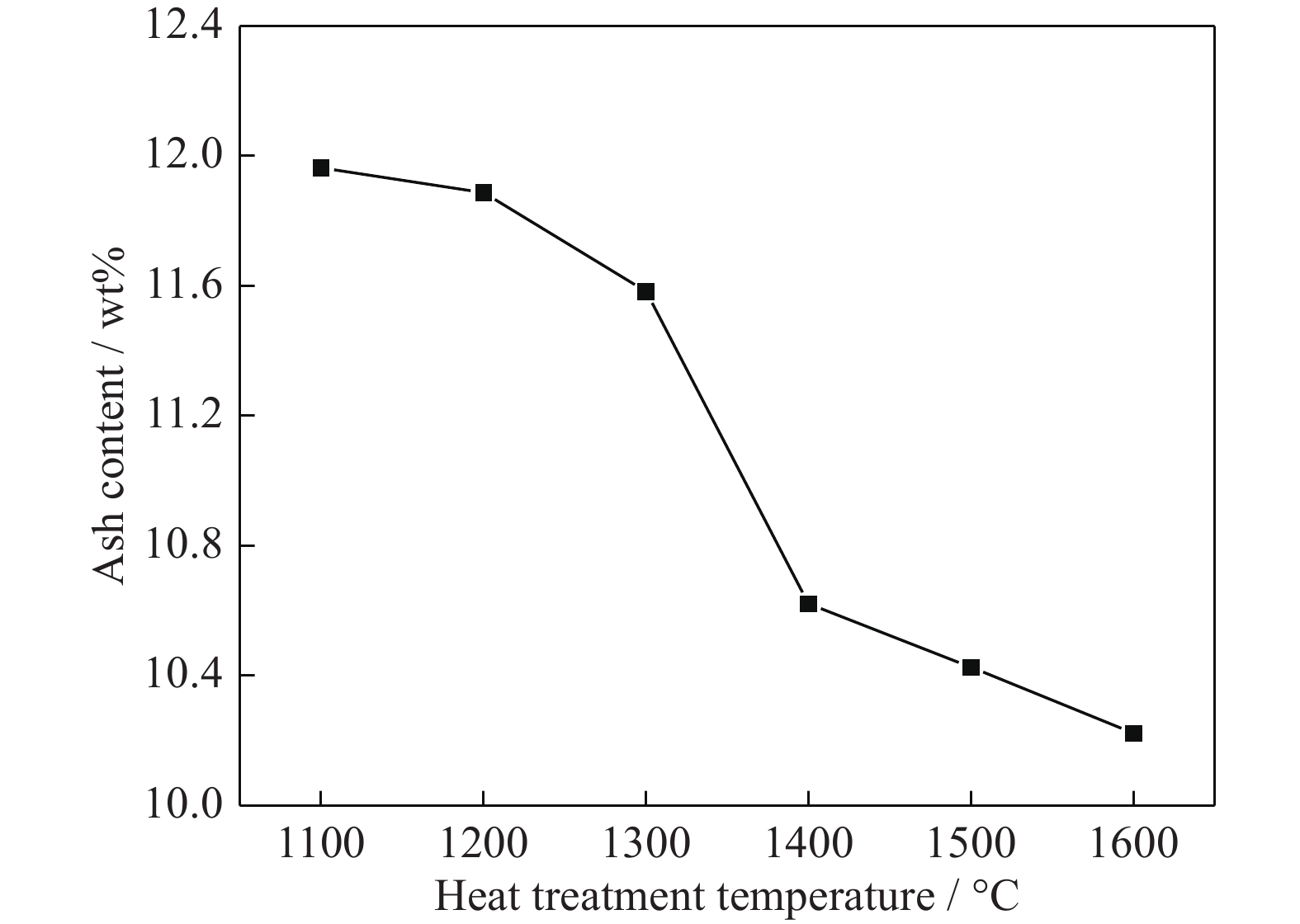
Pore structure is an important factor influencing coke strength, while the property of coke is essential to maintaining gas and liquid permeability in a blast furnace. Therefore, an in-depth understanding of the pore structure evolution during the graphitization process can reveal the coke size degradation behavior during its descent in a blast furnace. Coke graphitization was simulated at different heating temperatures from 1100 to 1600°C at intervals of 100°C. The quantitative evaluation of the coke pore structure with different graphitization degree was determined by vacuum drainage method and nitrogen adsorption method. Results show that the adsorption and desorption curves of graphitized coke have intersection points, and the two curves did not coincide, instead forming a “hysteresis loop.” Based on the hysteresis loop analysis, the porous structure of the graphitized coke mostly appeared in the shape of a “hair follicle.” Furthermore, with an increase in heating temperature, the apparent porosity, specific surface area, total pore volume, and amount of micropores showed good correlation and can divided into three stages: 1100–1200, 1200–1400, and 1400–1600°C. When the temperature was less than 1400°C, ash migration from the inner part mainly led to changes in the coke pore structure. When the temperature was greater than 1400°C, the pore structure evolution was mainly affected by the coke graphitization degree. The results of scanning electron microscopy, energy dispersive spectrometry, and ash content analyses also confirmed that the migration of the internal ash to the surface of the matrix during the graphitization process up to 1400°C contributed to these changes.
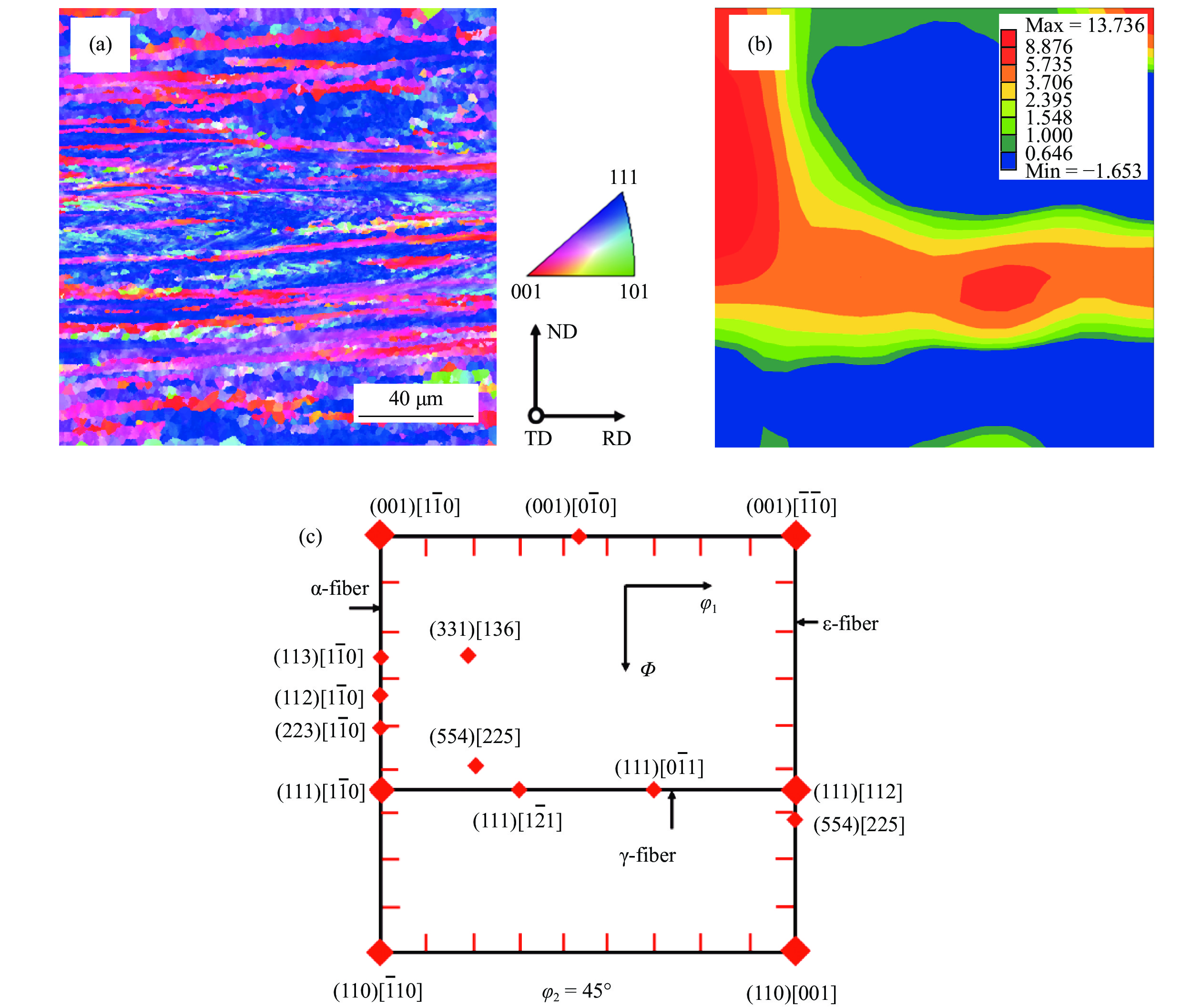
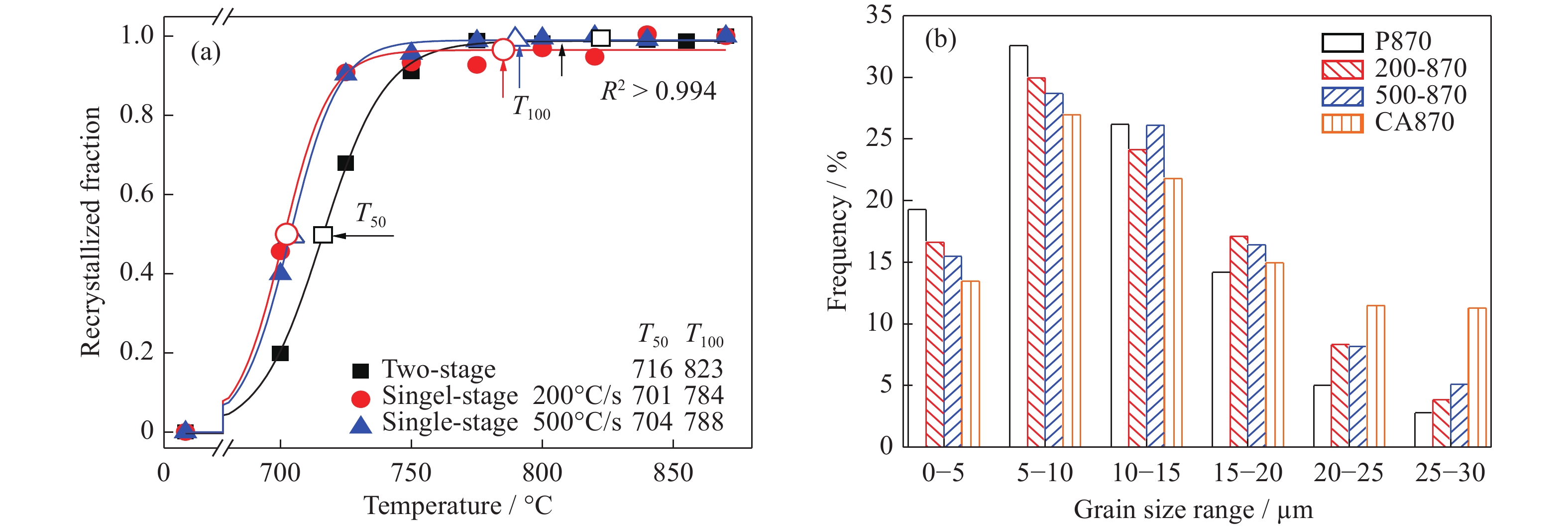
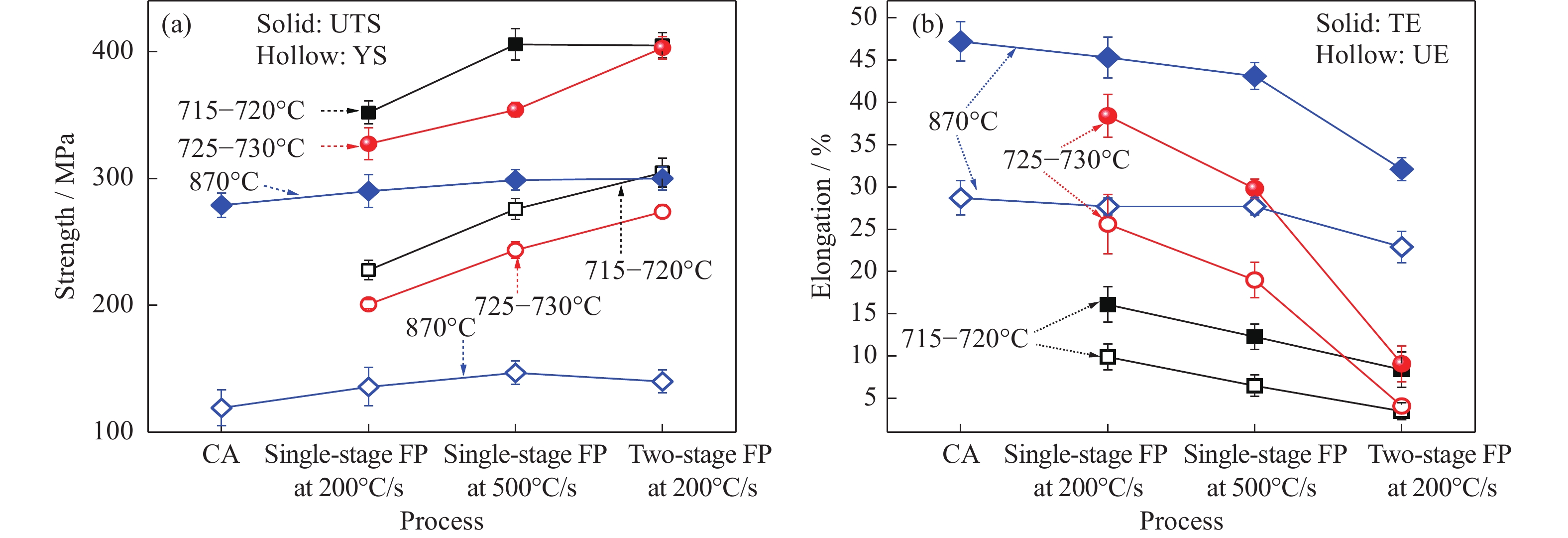
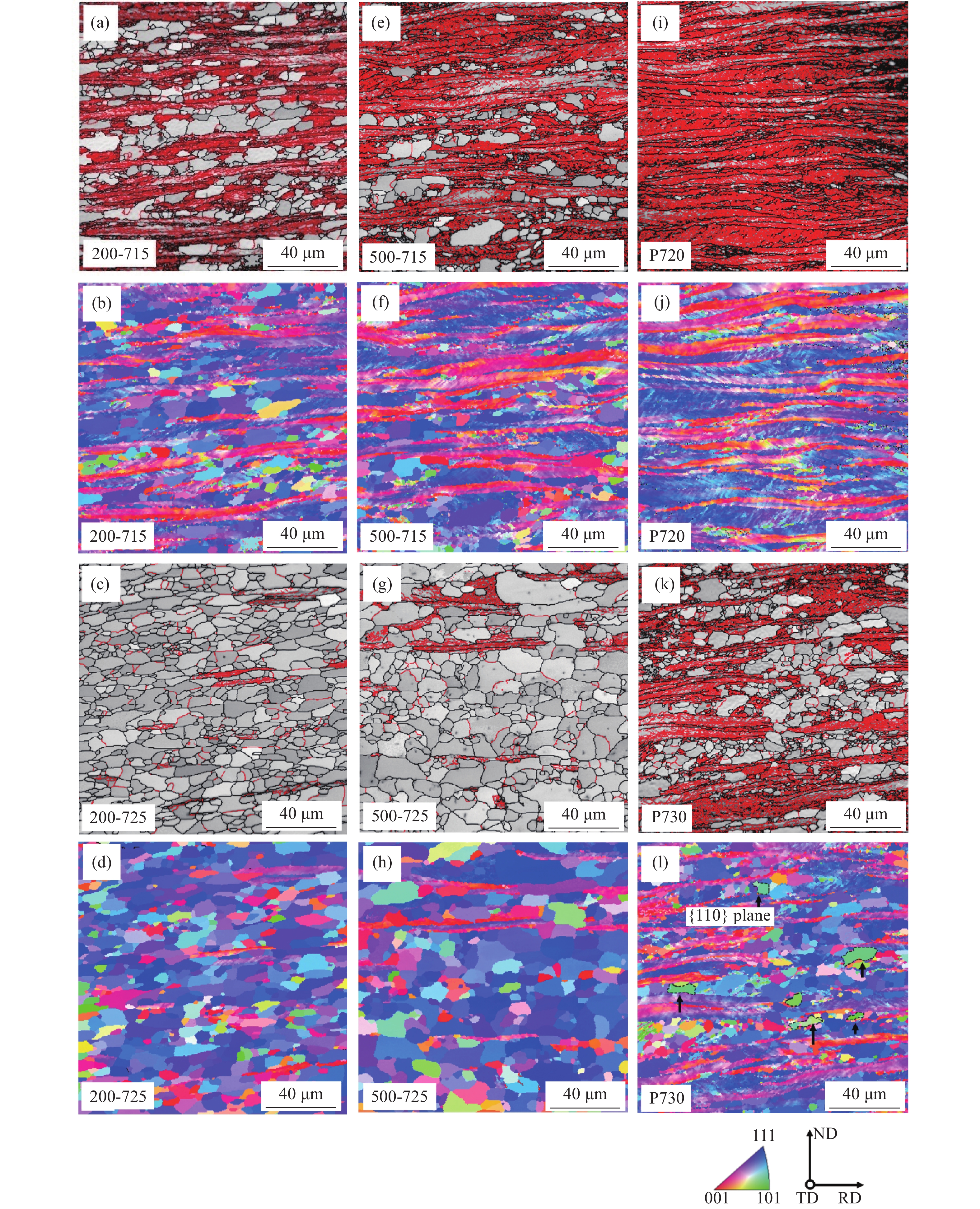
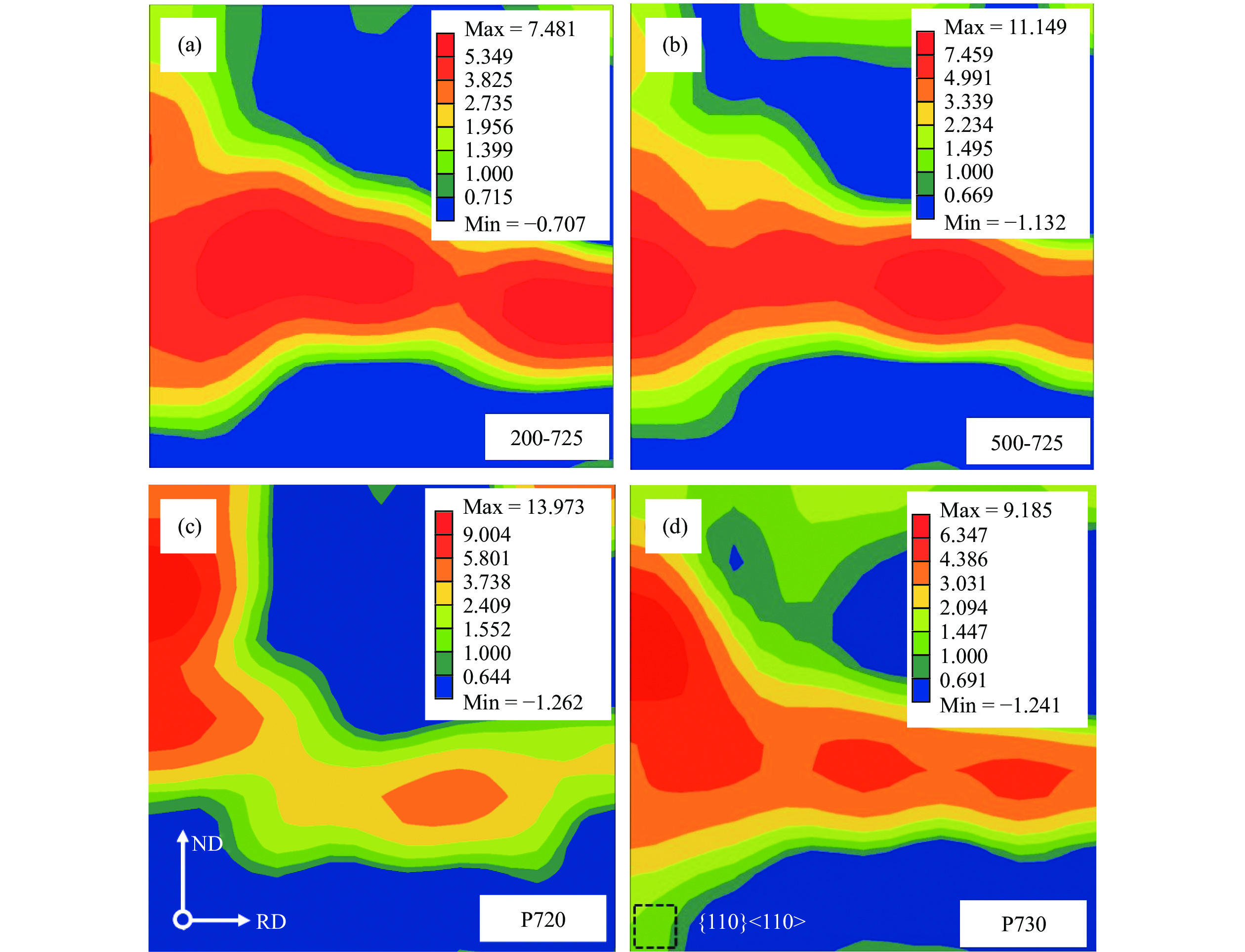
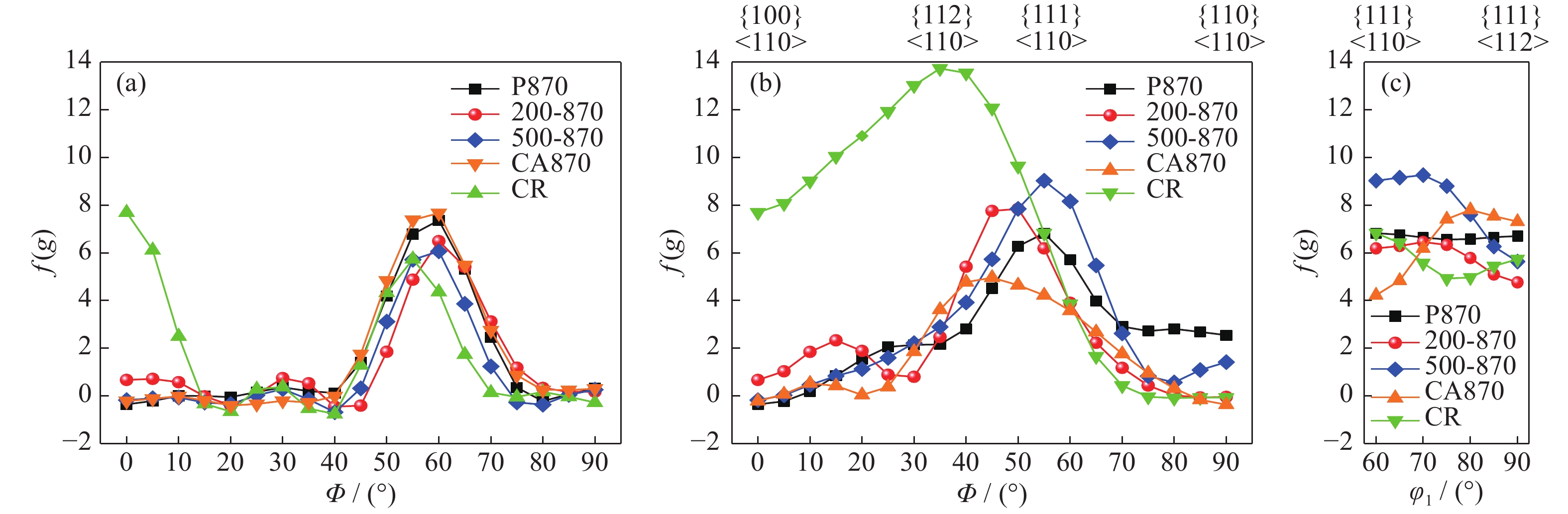
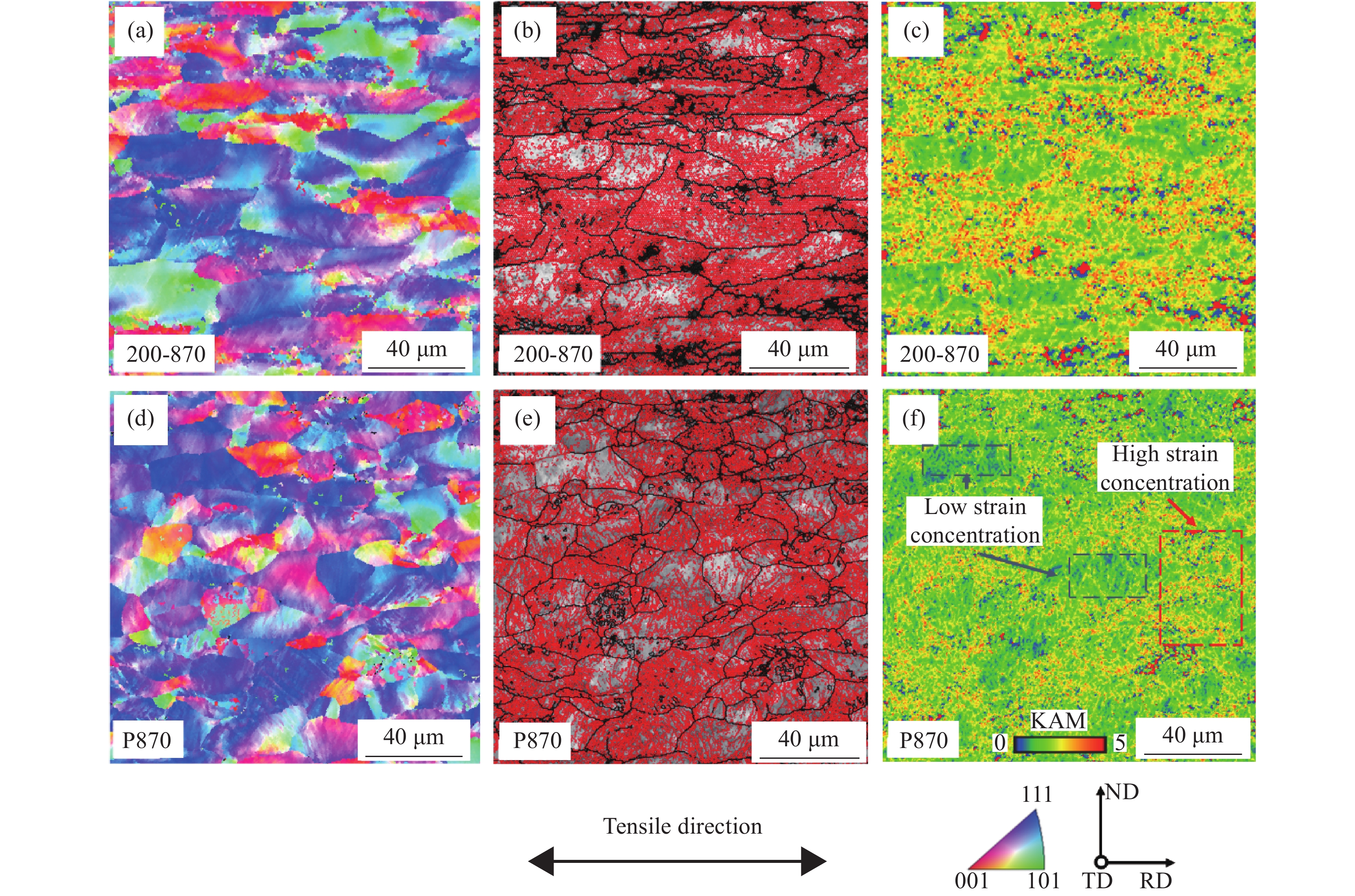
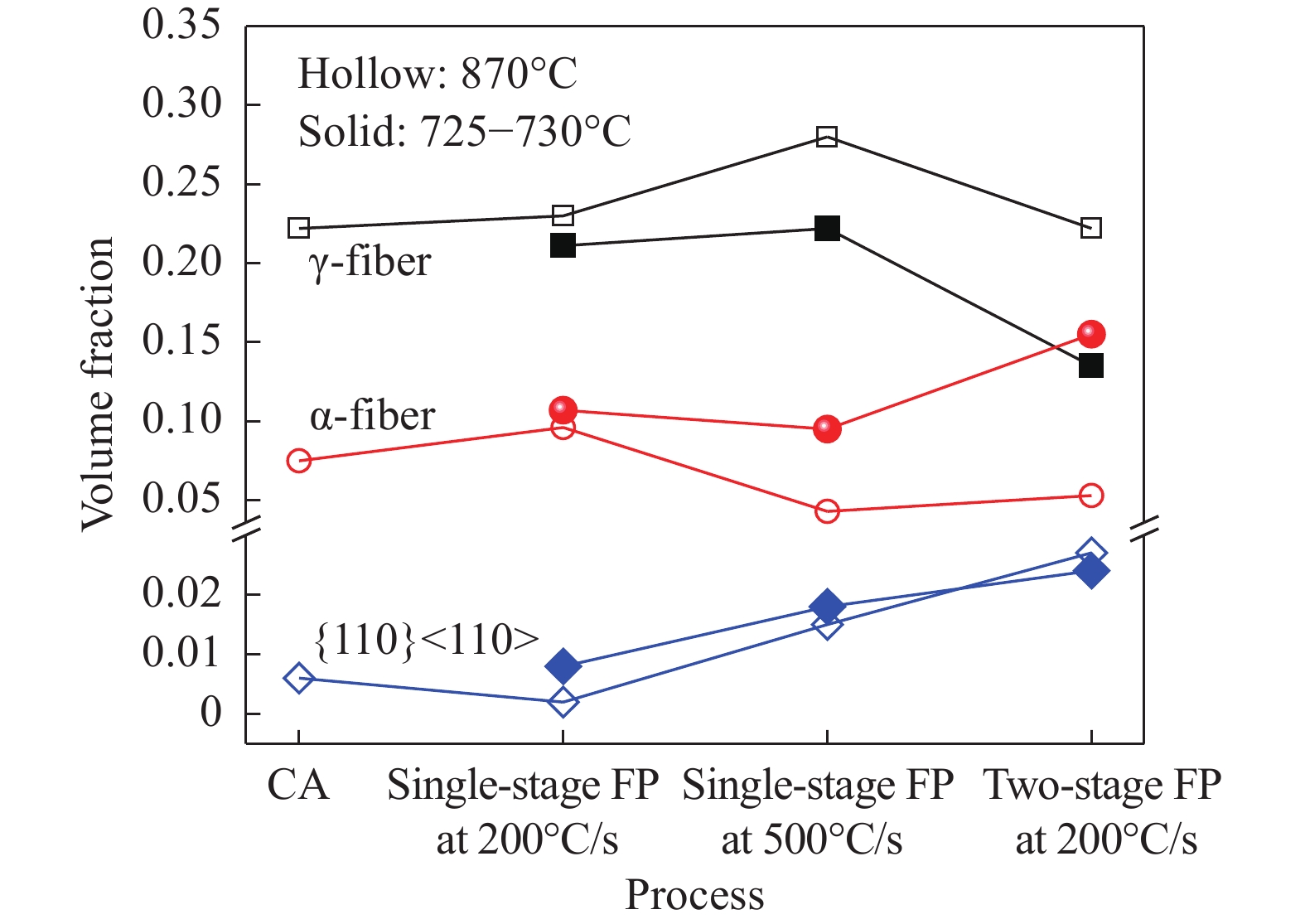
Flash processing (FP) has attracted considerable attention due to its high efficiency, economic advantages, and the extraordinary opportunity if offers to improve the mechanical properties of steel. In this study, we investigated the influences of FP on the recrystallization (REX) behavior and mechanical performance of cold-rolled IF steel. Using a thermomechanical simulator, we performed both single-stage FPs, at heating rates of 200°C/s and 500°C/s, and two-stage FP, with an initial preheating to 400°C at a rate of 5°C/s and then to peak temperatures at a rate of 200°C/s. In comparison to continuous annealing (CA), single-stage FP can effectively refine the recrystallized grain sizes and produce a similar or even sharper γ (ND (normal direction)//{111}) texture component. In particular, the heating rate of 500°C/s led to an increase in the yield strength of about 23.2% and a similar ductility. In contrast, the two-stage FP resulted in a higher REX temperature as well as a certain grain refinement due to the stored strain energy, i.e., the driving force of REX, which was largely consumed during preheating. Furthermore, both stronger {110}<110>and weaker γ texture components appeared in the two-stage FP and were believed to be responsible for the early necking and deterioration in ductility.

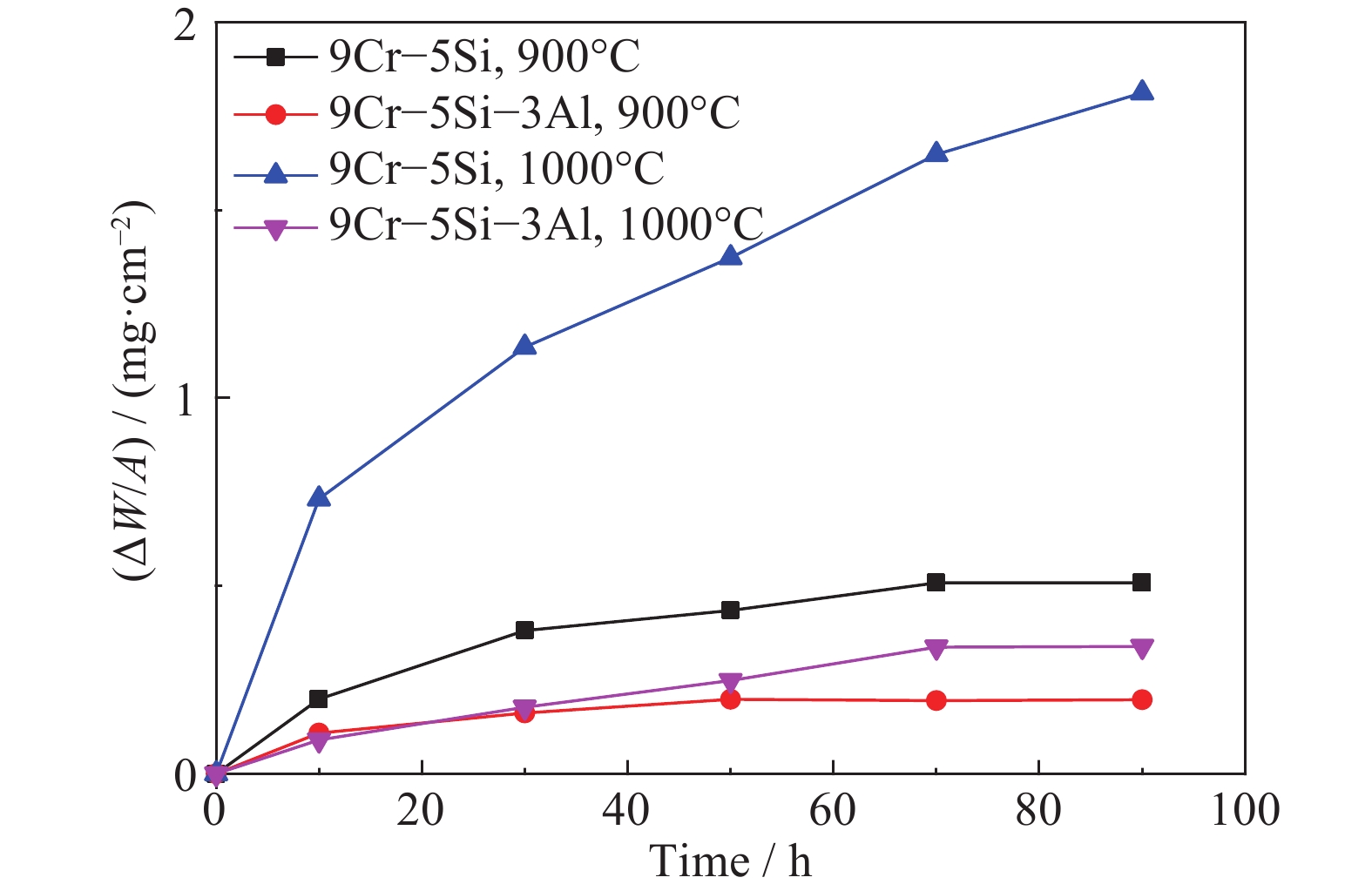
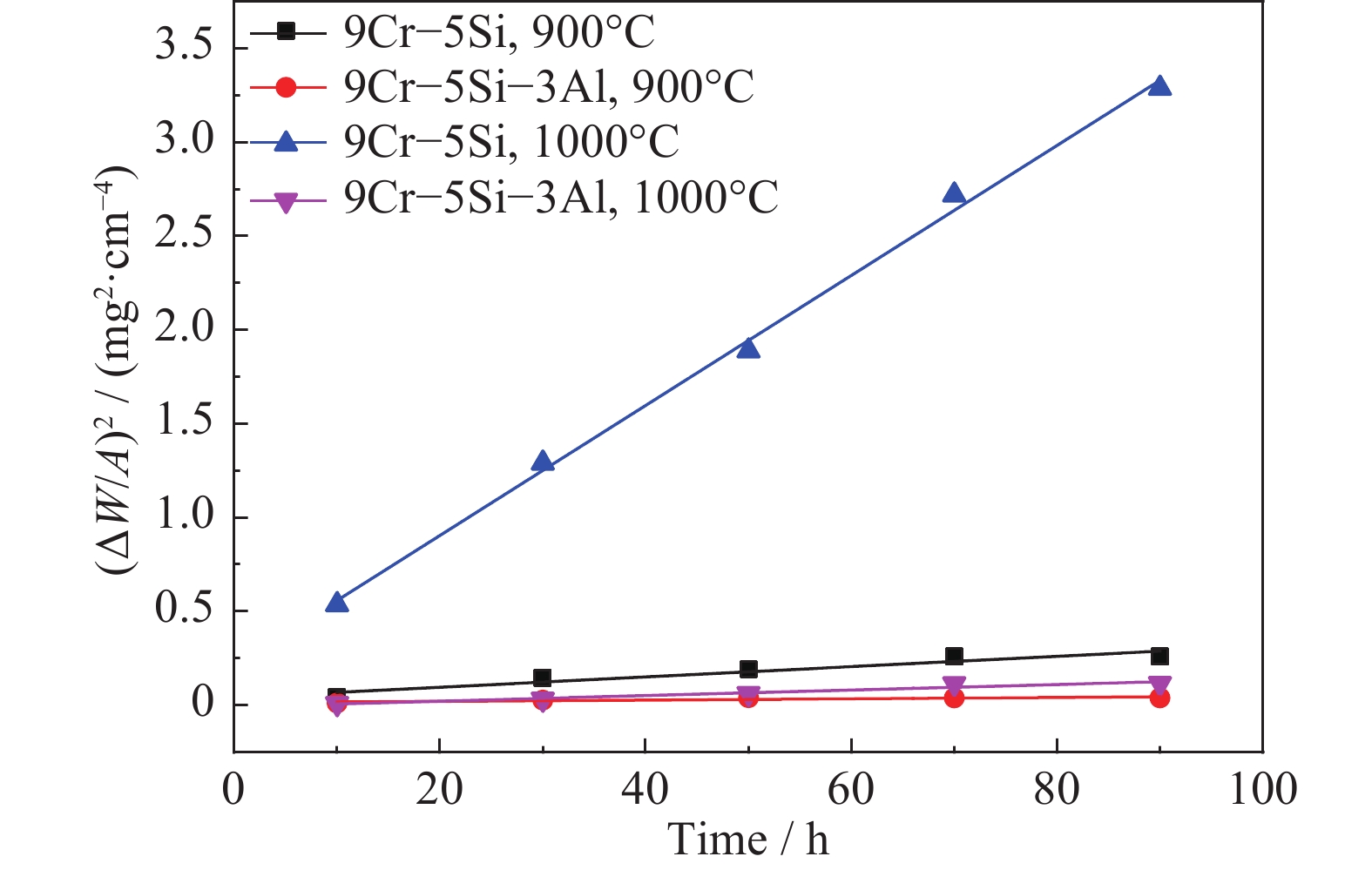
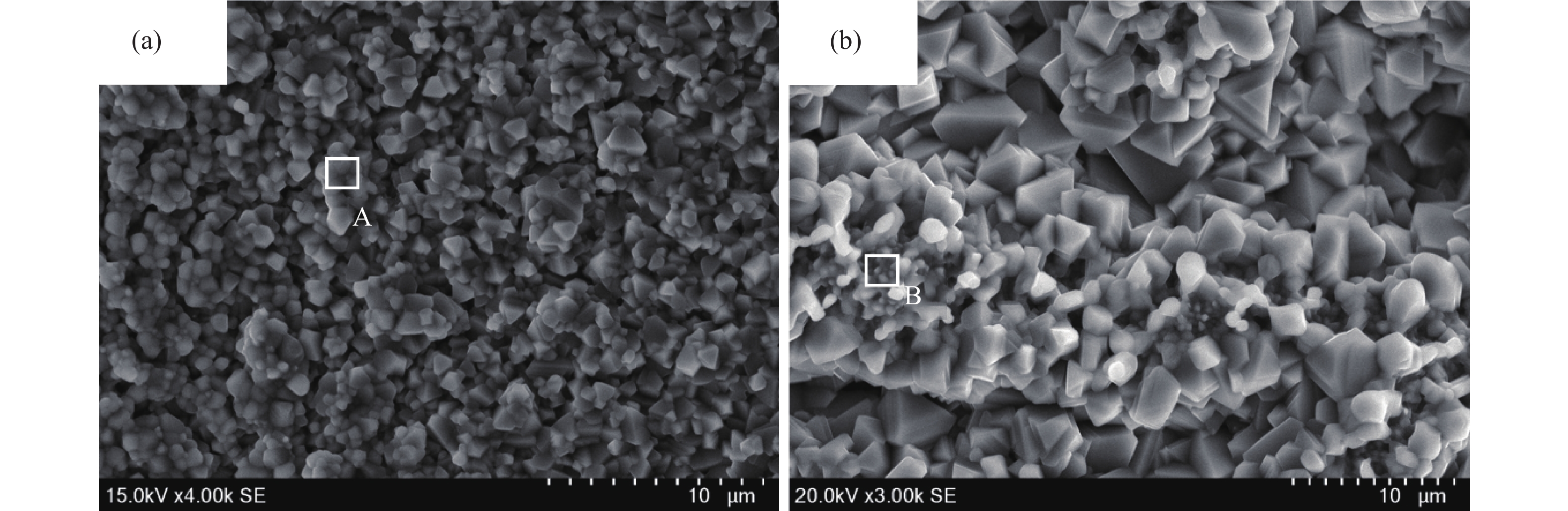
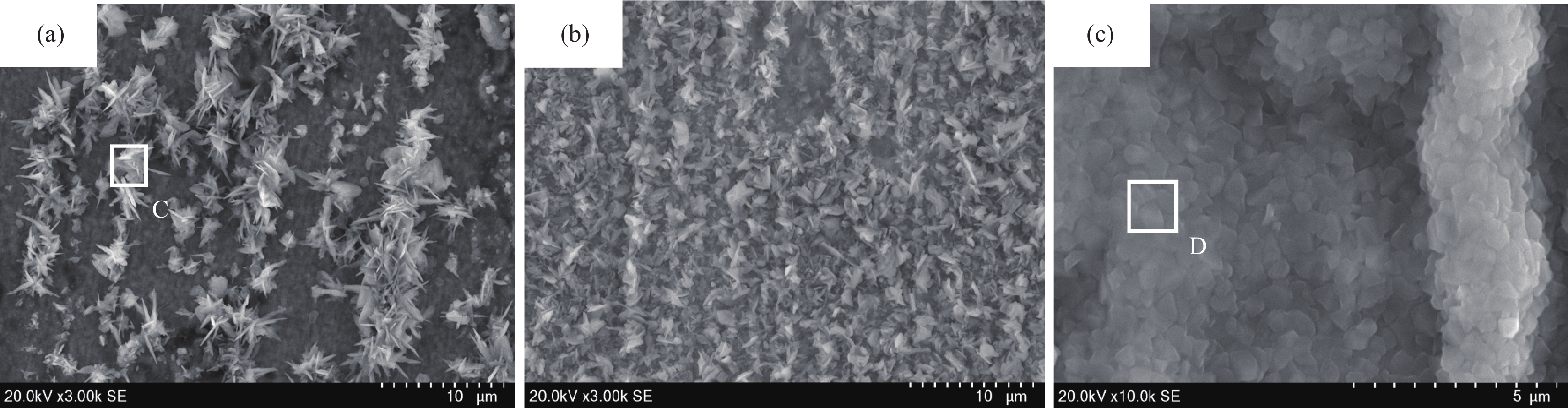
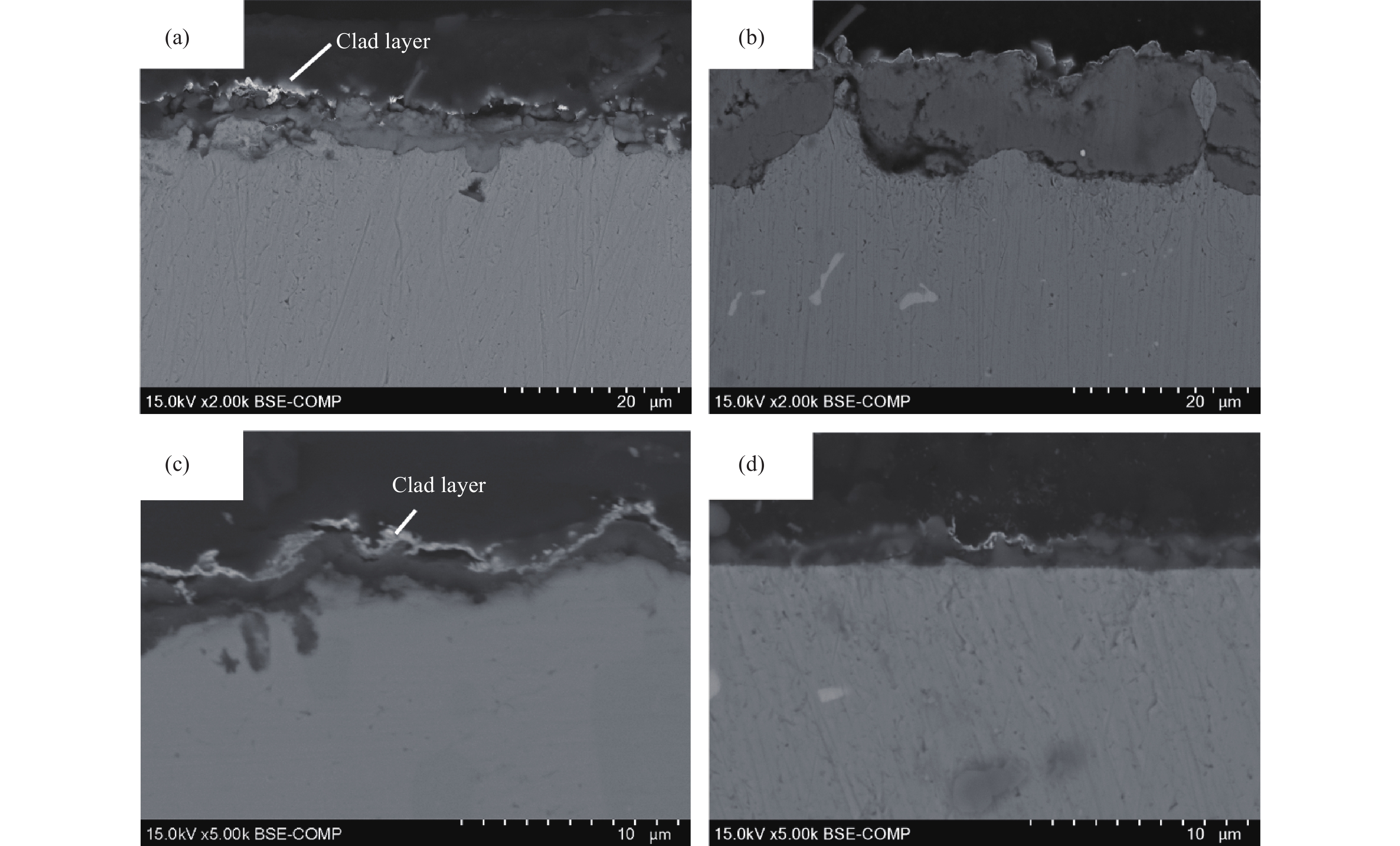
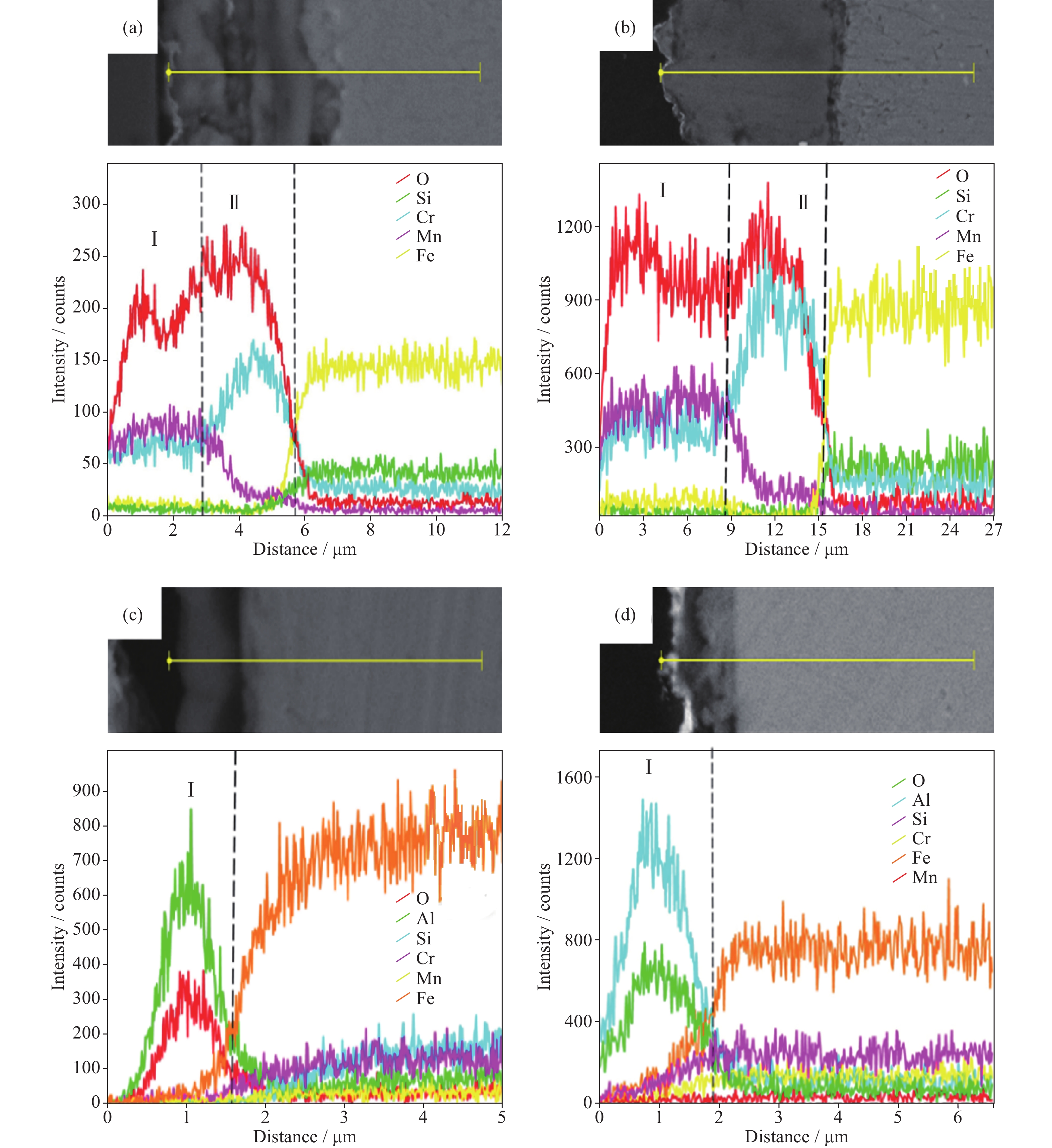
To improve the oxidation properties of ferritic heat-resistant steels, an Al-bearing 9Cr‒5Si‒3Al ferritic heat-resistant steel was designed. We then conducted cyclic oxidation tests to investigate the high-temperature oxidation behavior of 9Cr‒5Si and 9Cr‒5Si‒3Al ferritic heat-resistant steels at 900 and 1000°C. The characteristics of the oxide layer were analyzed by X-ray diffraction, scanning electron microscopy, and energy dispersive spectroscopy. The results show that the oxidation kinetics curves of the two tested steels follow the parabolic law, with the parabolic rate constant kp of 9Cr‒5Si‒3Al steel being much lower than that of 9Cr‒5Si steel at both 900 and 1000°C. The oxide film on the surface of the 9Cr‒5Si alloy exhibits Cr2MnO4 and Cr2O3 phases in the outer layer after oxidation at 900 and 1000°C. However, at oxidation temperatures of 900 and 1000°C, the oxide film of the 9Cr‒5Si‒3Al alloy consists only of Al2O3 and its oxide layer is thinner than that of the 9Cr‒5Si alloy. These results indicate that the addition of Al to the 9Cr‒5Si steel can improve its high-temperature oxidation resistance, which can be attributed to the formation of a continuous and compact Al2O3 film on the surface of the steel.

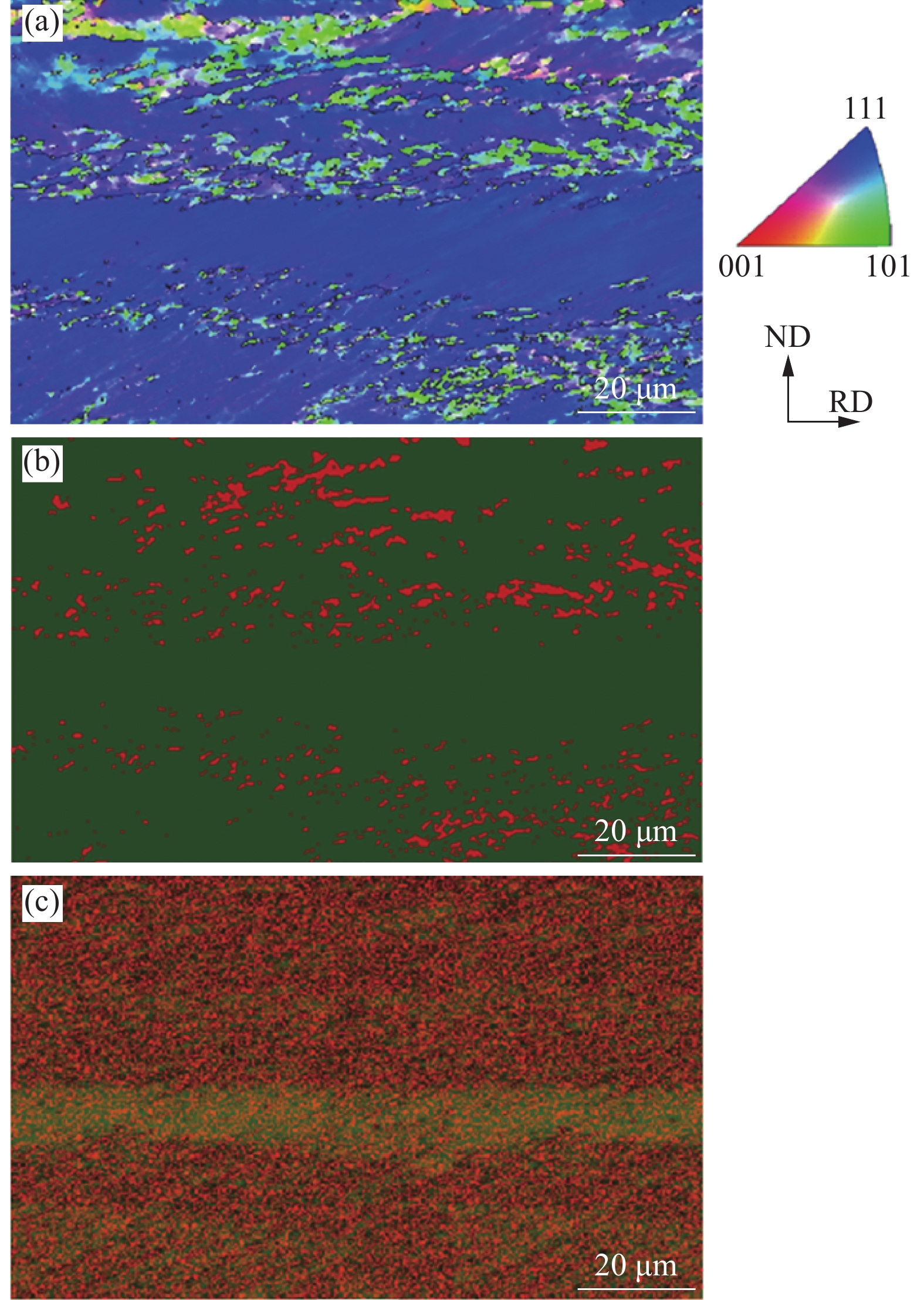
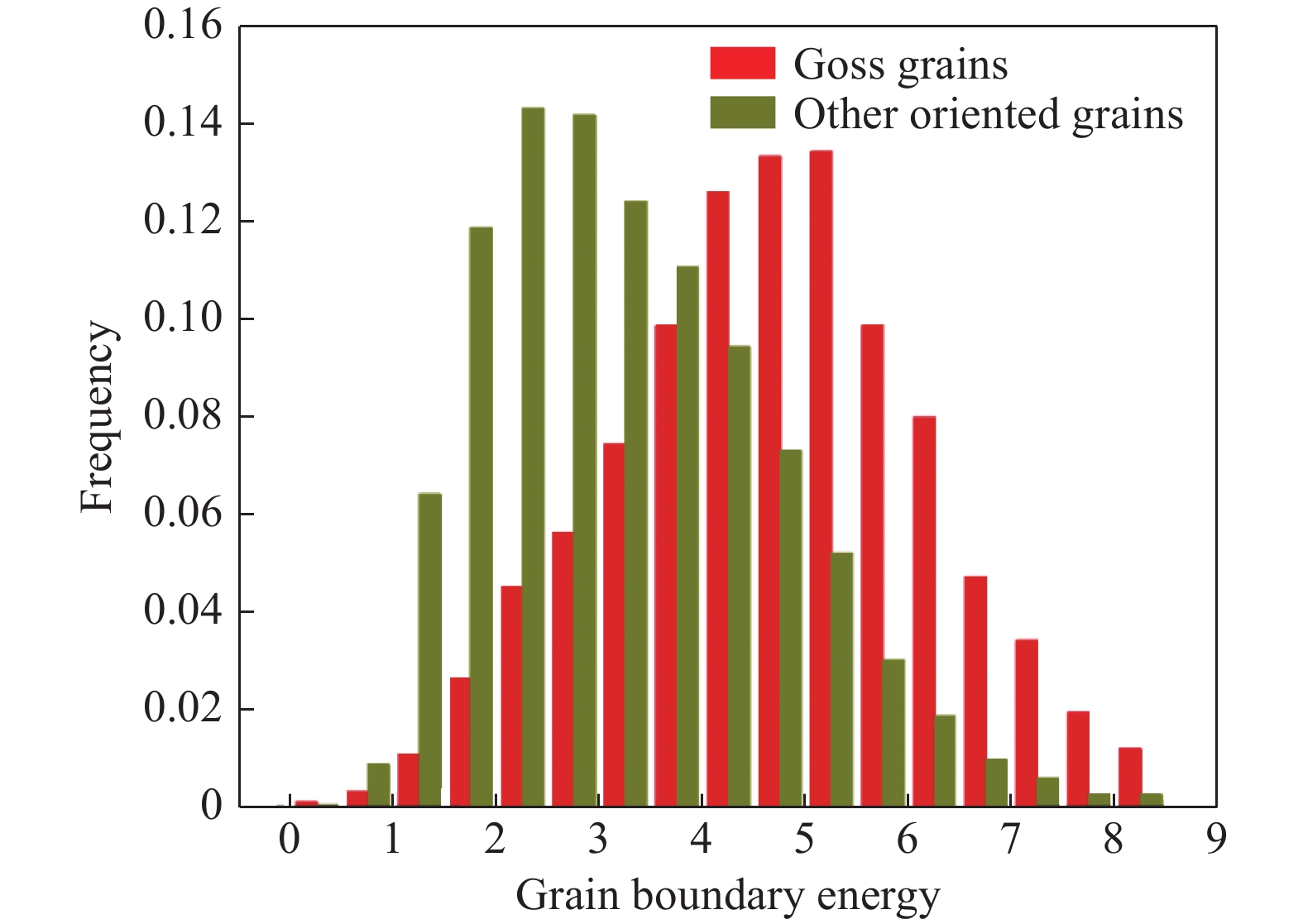
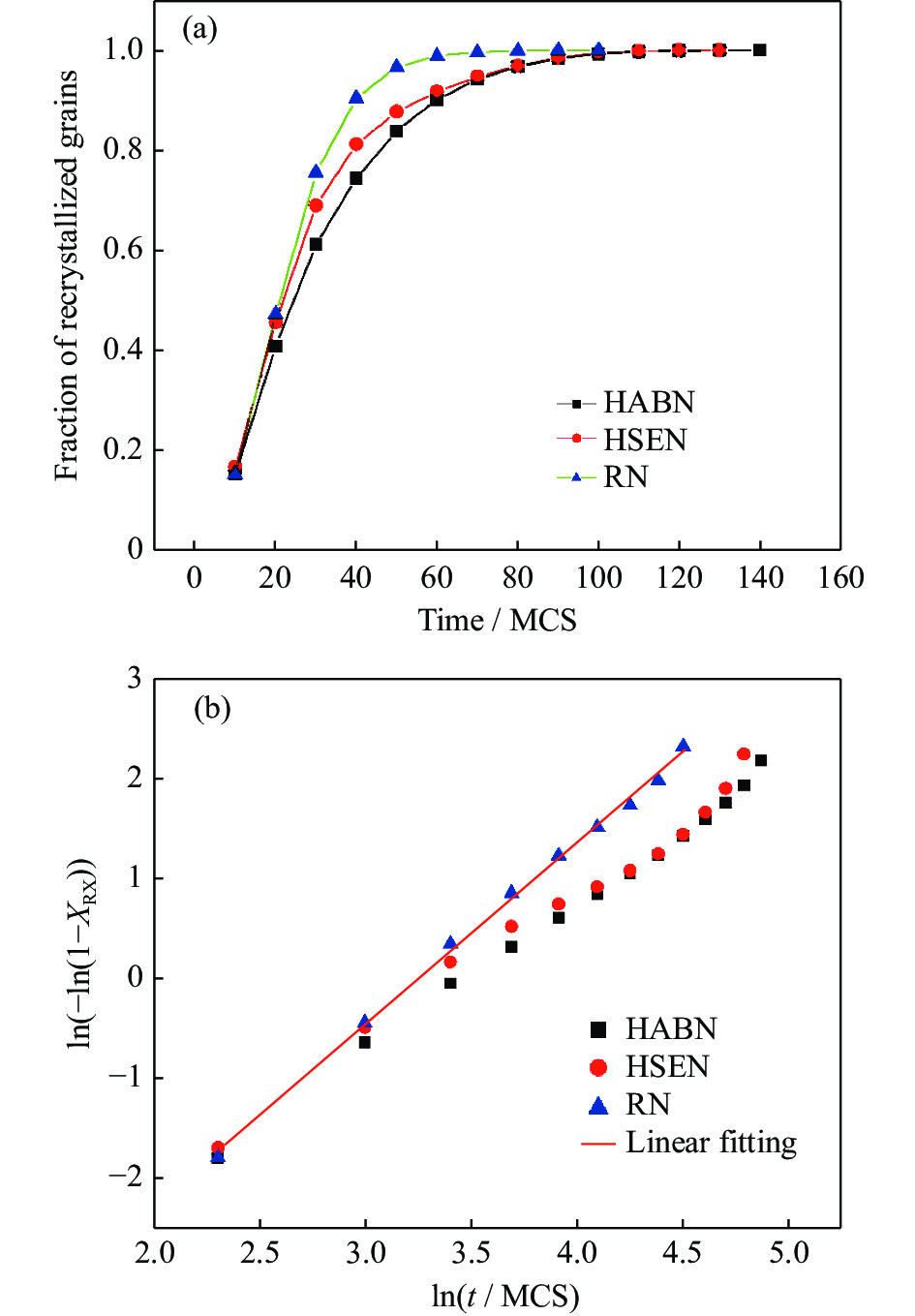
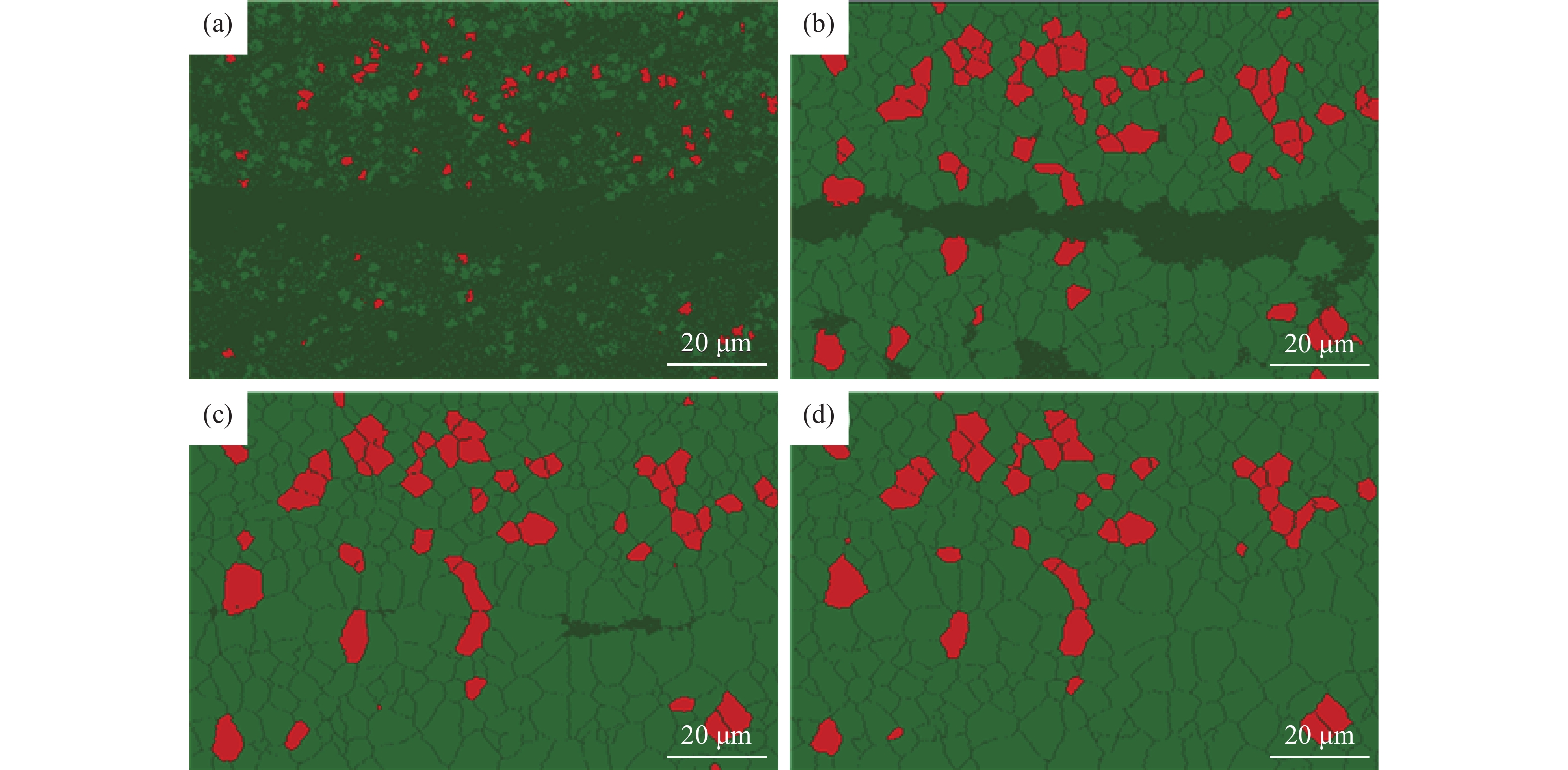
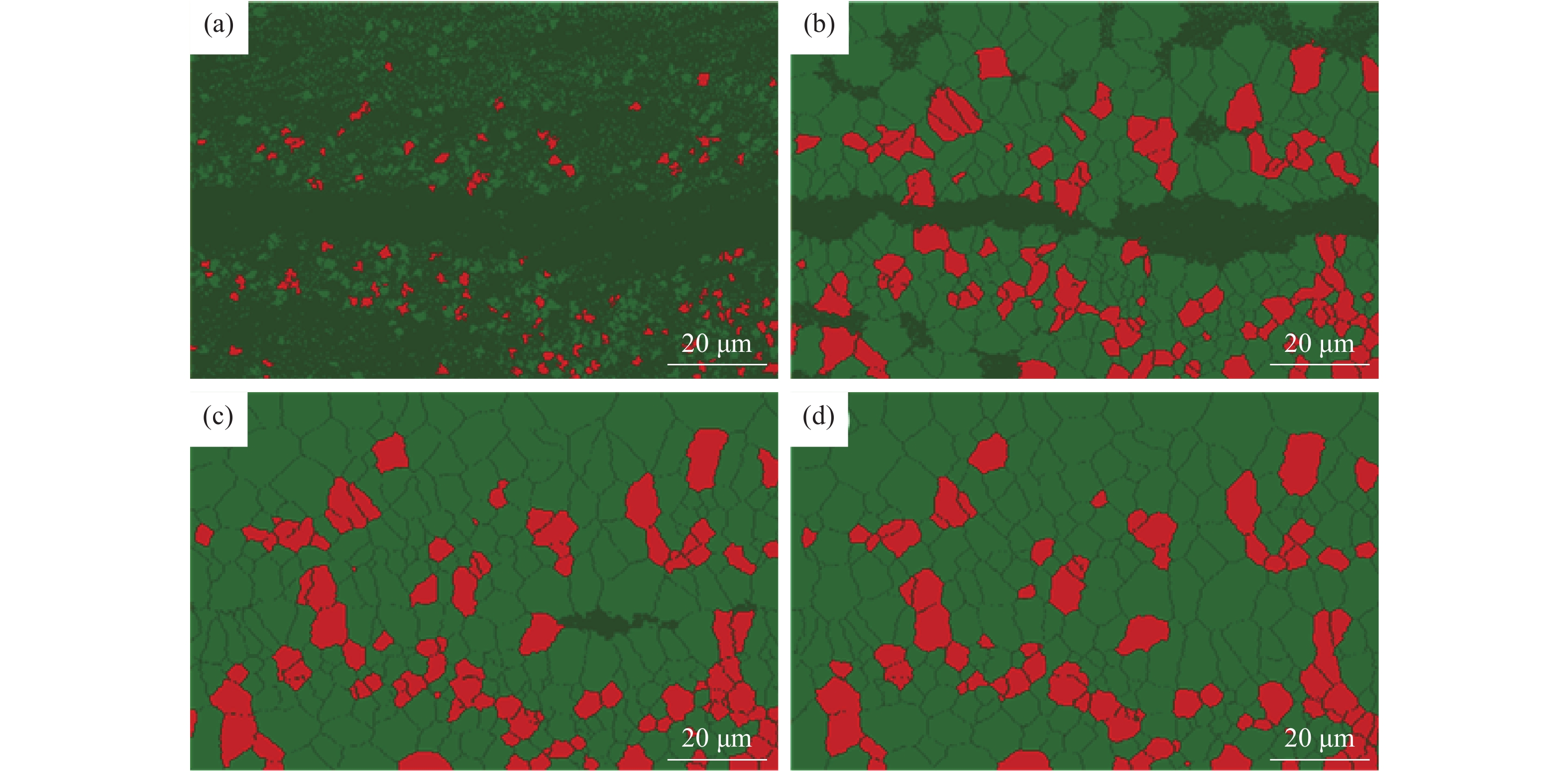
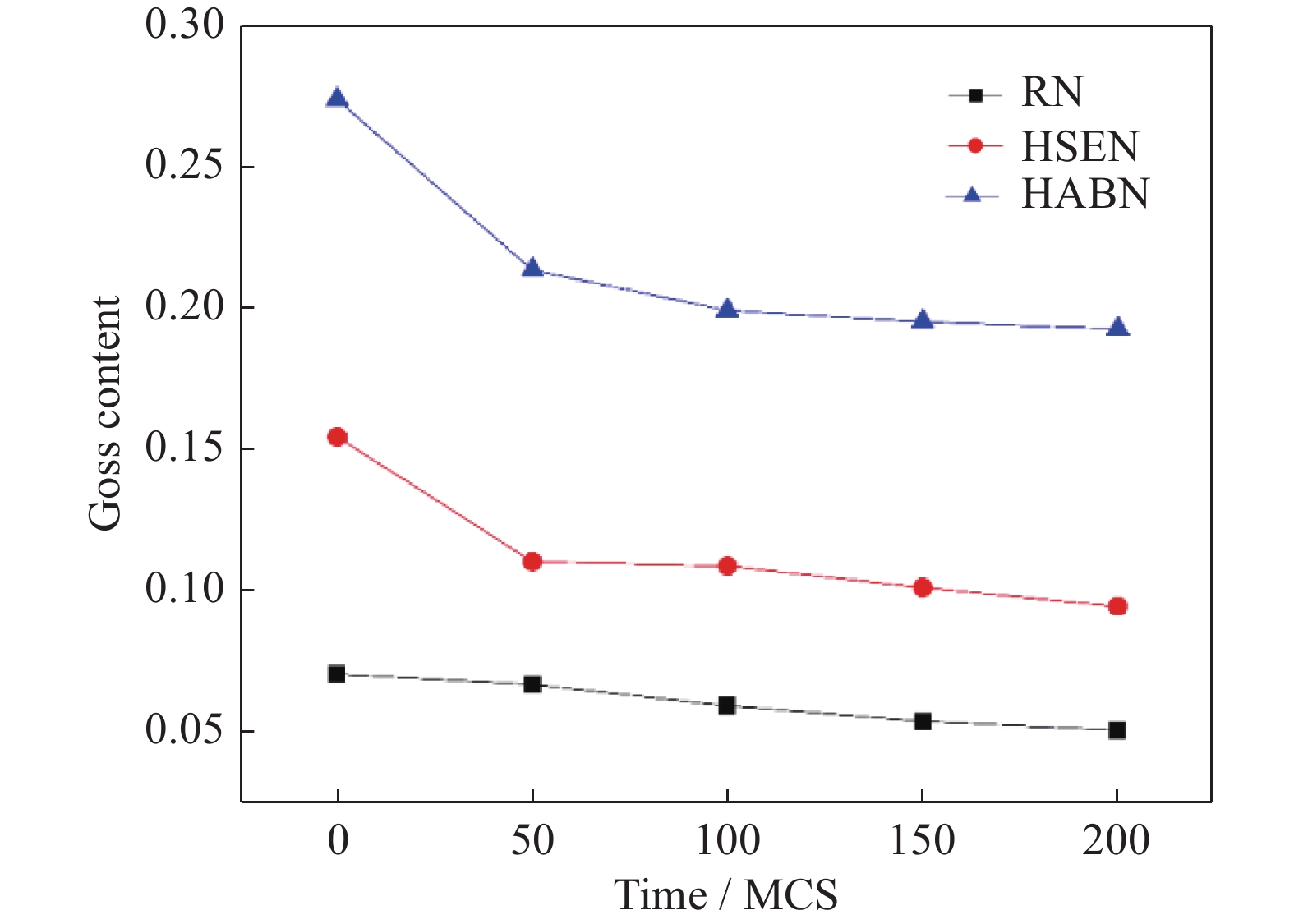
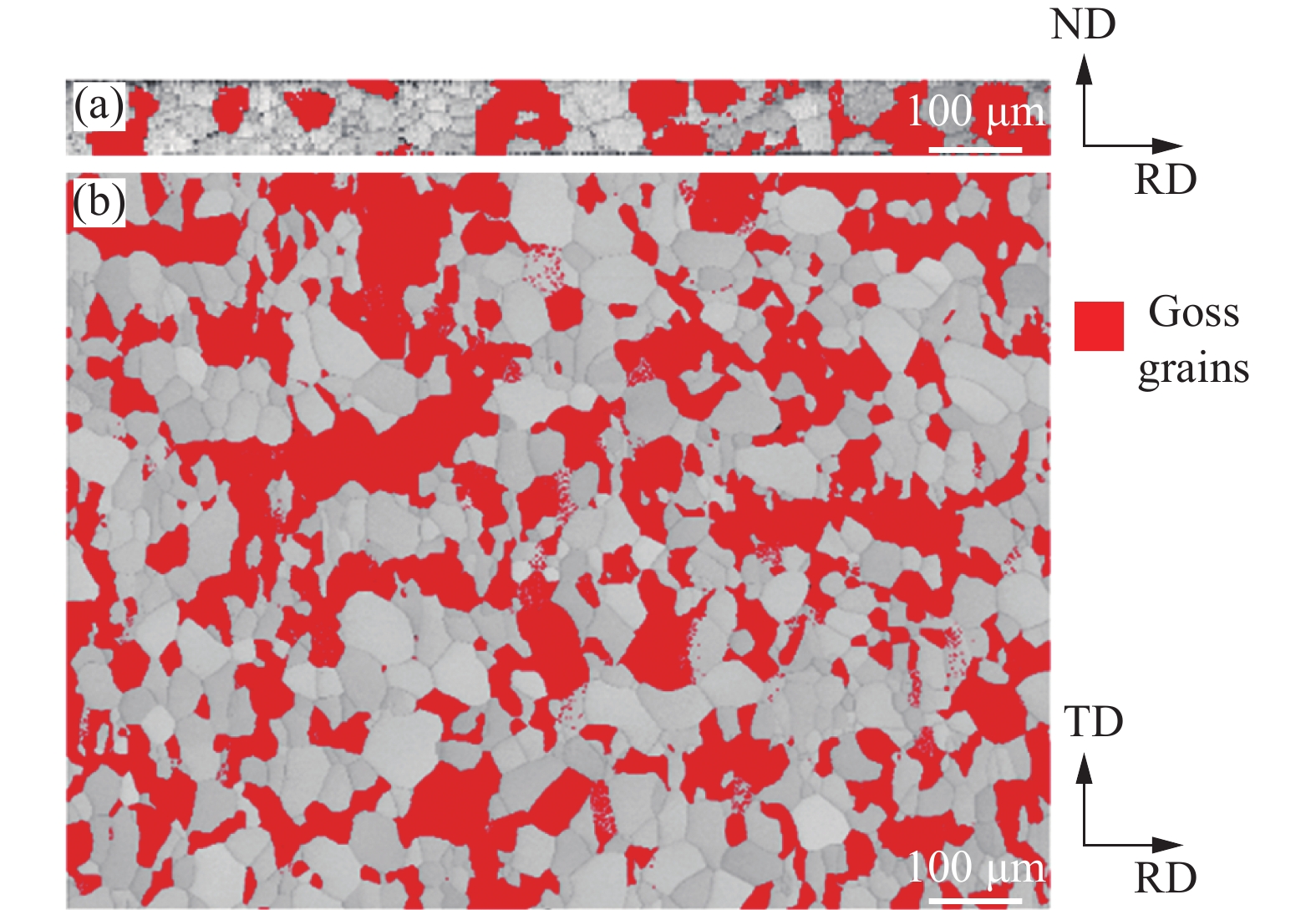
A Monte Carlo Potts model was developed to simulate the recrystallization process of a cold-rolled ultra-thin grain-oriented silicon steel. The orientation and image quality data from electron backscatter diffraction measurements were used as input information for simulation. Three types of nucleation mechanisms, namely, random nucleation, high-stored-energy site nucleation (HSEN), and high-angle boundary nucleation (HABN), were considered for simulation. In particular, the nucleation and growth behaviors of Goss-oriented ({011}<100>) grains were investigated. Results showed that Goss grains had a nucleation advantage in HSEN and HABN. The amount of Goss grains was the highest according to HABN, and it matched the experimental measurement. However, Goss grains lacked a size advantage across all mechanisms during the recrystallization process.


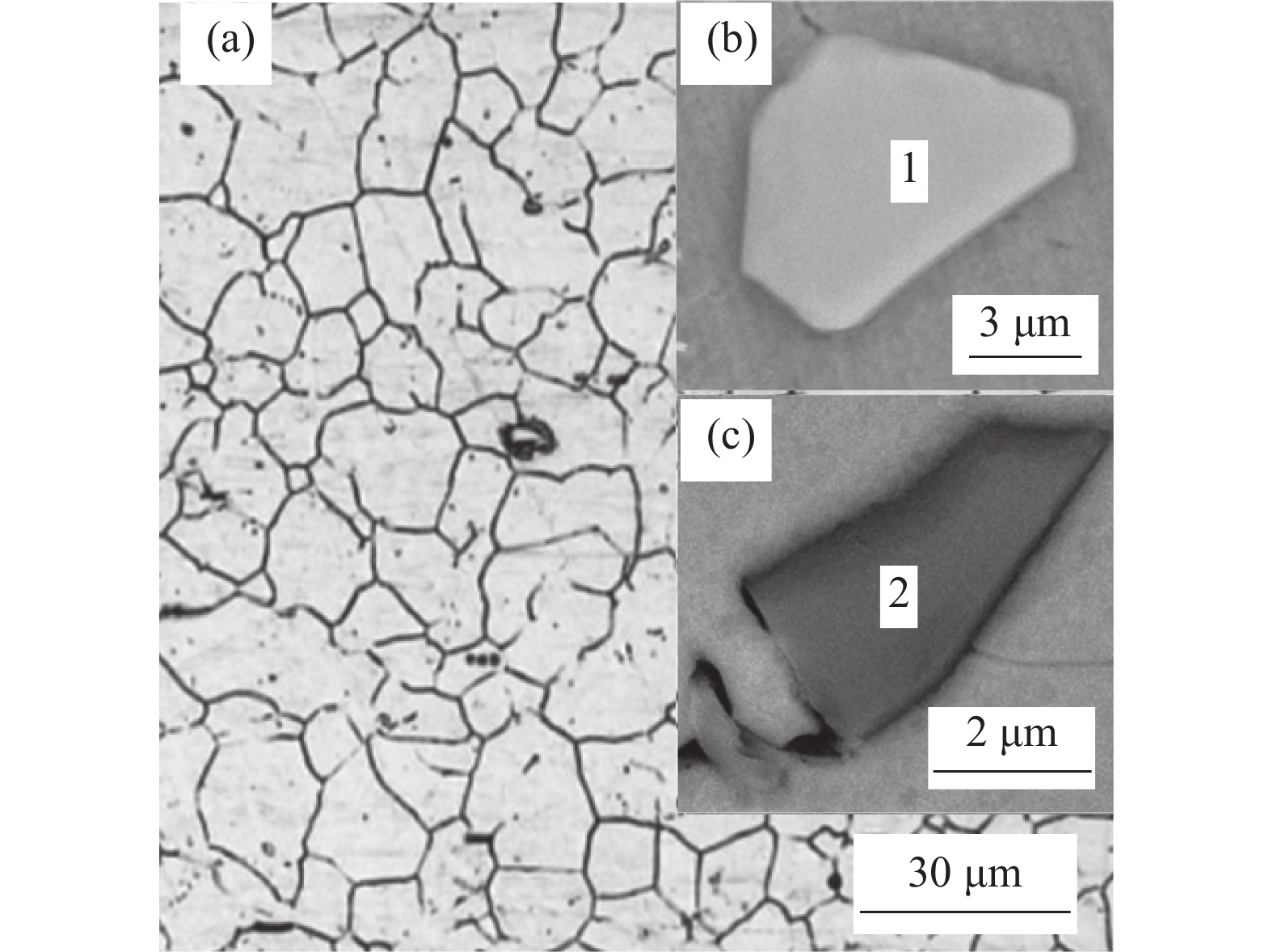
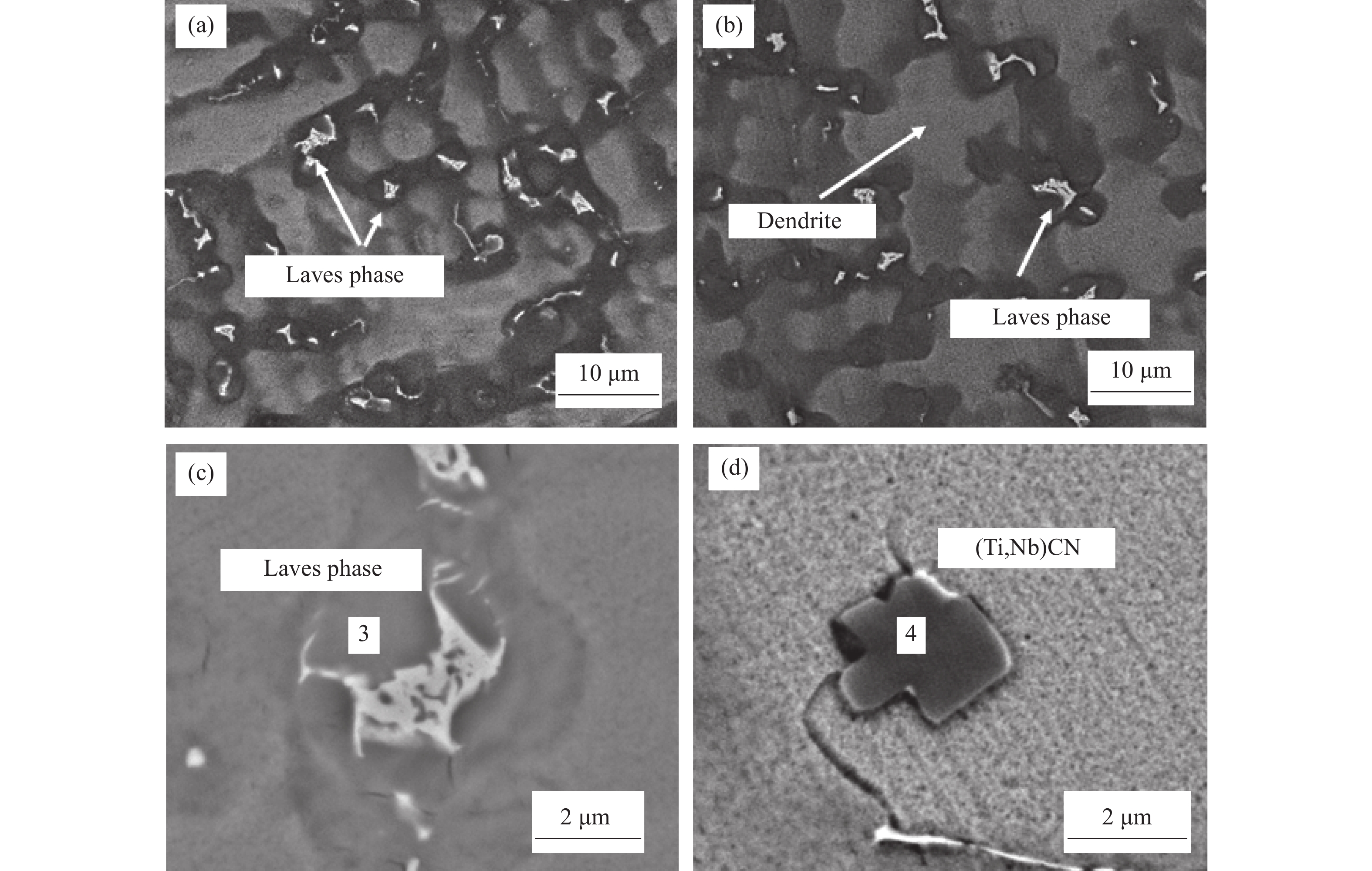
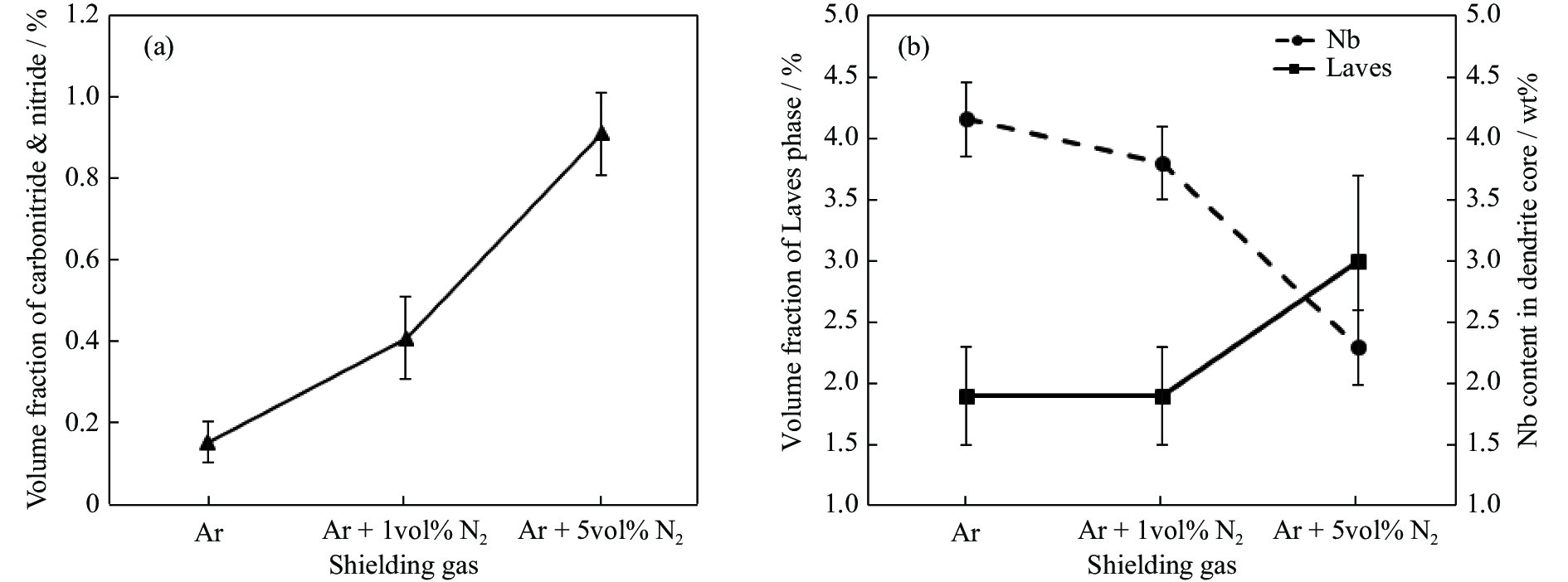
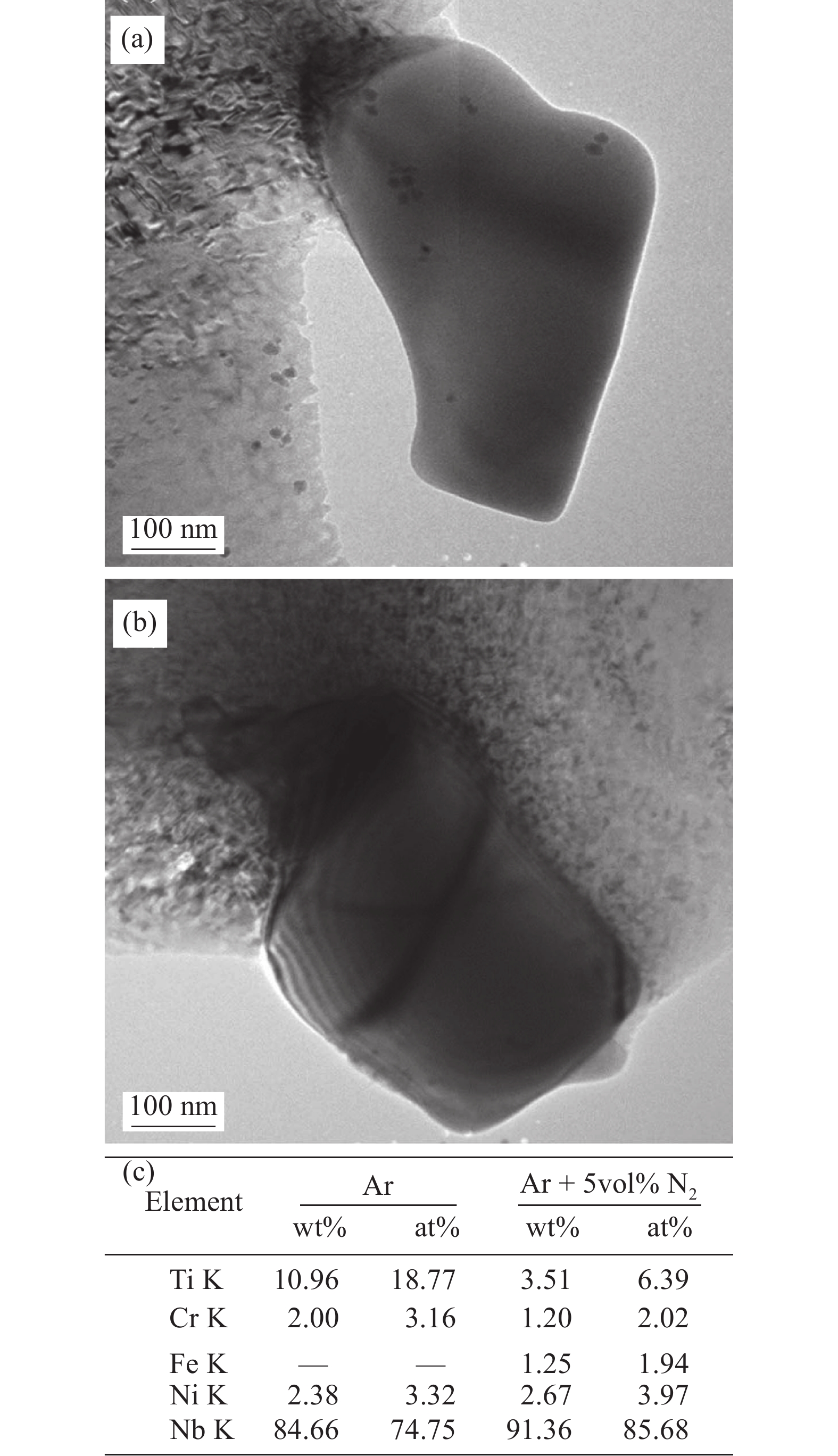
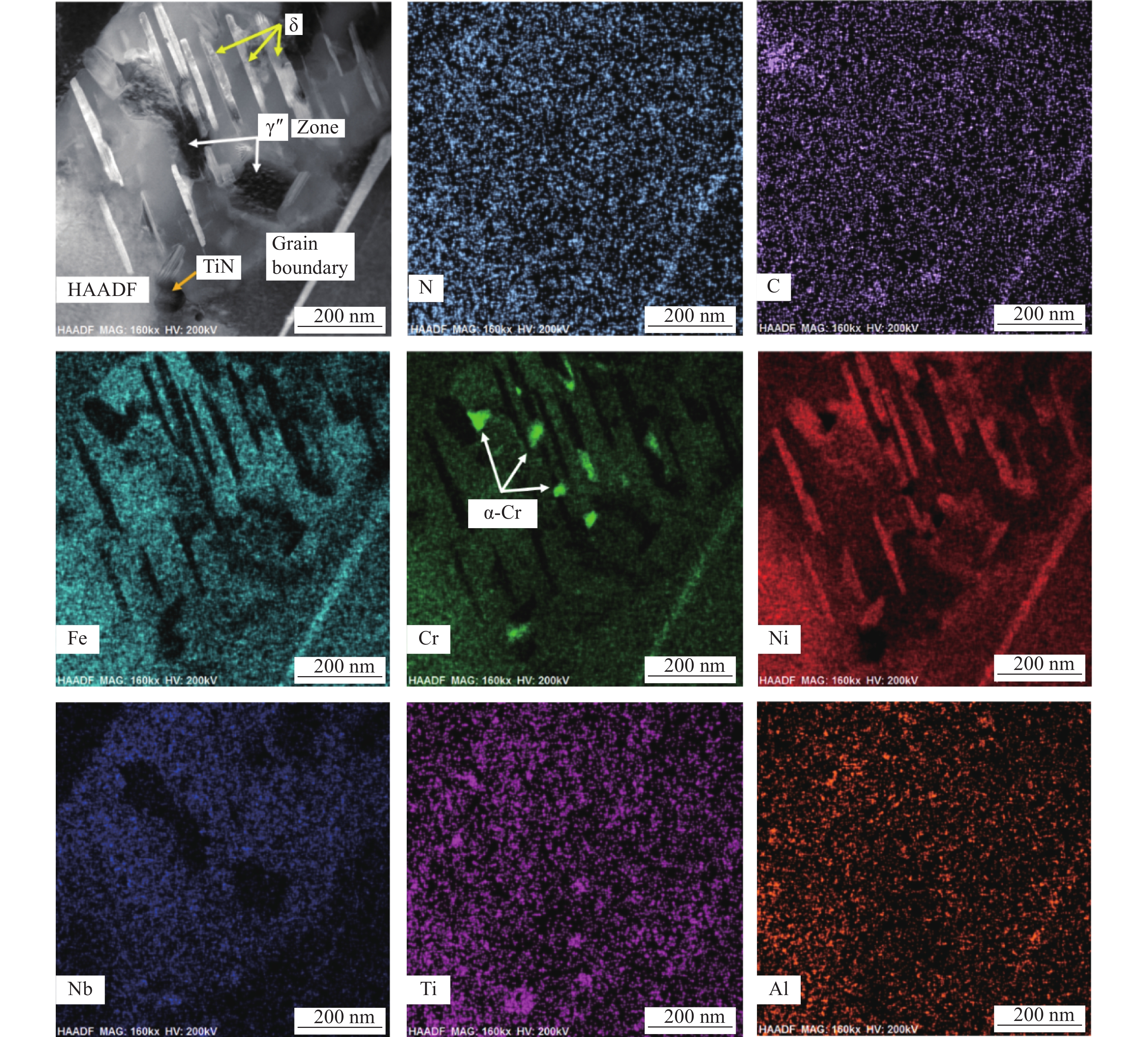
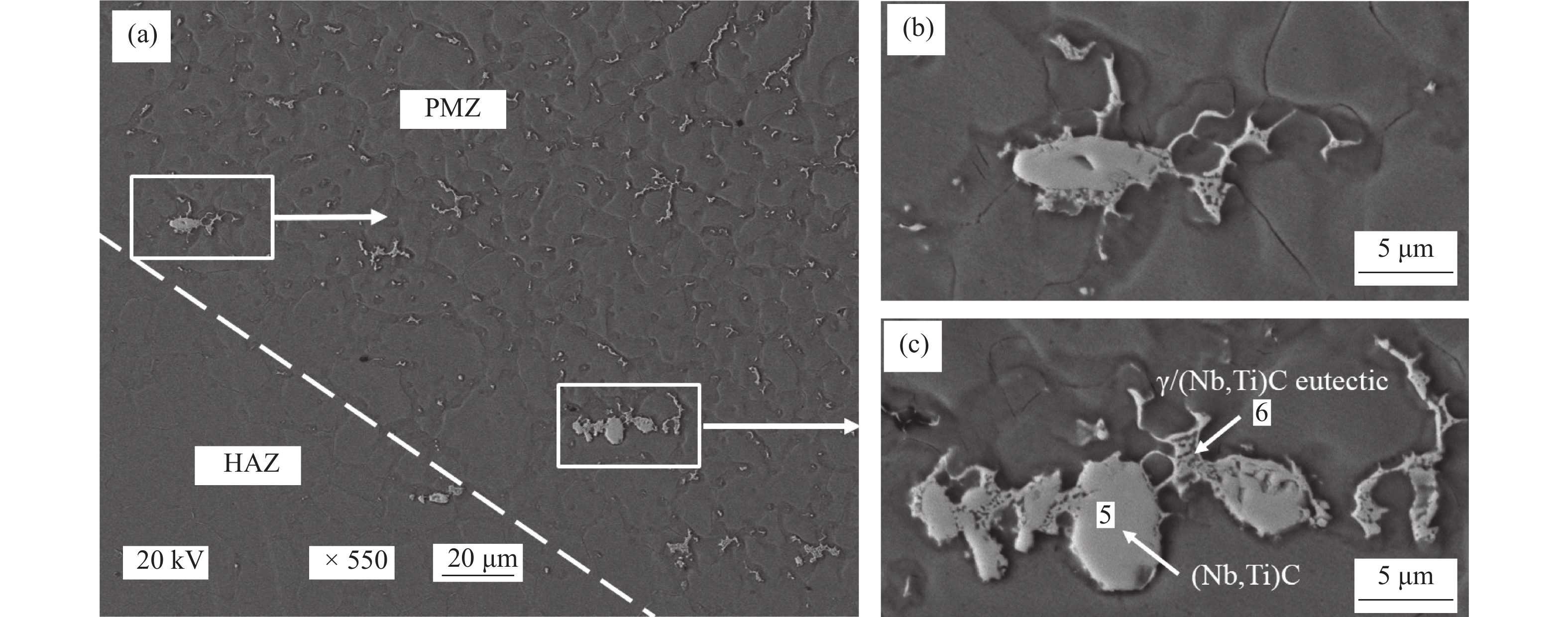
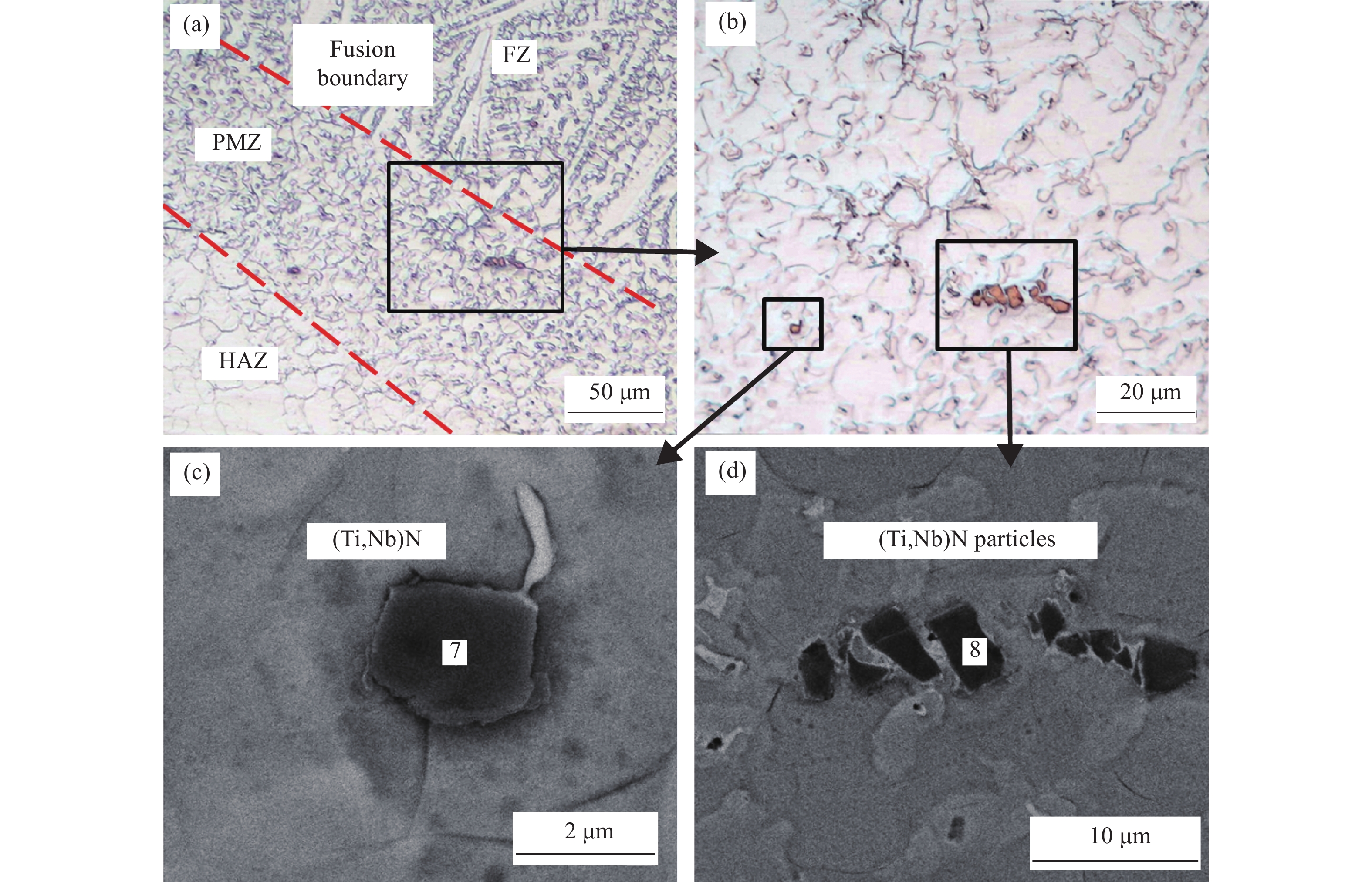
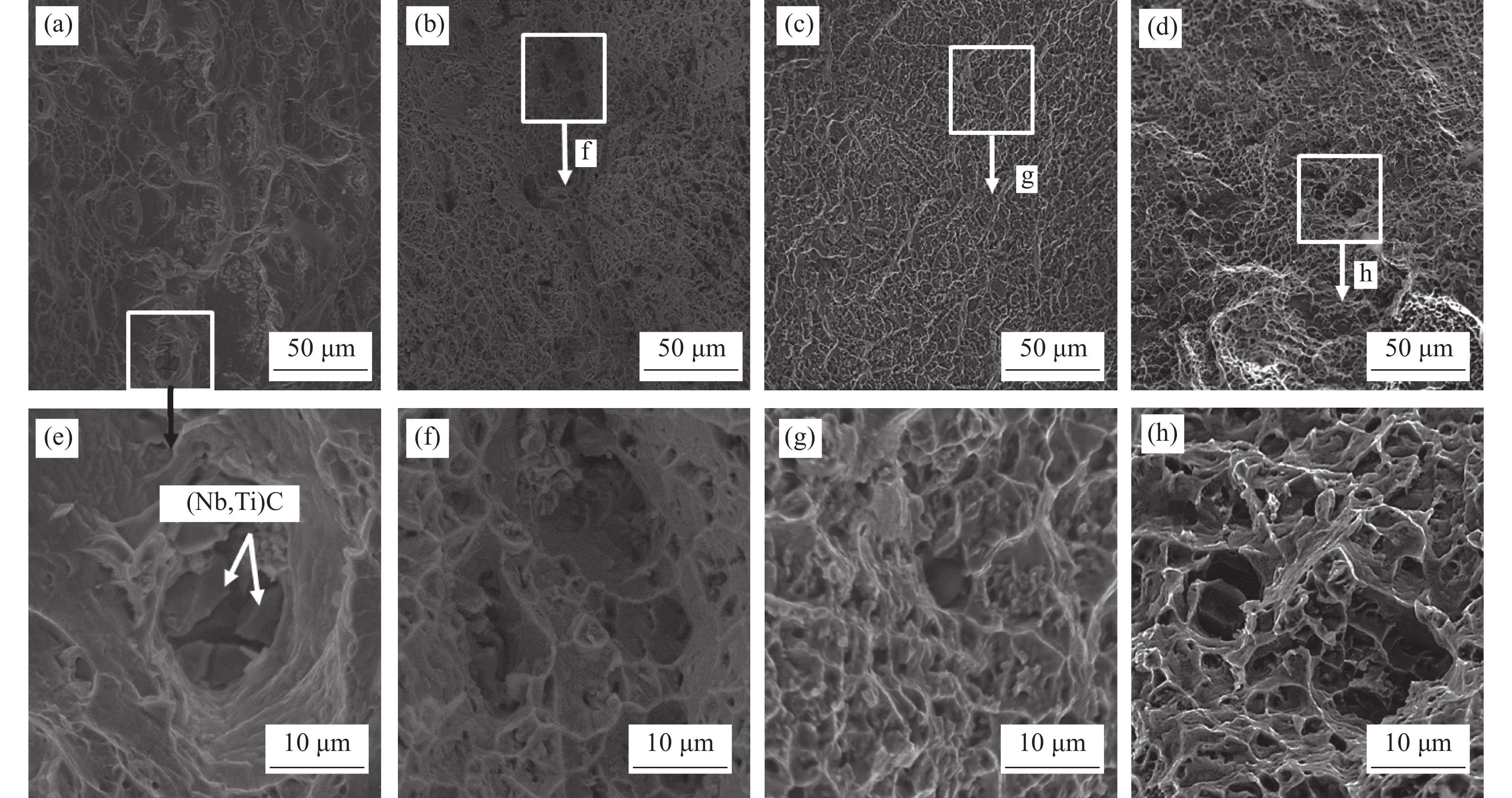
The influence of nitrogen content on the precipitation of secondary phases and the tensile strength of Alloy 718 during gas tungsten arc welding was investigated. Various types of precipitates were characterized using scanning electron microscopy and transmission electron microscopy. The results showed that in the fusion zone, the volume fraction of Nb-rich phases such as Laves, (Nb,Ti)C, and δ phases, as well as Ti-rich phases such as (Ti,Nb)CN and (Ti,Nb)N, increased with increase in the nitrogen content due to the microsegregation of Nb and Ti within interdendritic areas. Nitrogen was also found to decrease the size of γ′′ particles within γ dendrites. For precipitates in the partially melted zone, constitutional liquation was observed for both (Nb,Ti)C and (Ti,Nb)N particles. Based on the results of tensile tests, the weld containing 0.015wt% nitrogen exhibited the highest ultimate tensile strength (UTS), whereas more addition of nitrogen led to a decrease in both the UTS and yield strength due to the increased content of brittle Laves phases and decreased size of γ′′.

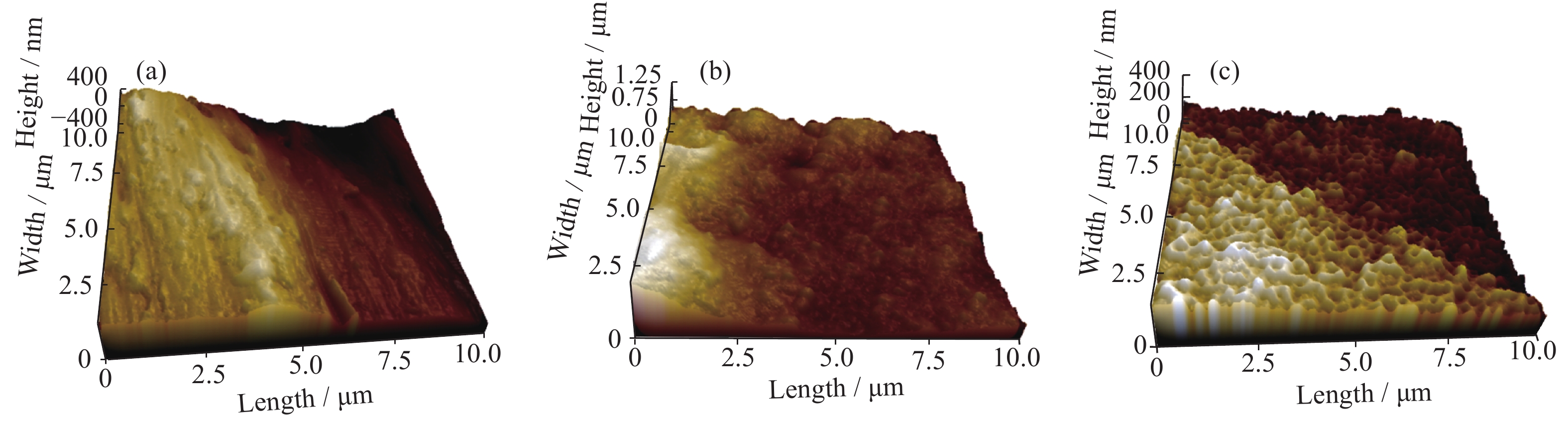
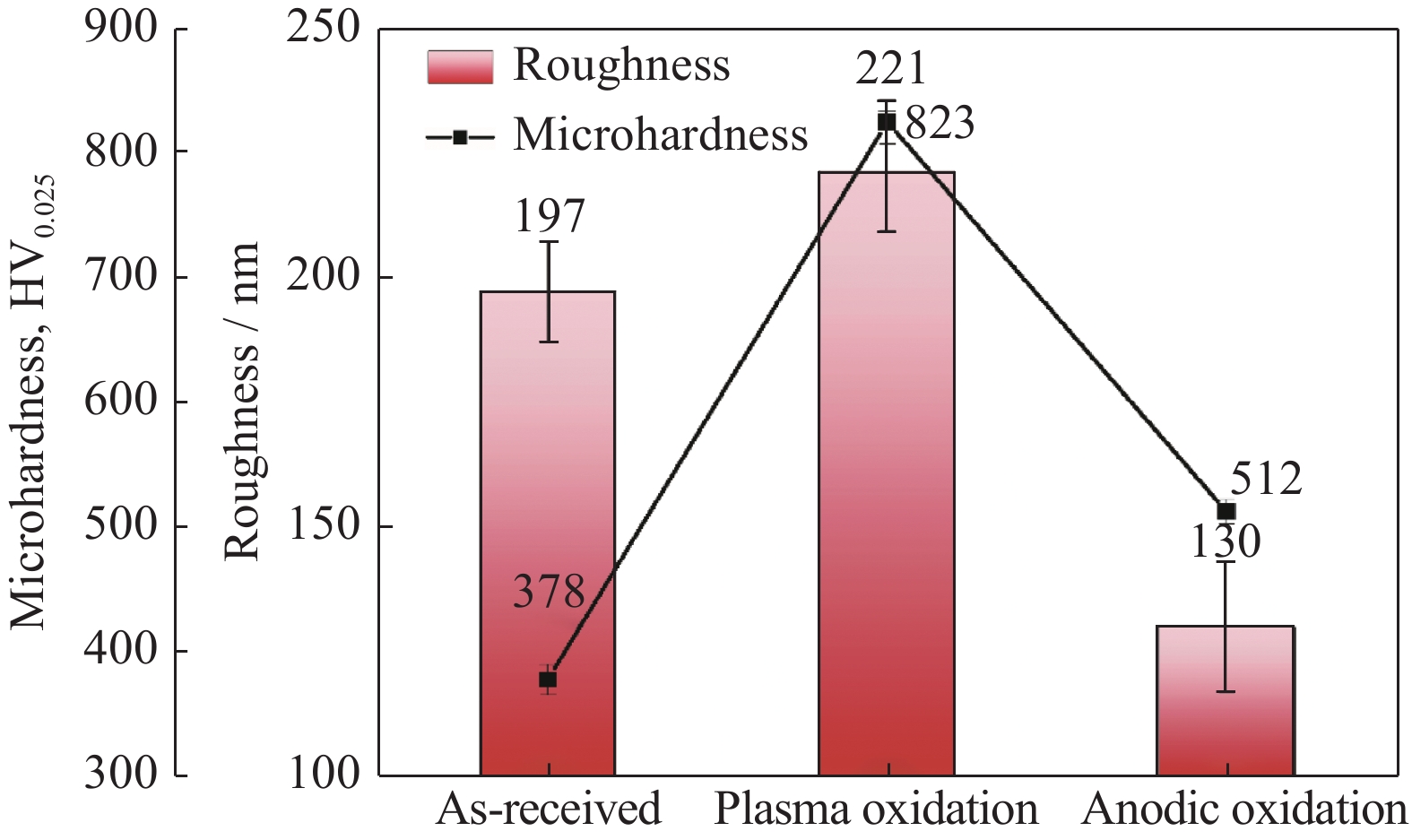
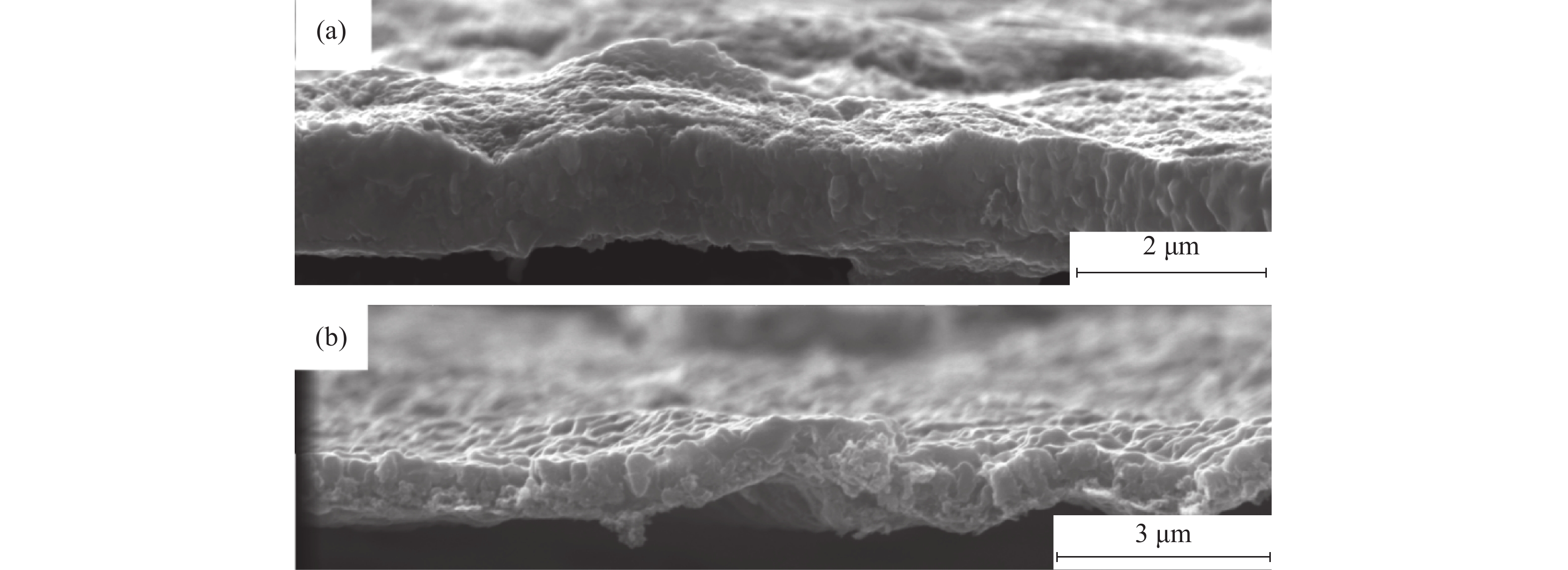
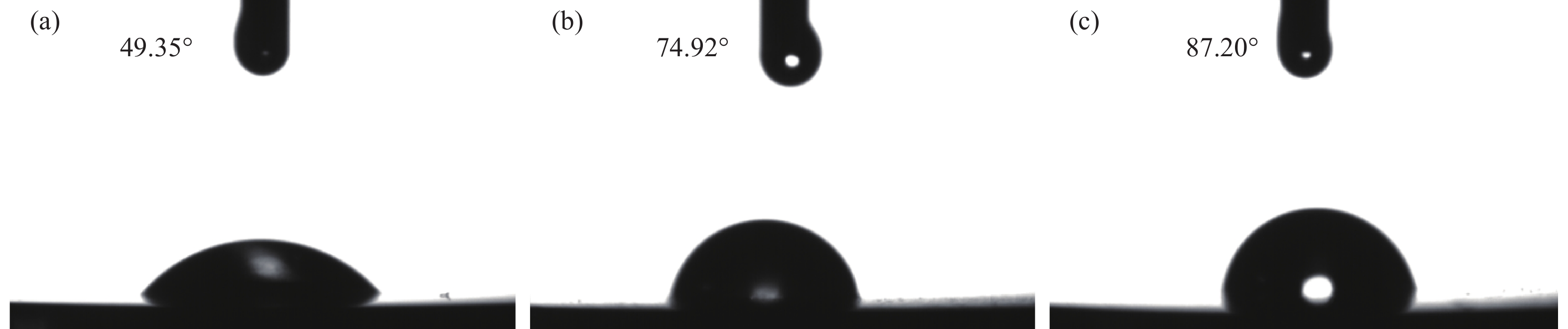
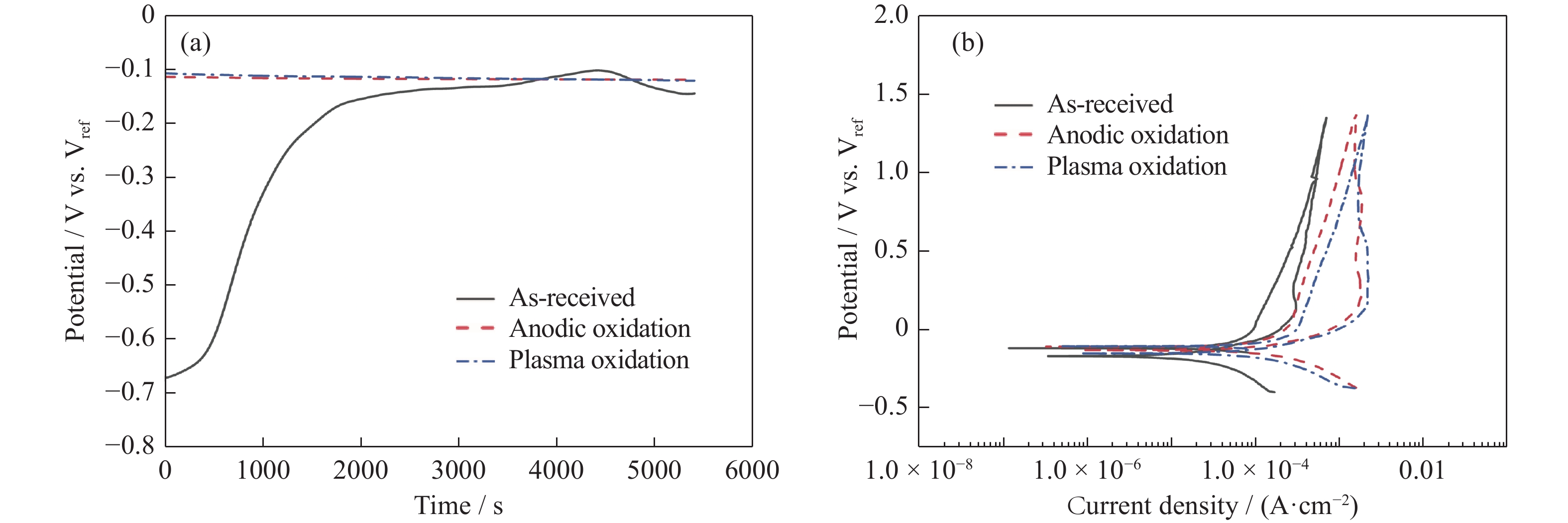
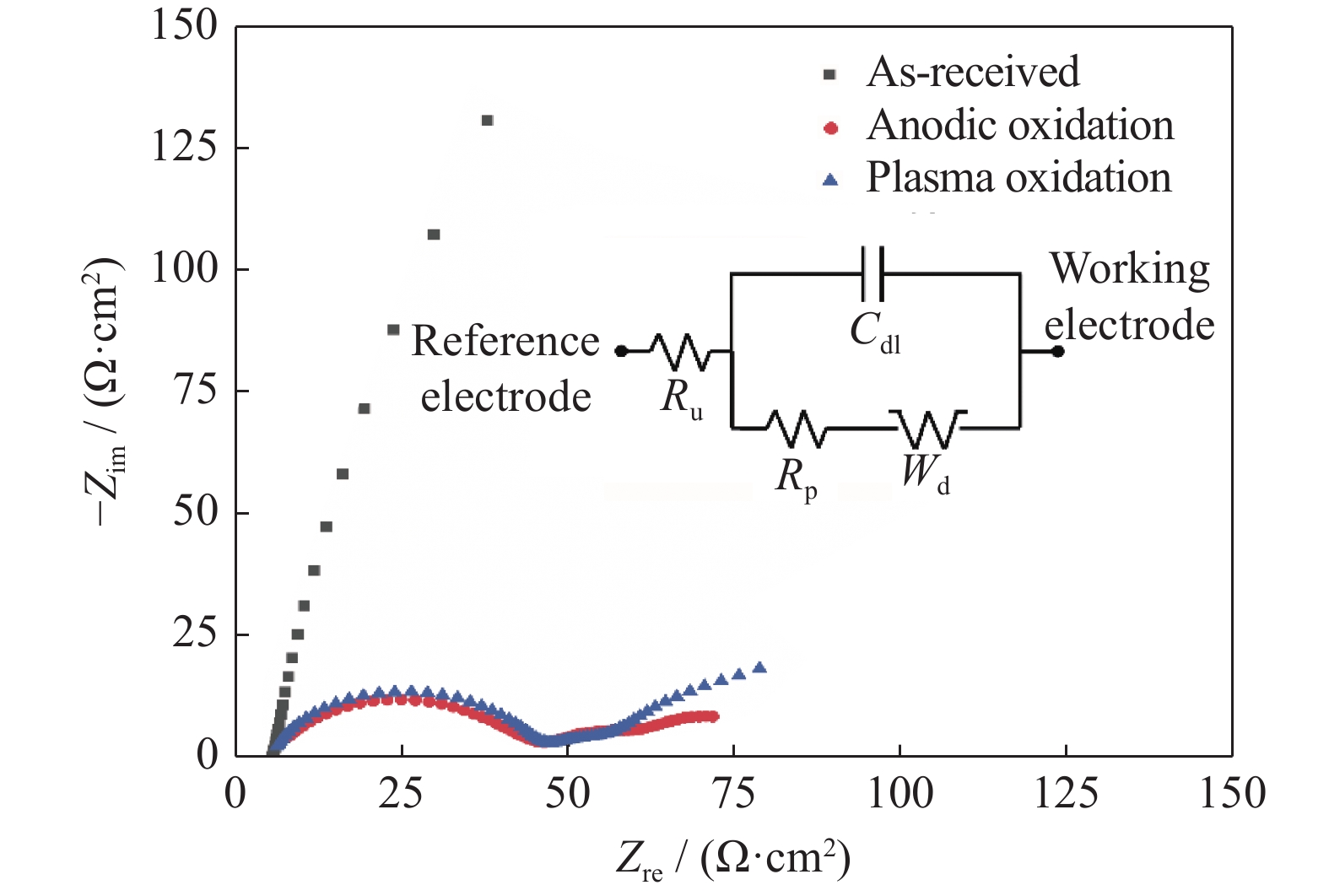
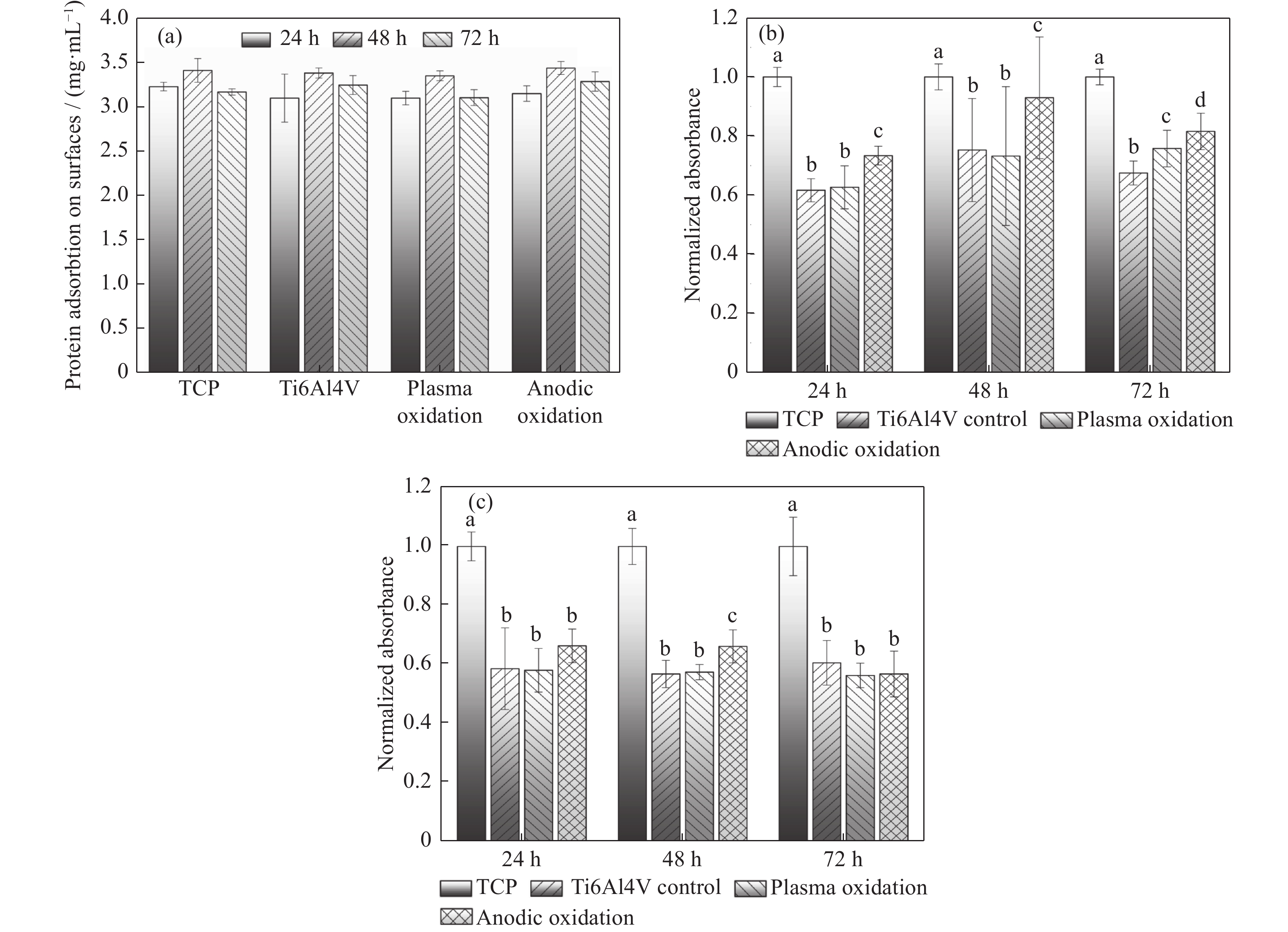
The hardness, wettability, and electrochemical properties of Ti6Al4V alloy surfaces treated with anodic oxidation and plasma oxidation as well as the viabilities of the different cell lines on the obtained surfaces were investigated. The anodic oxidation was performed for 10 min under 100 V potential, and it resulted in a 0.95 μm thick nanoporous anatase-TiO2 structure. On the other hand, plasma oxidation was carried out at 650°C for 1 h and resulted in a dense rutile-TiO2 structure with a thickness of 1.2 μm. While a hardness of HV0.025 823 and roughness of ~220 nm were obtained by plasma oxidation, those obtained by anodic oxidation were HV0.025 512 and ~130 nm, respectively. The anodic oxidation process created a more hydrophilic surface with a contact angle of 87.2°. Both oxidation processes produced similar properties in terms of corrosion behavior and showed better resistance than the as-received state in a certain range of potential. Moreover, the surface treatments led to no significant change in the protein adsorption levels, which indicates that the difference in viability between the osteoblast and fibroblast cells was not due to the difference in surface protein adsorption. Given all the factors, the surfaces obtained by anodic oxidation treatment revealed higher cell viability than those obtained by plasma oxidation (p = 0.05).



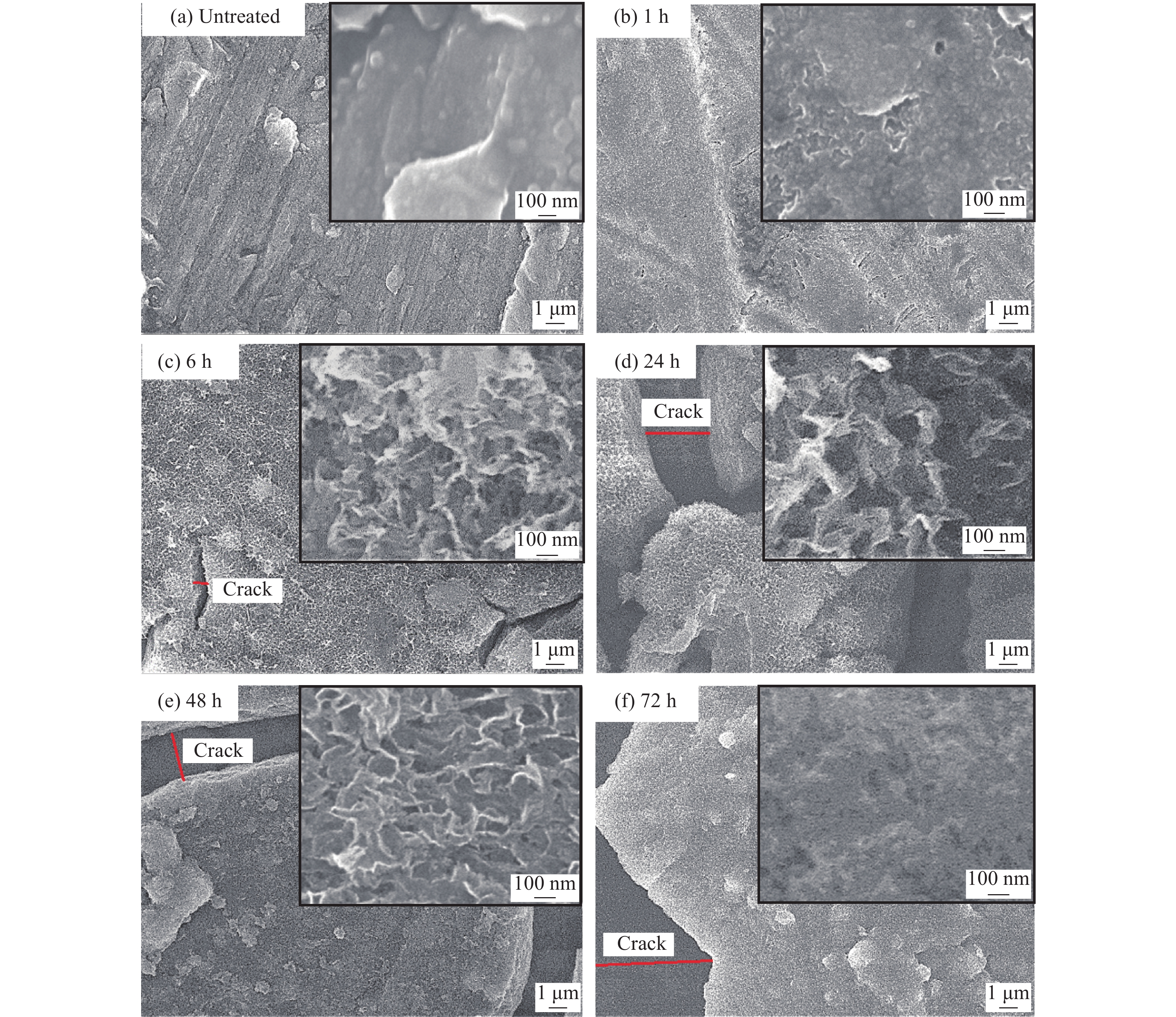
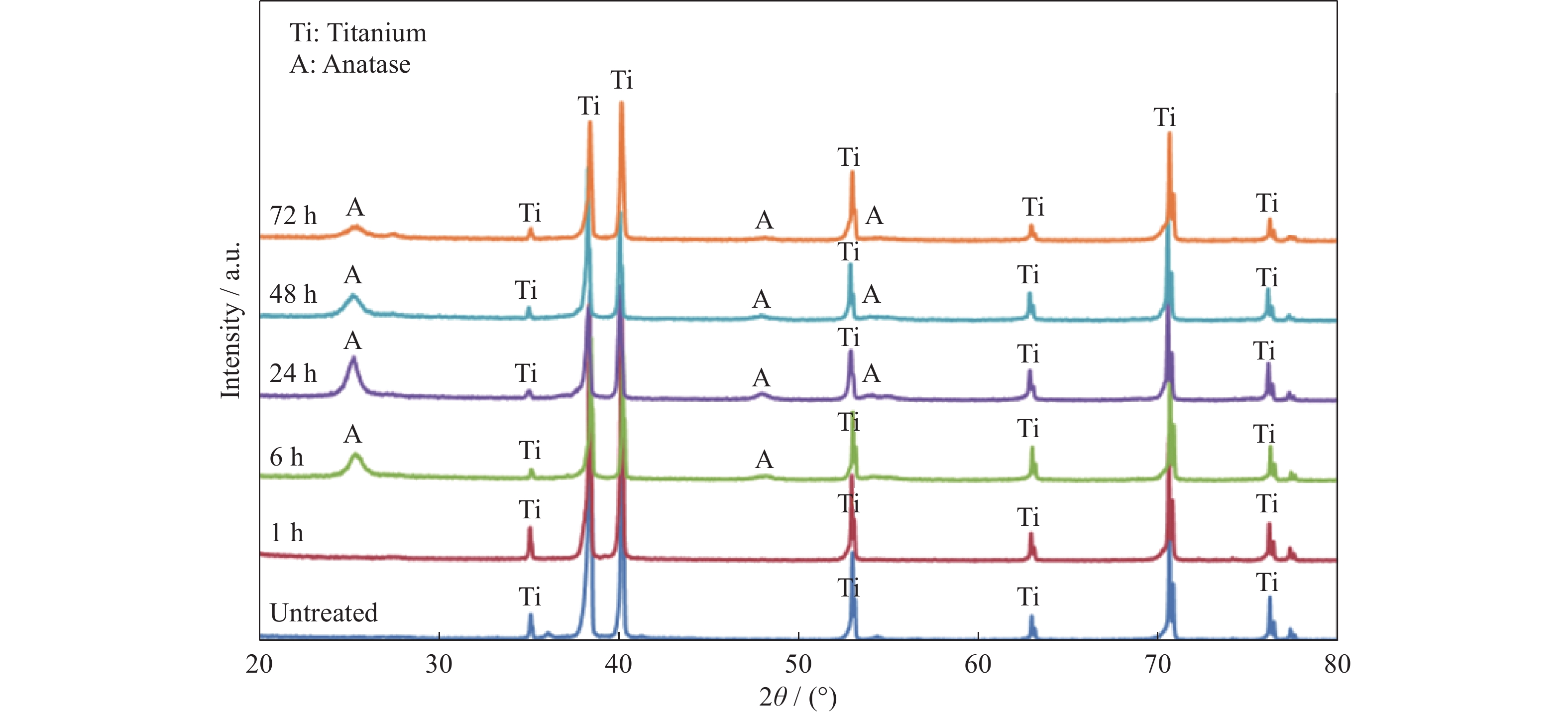
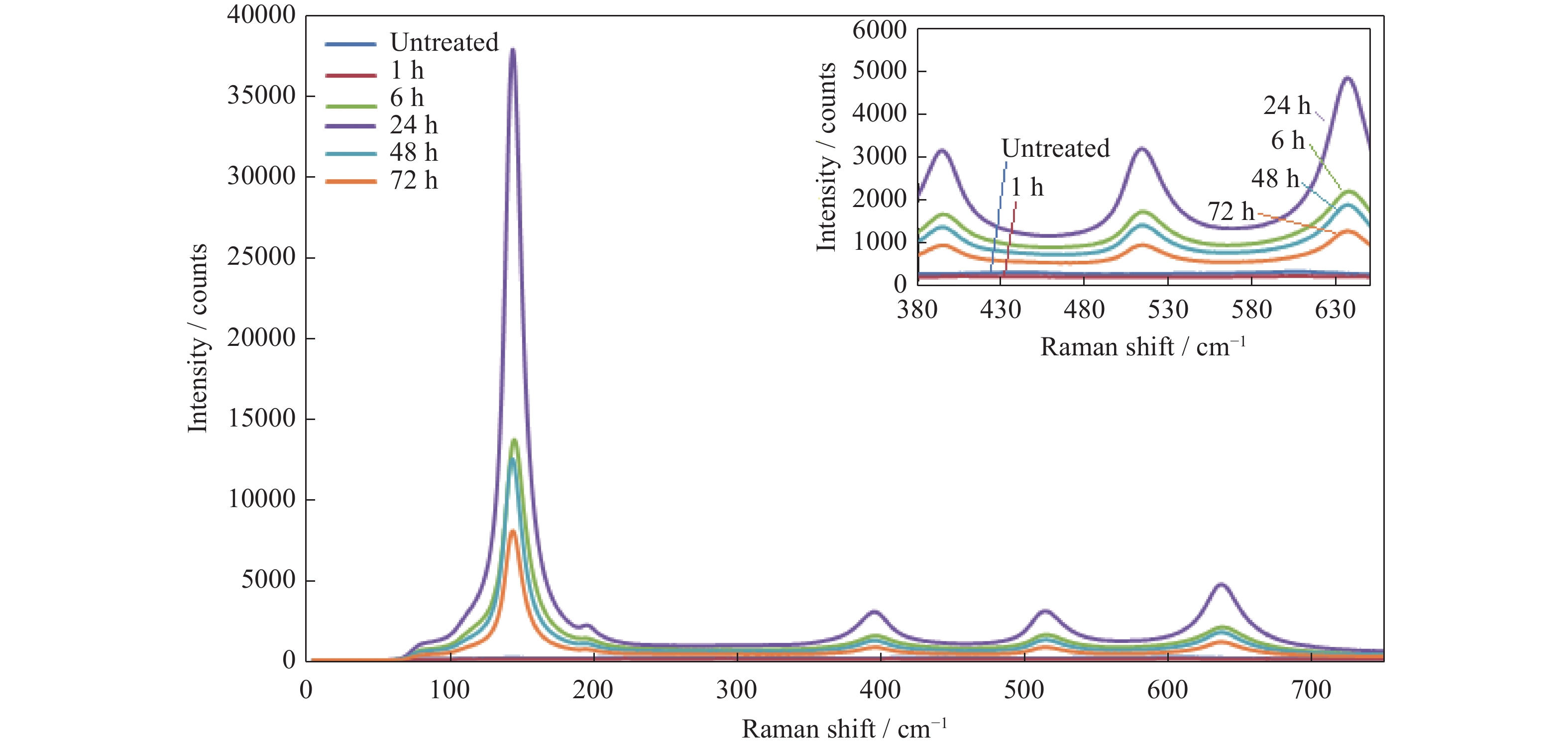
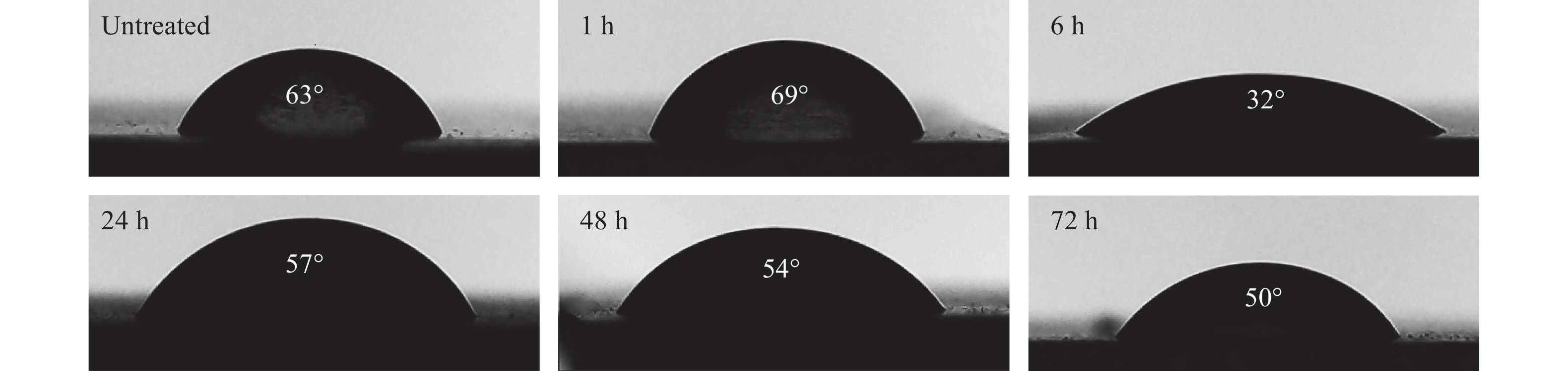
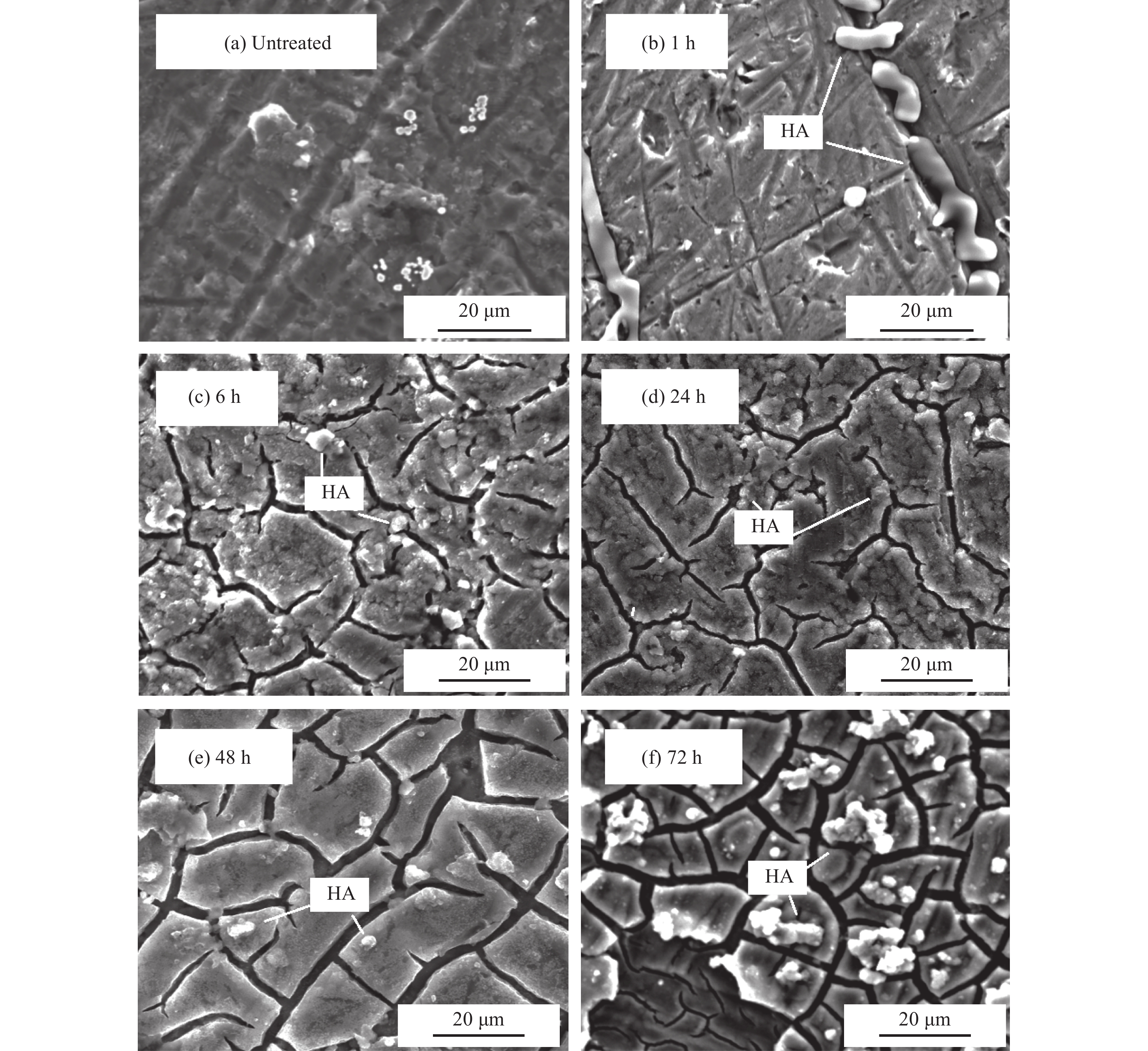
The surface treatment is important for titanium and its alloys as promising candidates for dental implantation due to their bioinert surface. Titanium surface samples were modified using H2O2 solution at different times up to 72 h to boost their bioactivity. According to the results of the field emission scanning electron microscopy test, some nanostructures are formed on the surface of treated titanium samples and increased in size by increasing the time of treatment up to 24 h. After 24 h of application, the sharpness of nanostructures decreased and the micro-cracks and discontinuity in the coating surface increased. The results of the X-ray diffraction study and Raman spectroscopy revealed that anatase (TiO2) was formed on the surface of treated titanium samples. The peak intensity of Raman spectroscopy increased with an improvement in treatment time of up to 24 h and then decreased due to the discontinuity of the coating. Full wettability and ability to form apatite were reached at 6 h of treatment. It is clear that the treatment time has a significant effect on the surface treatment of titanium using the H2O2 solution.
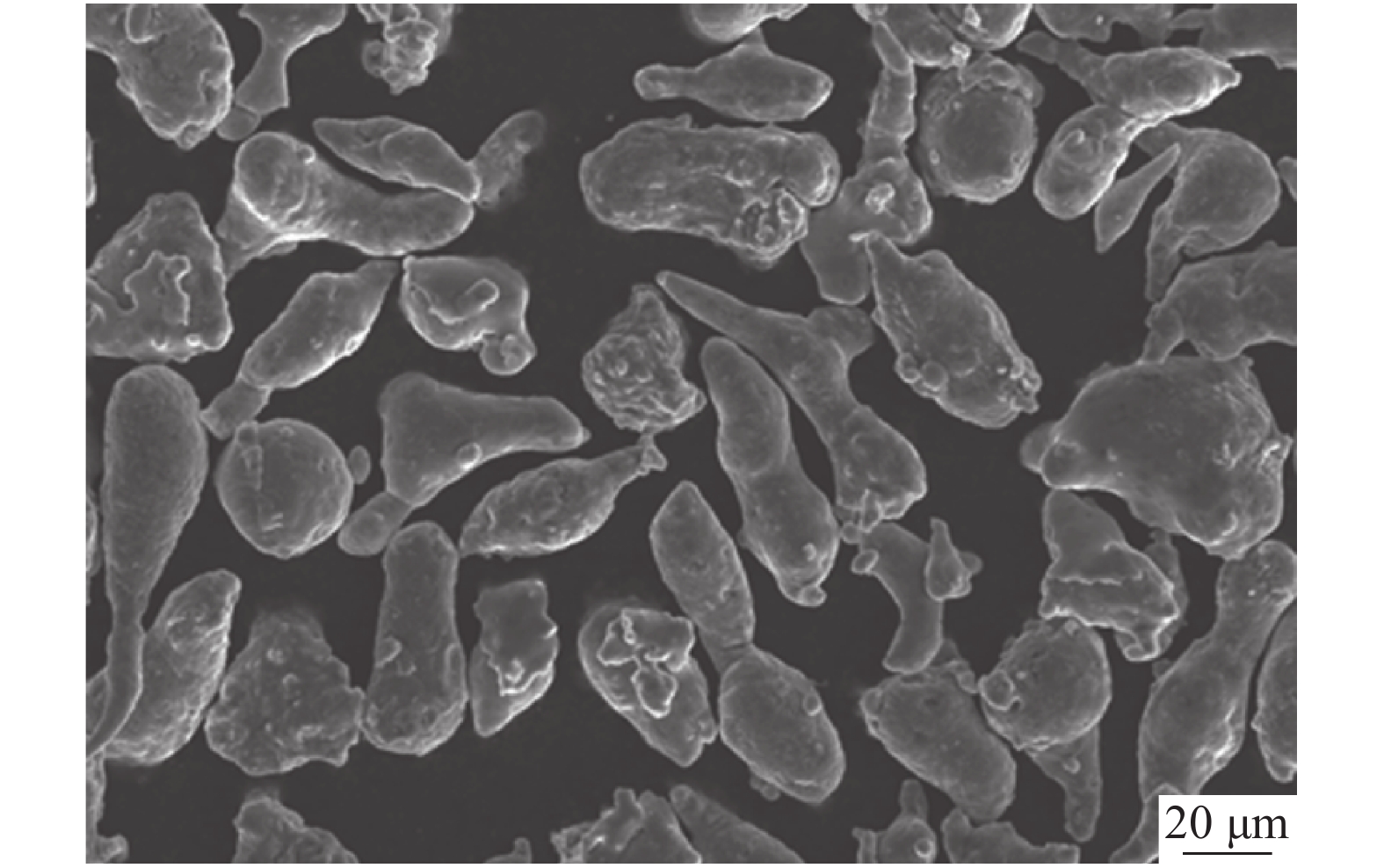
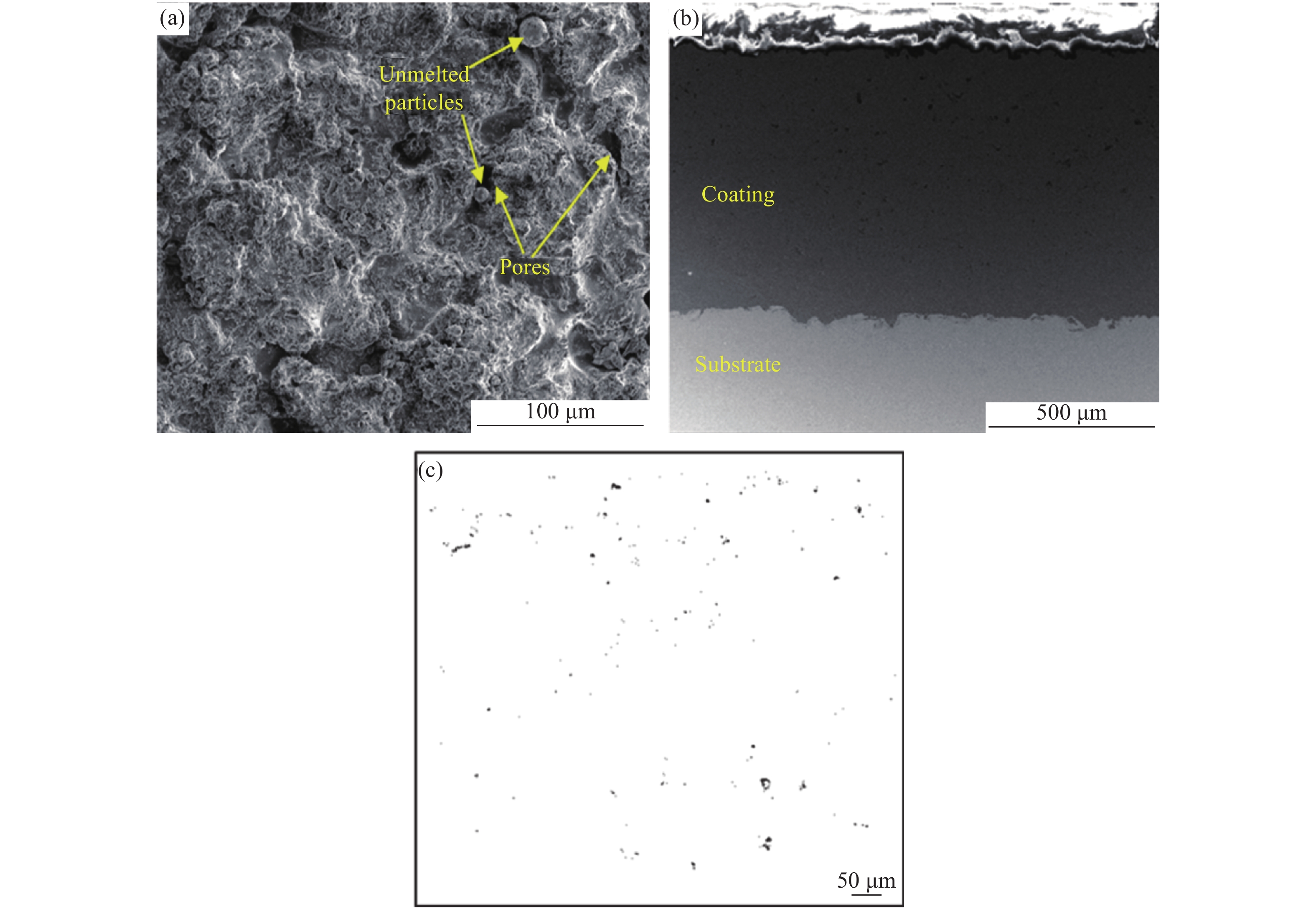
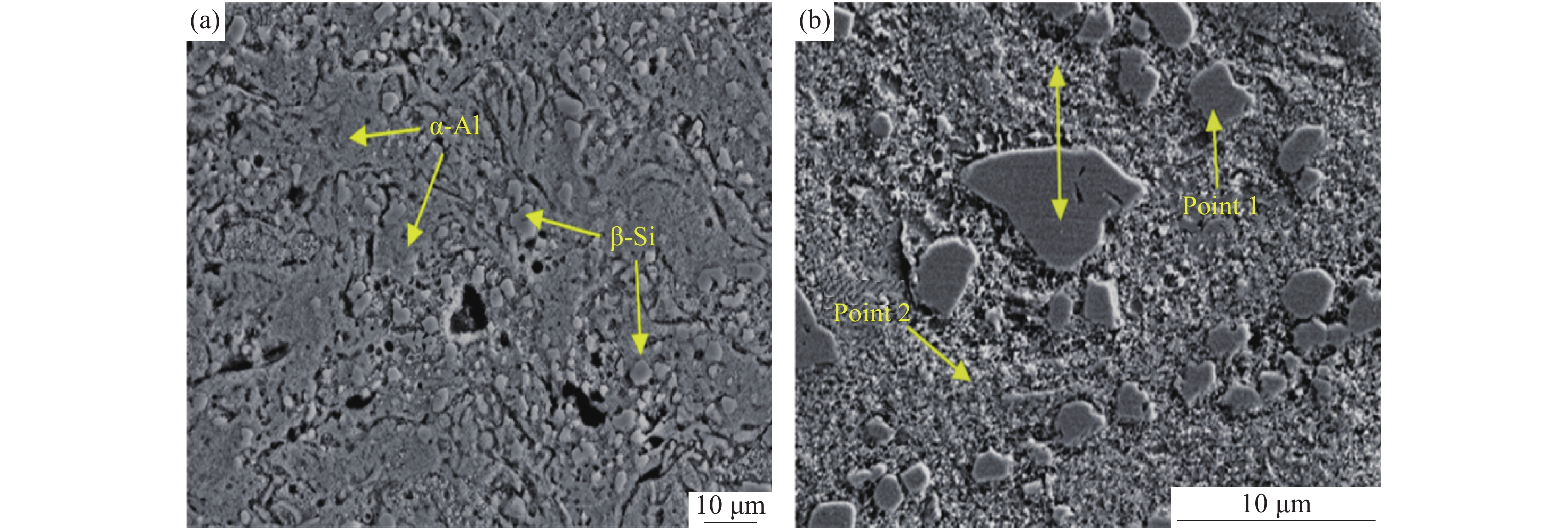
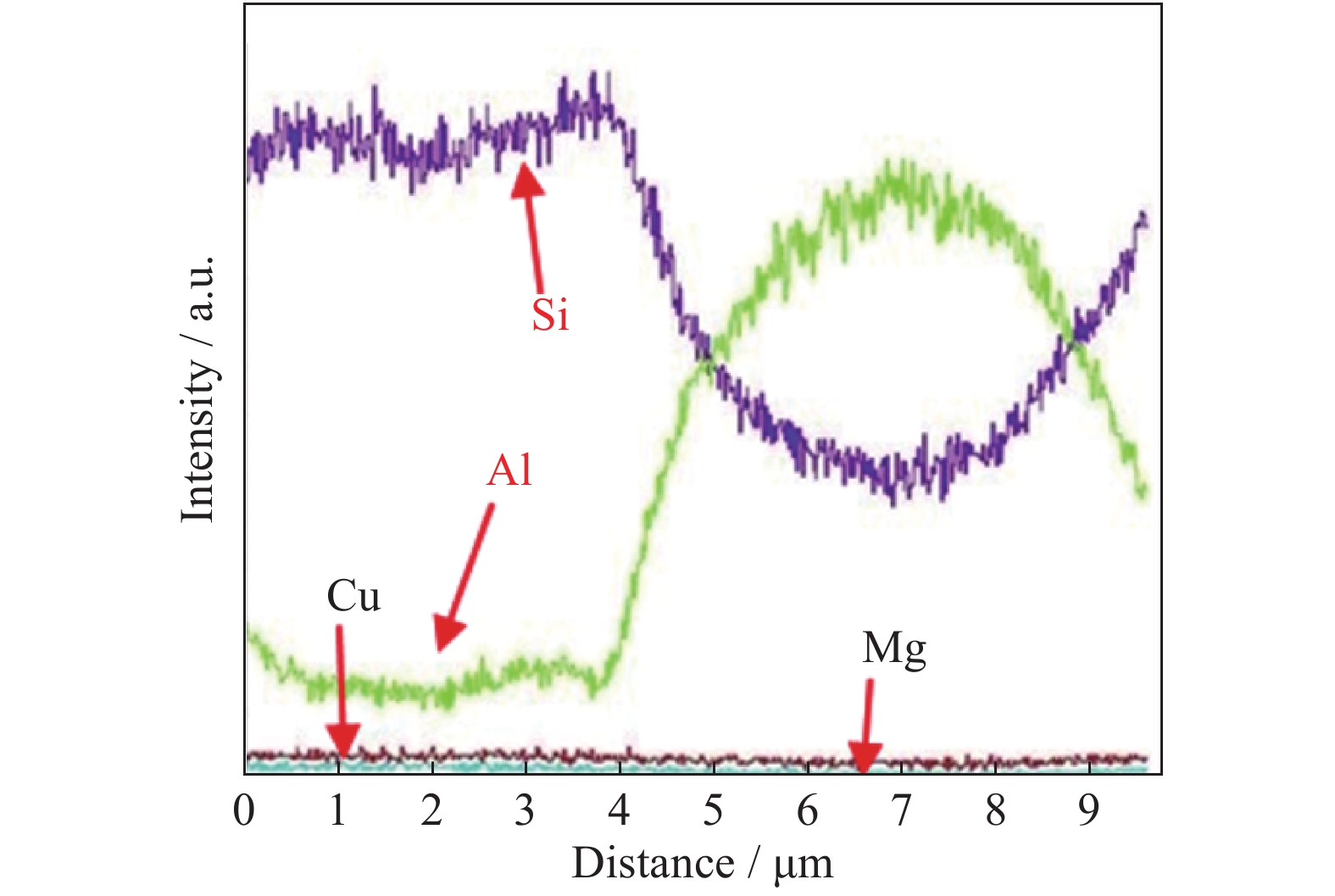
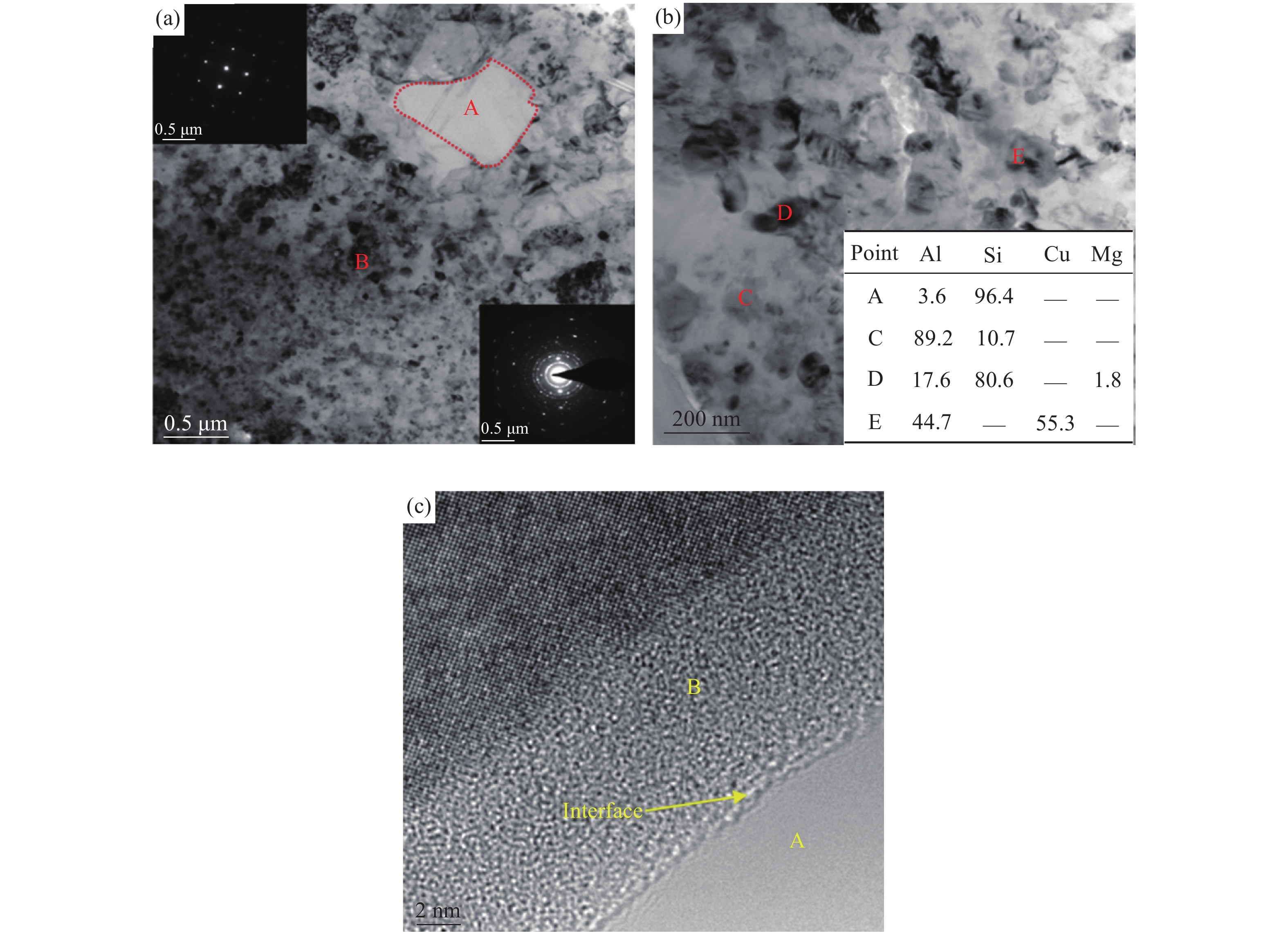
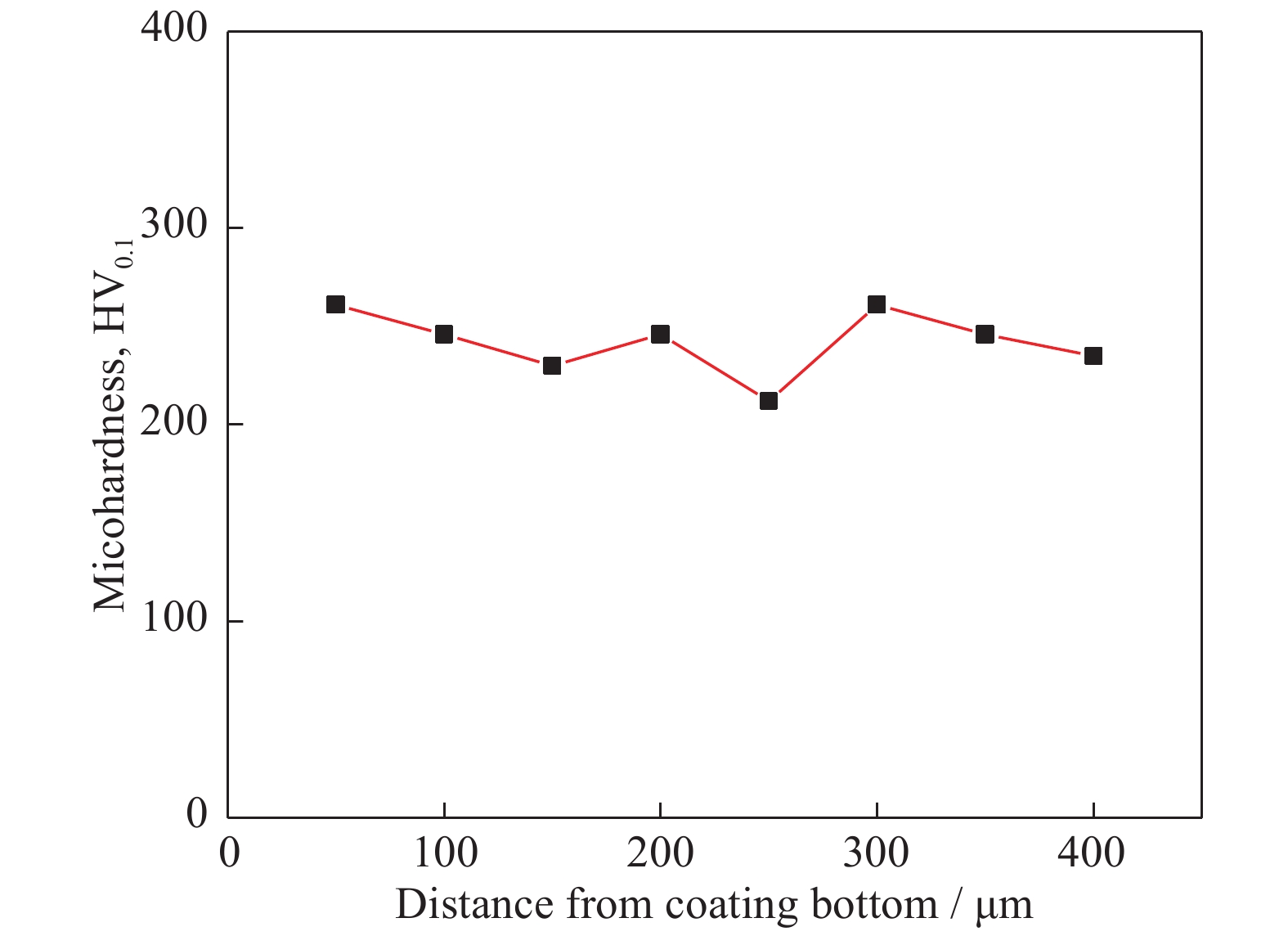
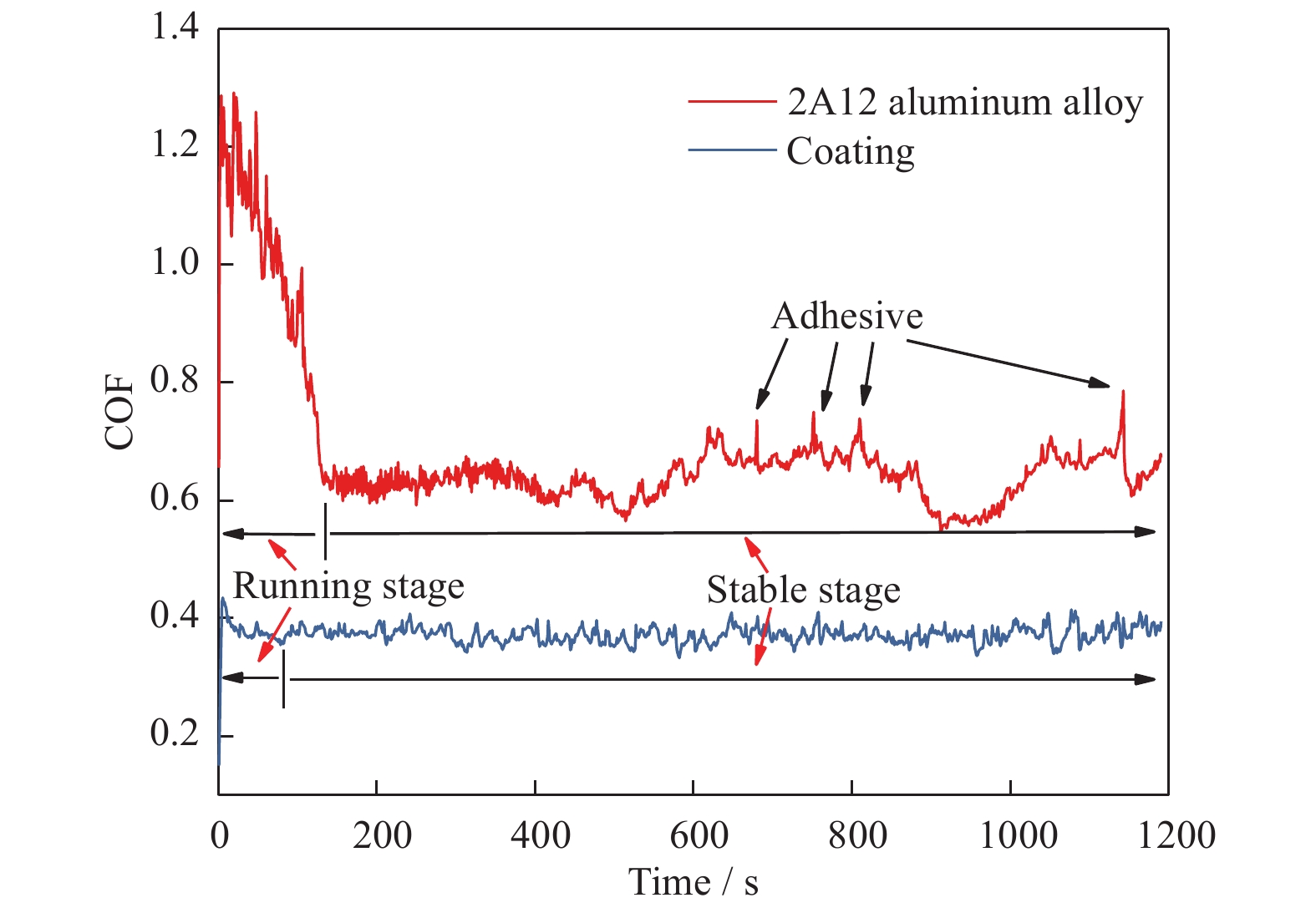
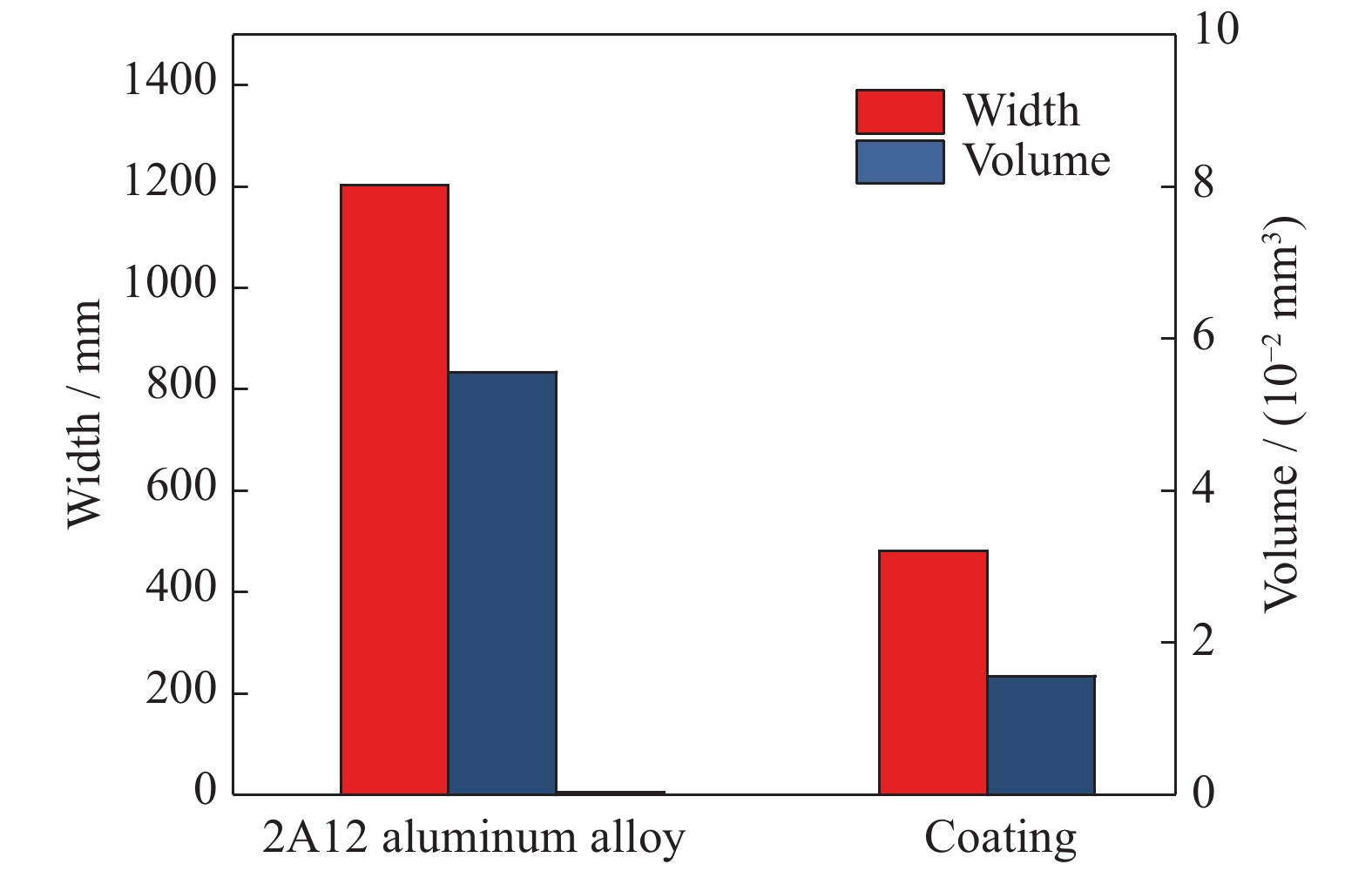
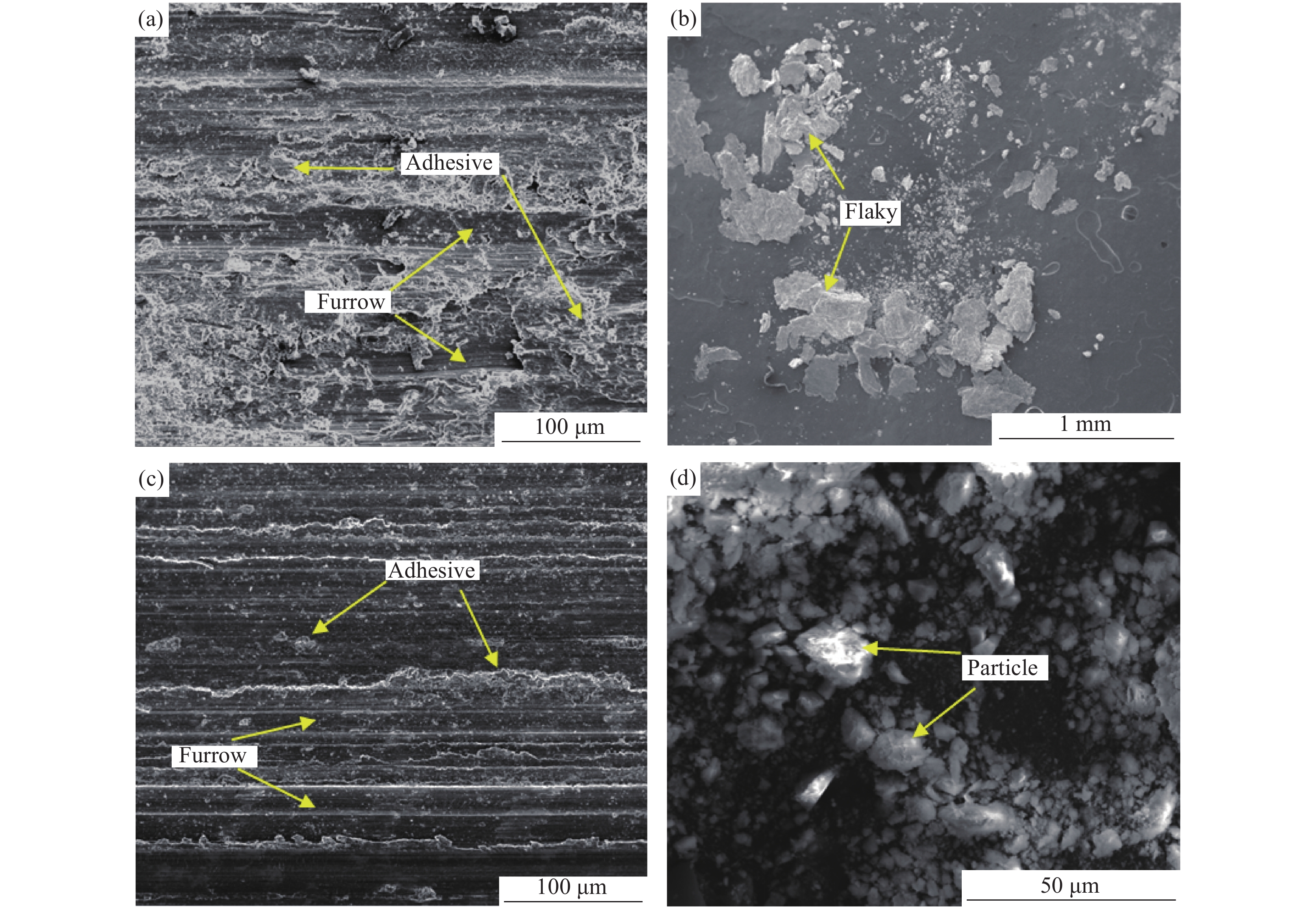
A high content silicon aluminum alloy (Al–25Si–4Cu–1Mg) coating was prepared on a 2A12 aluminum alloy by supersonic plasma spraying. The morphology and microstructure of the coating were observed and analyzed. The hardness, elastic modulus, and bonding strength of the coating were measured. The wear resistance of the coating and 2A12 aluminum alloy was studied by friction and wear test. The results indicated that the coating was compact and the porosity was only 1.5%. The phase of the coating was mainly composed of α-Al and β-Si as well as some hard particles (Al9Si, Al3.21Si0.47, and CuAl2). The average microhardness of the coating was HV 242, which was greater than that of 2A12 aluminum alloy (HV 110). The wear resistance of the coating was superior to 2A12 aluminum alloy. The wear mechanism of the 2A12 aluminum alloy was primarily adhesive wear, while that of the coating was primarily abrasive wear. Therefore, it is possible to prepare a high content silicon aluminum alloy coating with good wear resistance on an aluminum alloy by supersonic plasma spraying.

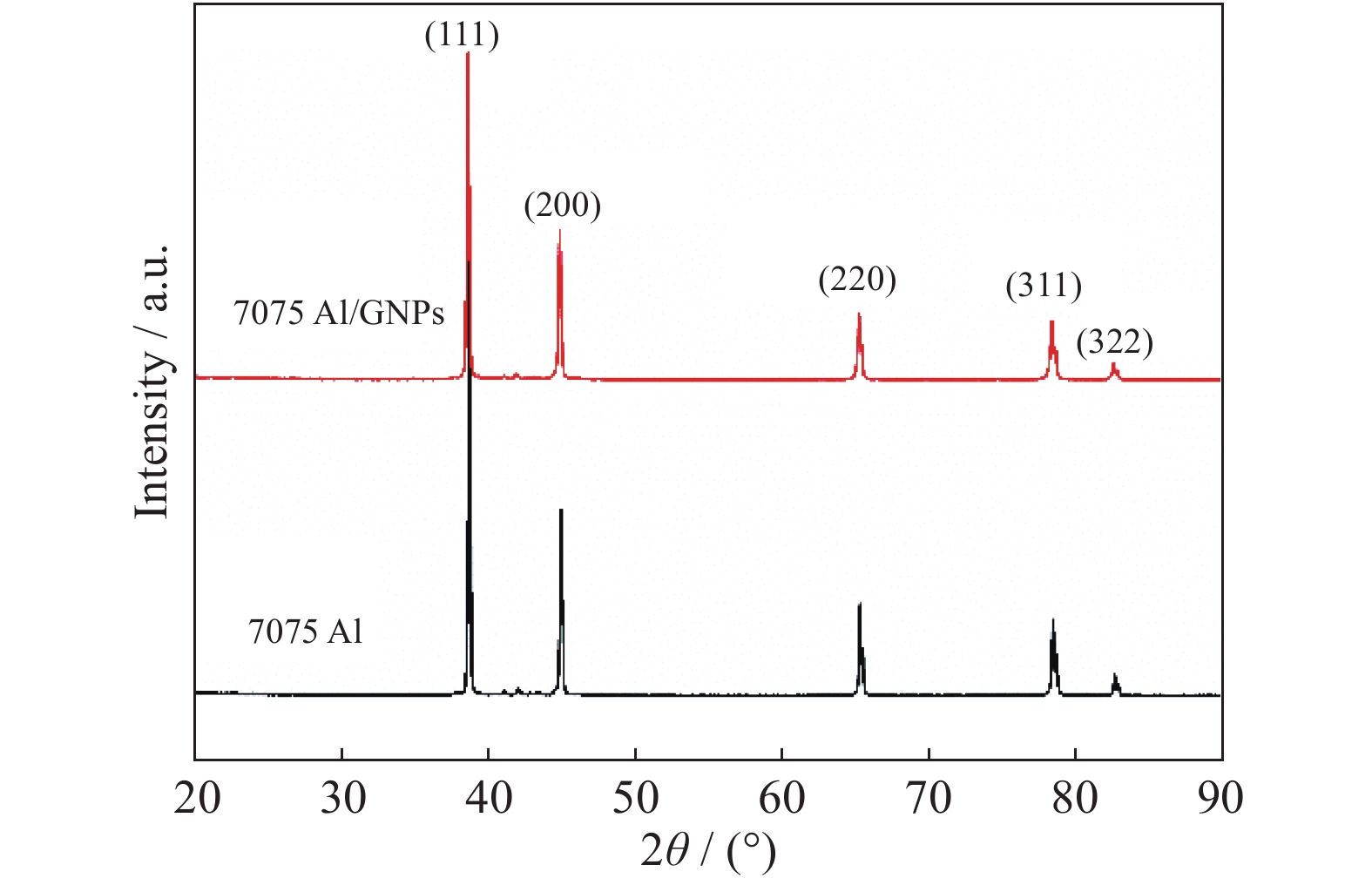
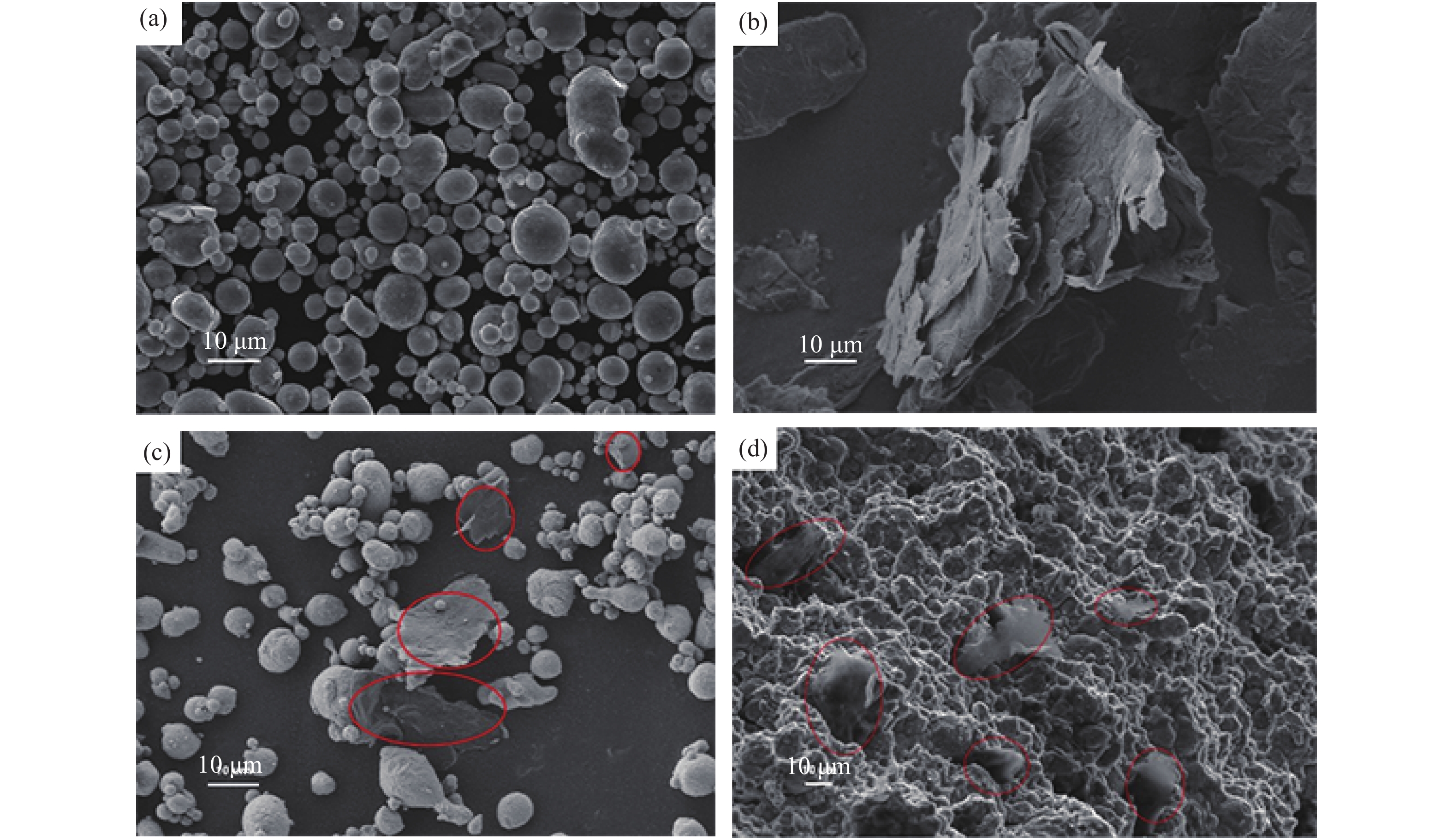
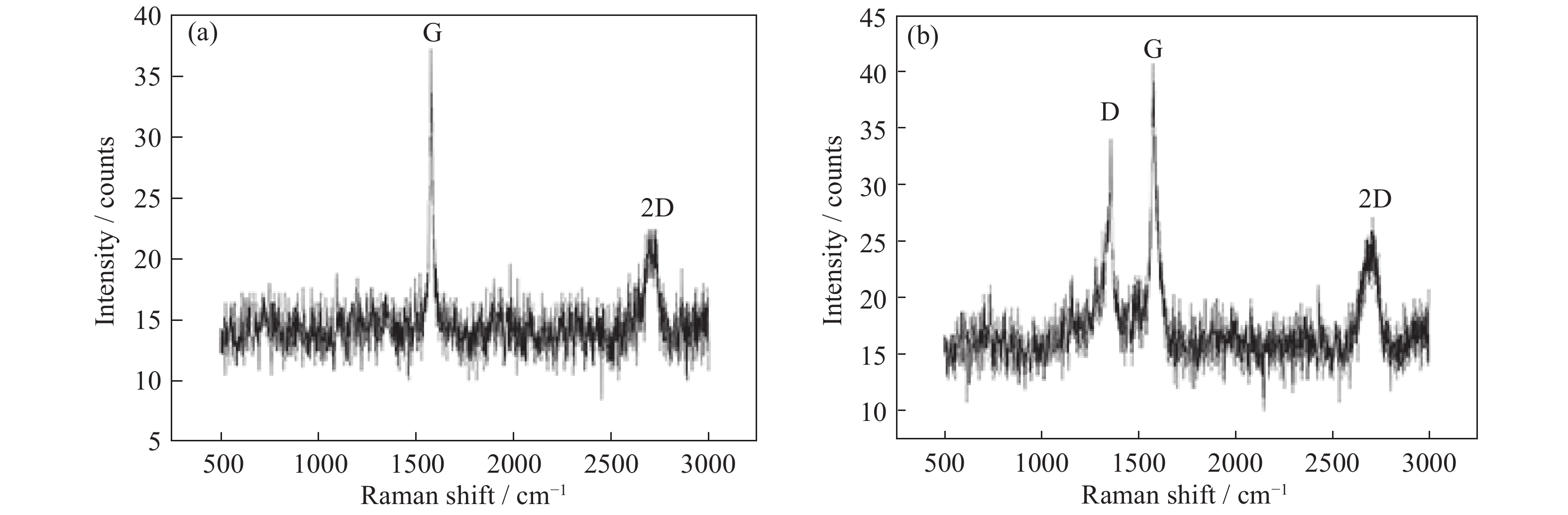
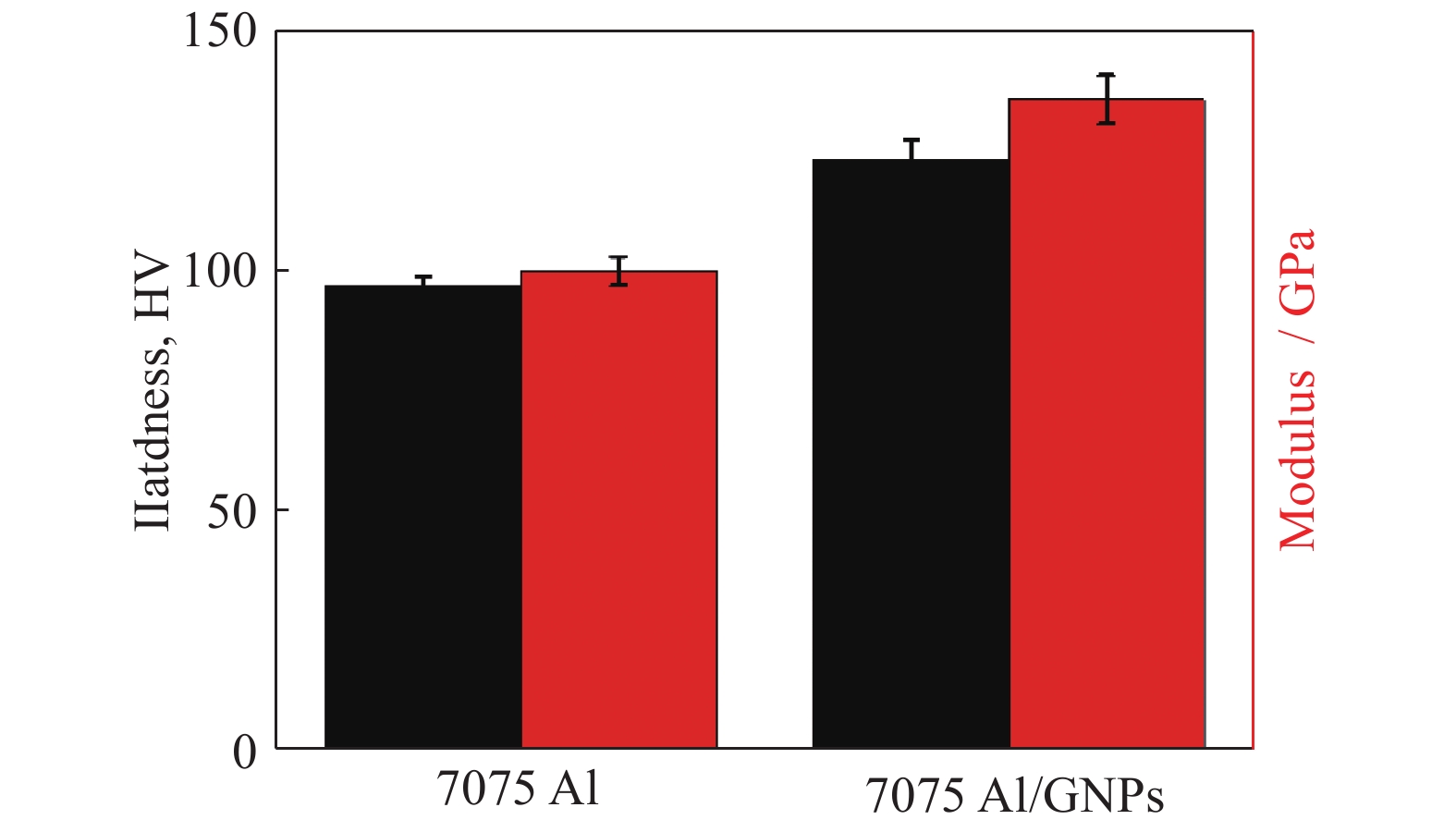
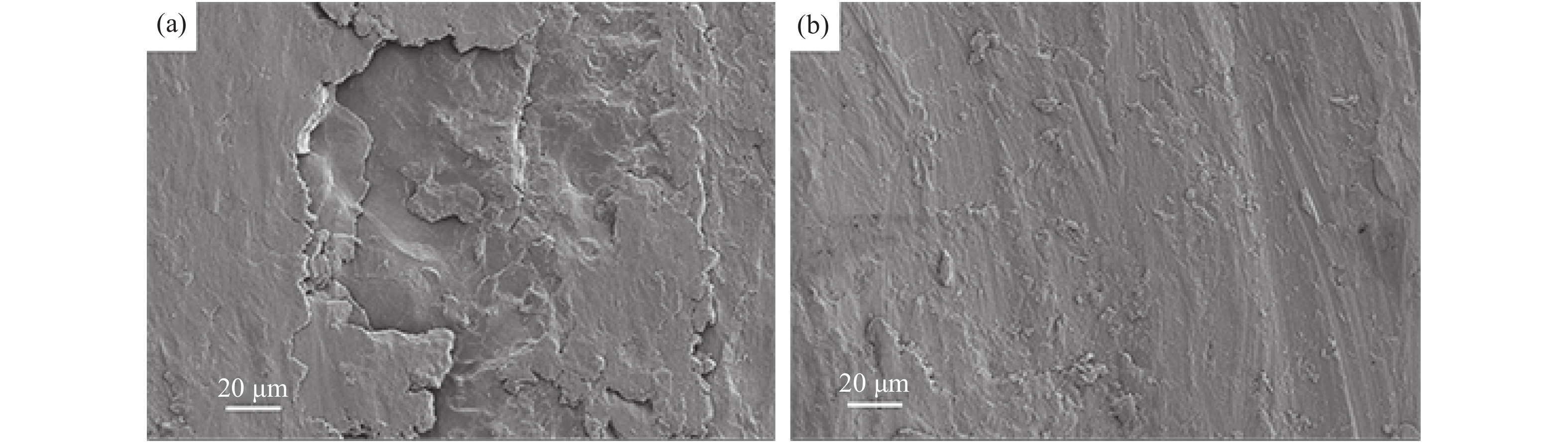
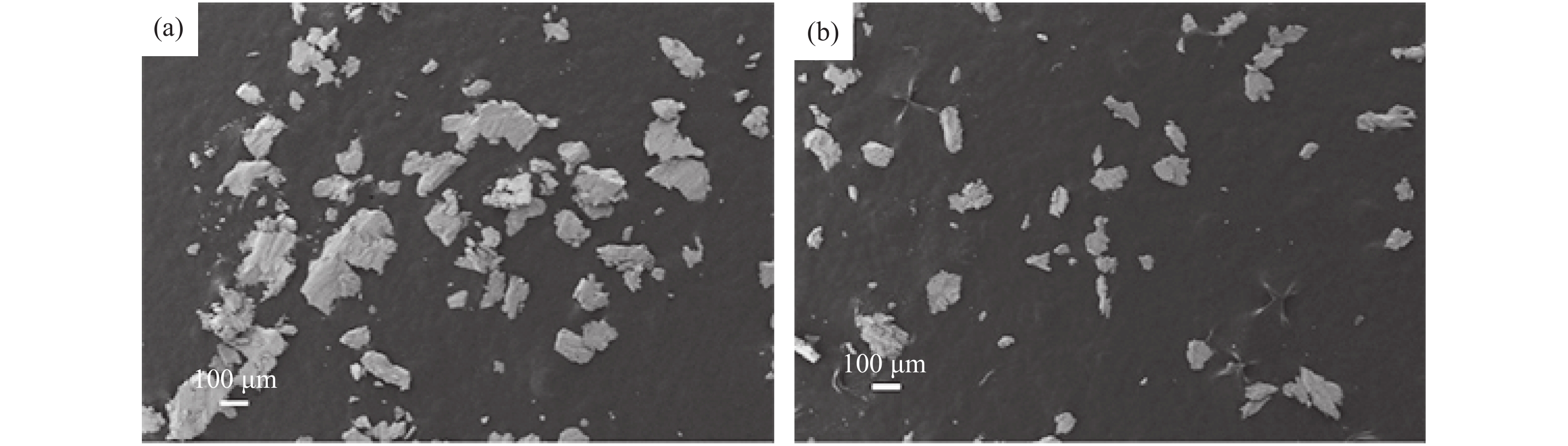
A 0.3wt% graphene nanoplatelets (GNPs) reinforced 7075 aluminum alloy matrix (7075 Al) composite was fabricated by spark plasma sintering and its strength and wear resistance were investigated. The microstructures of the internal structure, the friction surface, and the wear debris were characterized by scanning electron microscopy, X-ray diffraction, and Raman spectroscopy. Compared with the original 7075 aluminum alloy, the hardness and elastic modulus of the 7075 Al/GNPs composite were found to have increased by 29% and 36%, respectively. The results of tribological experiments indicated that the composite also exhibited a lower wear rate than the original 7075 aluminum alloy.

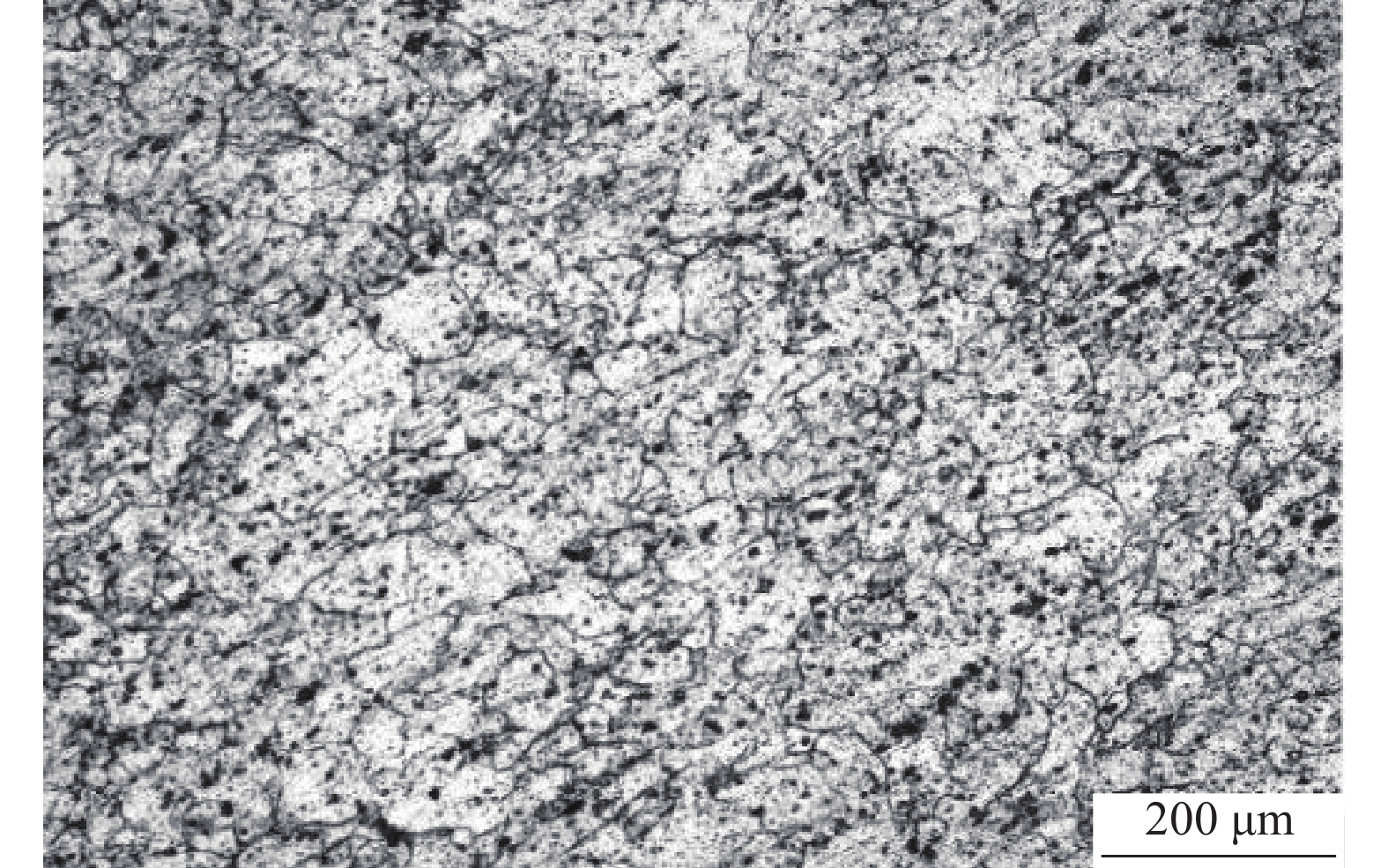
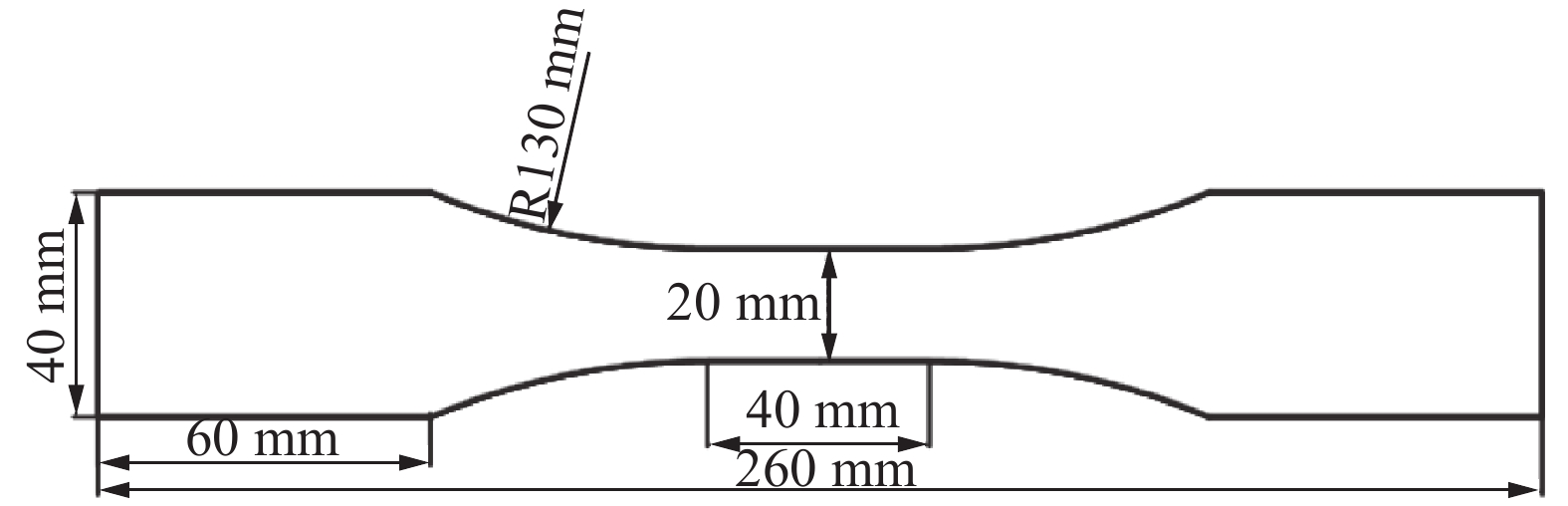
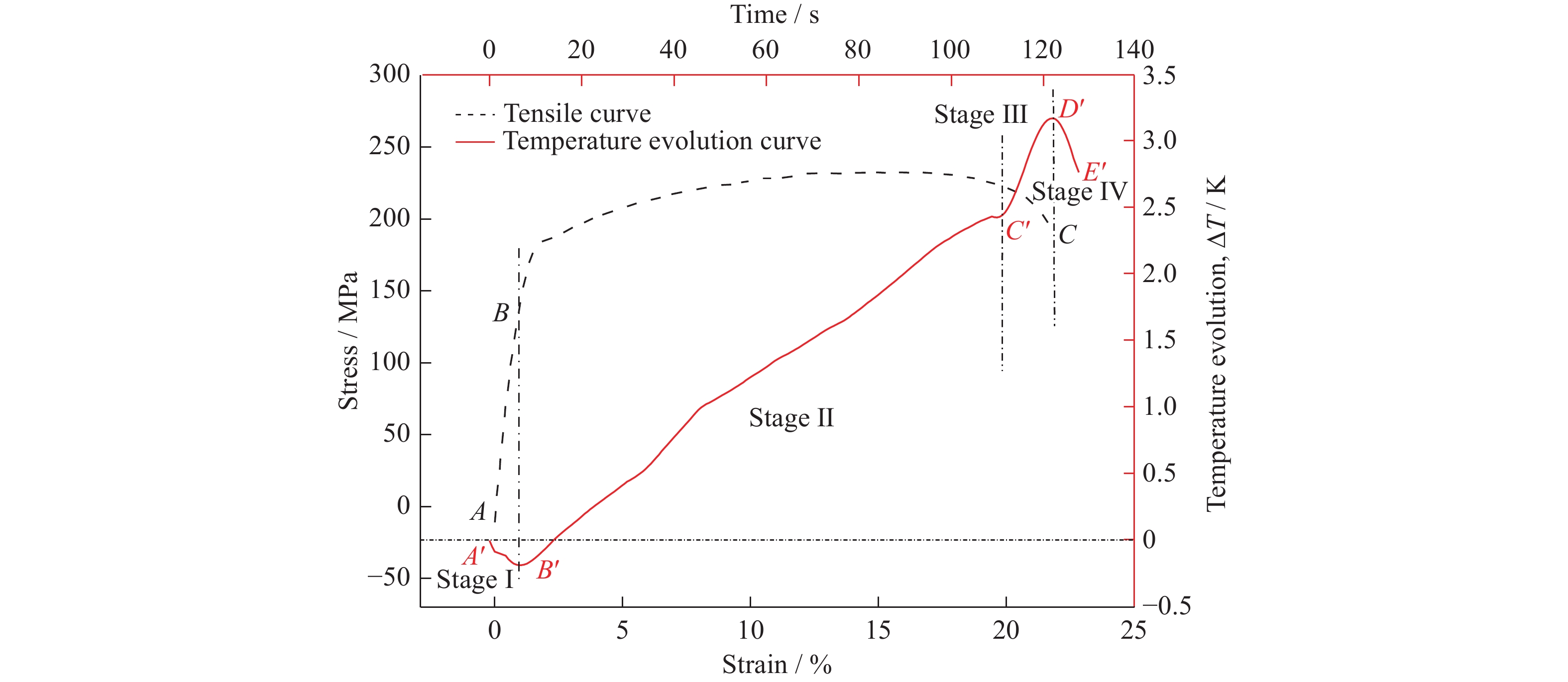
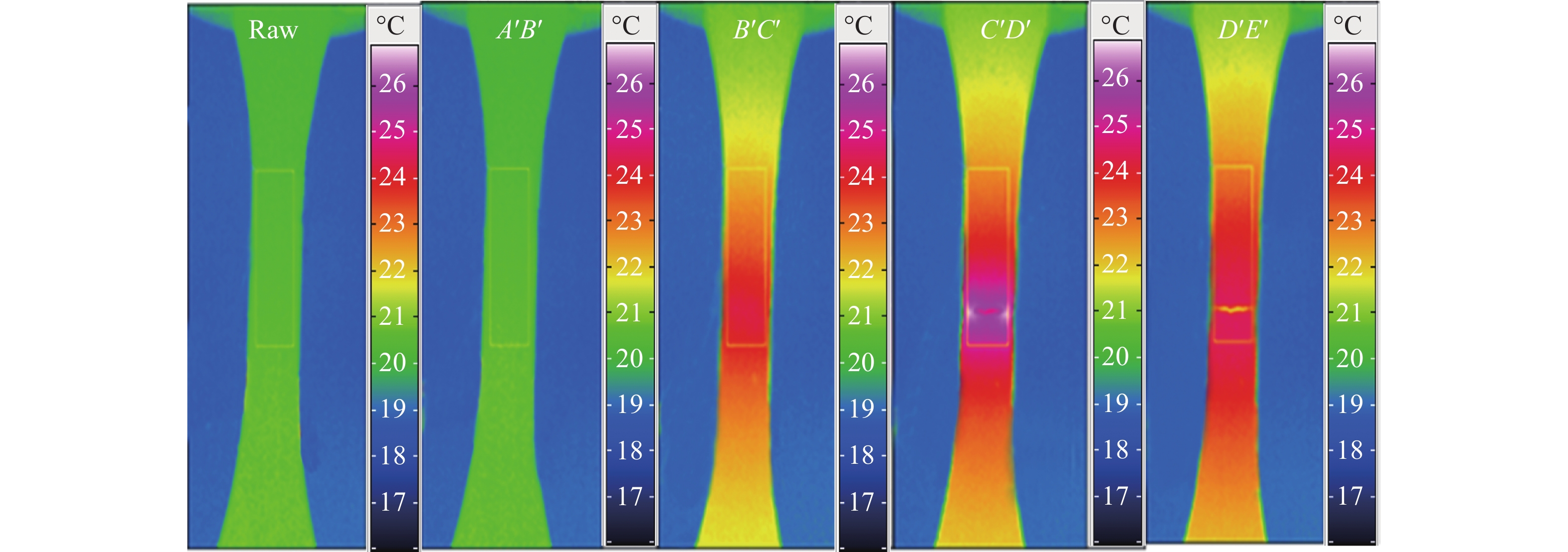
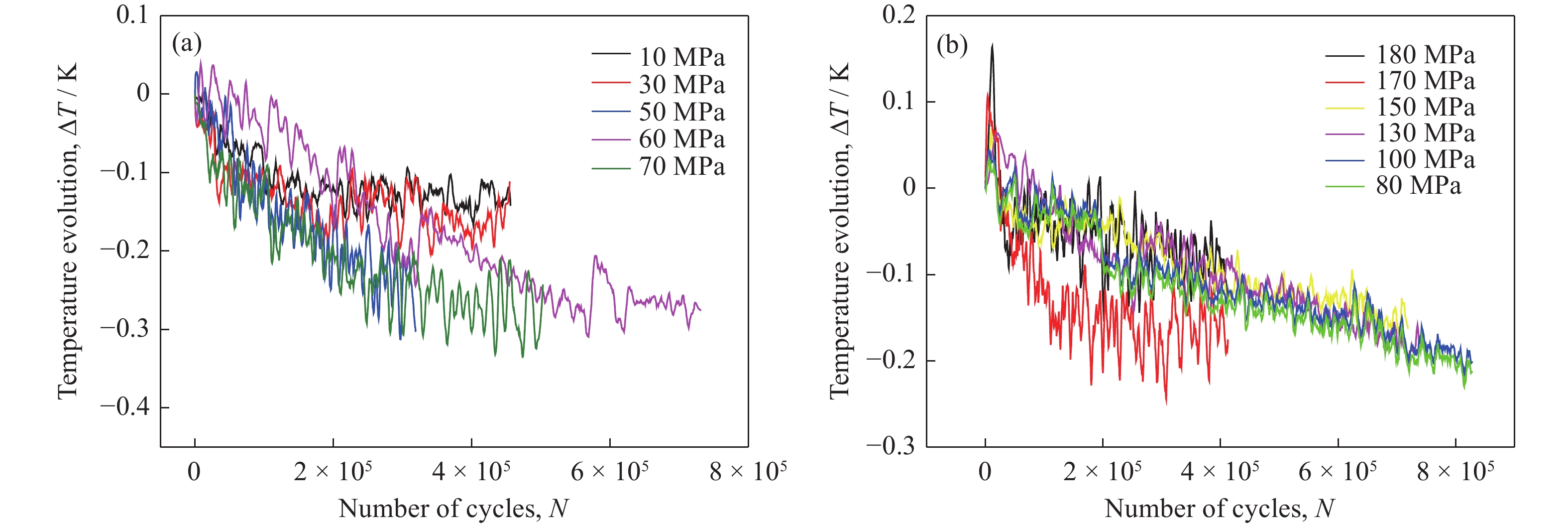
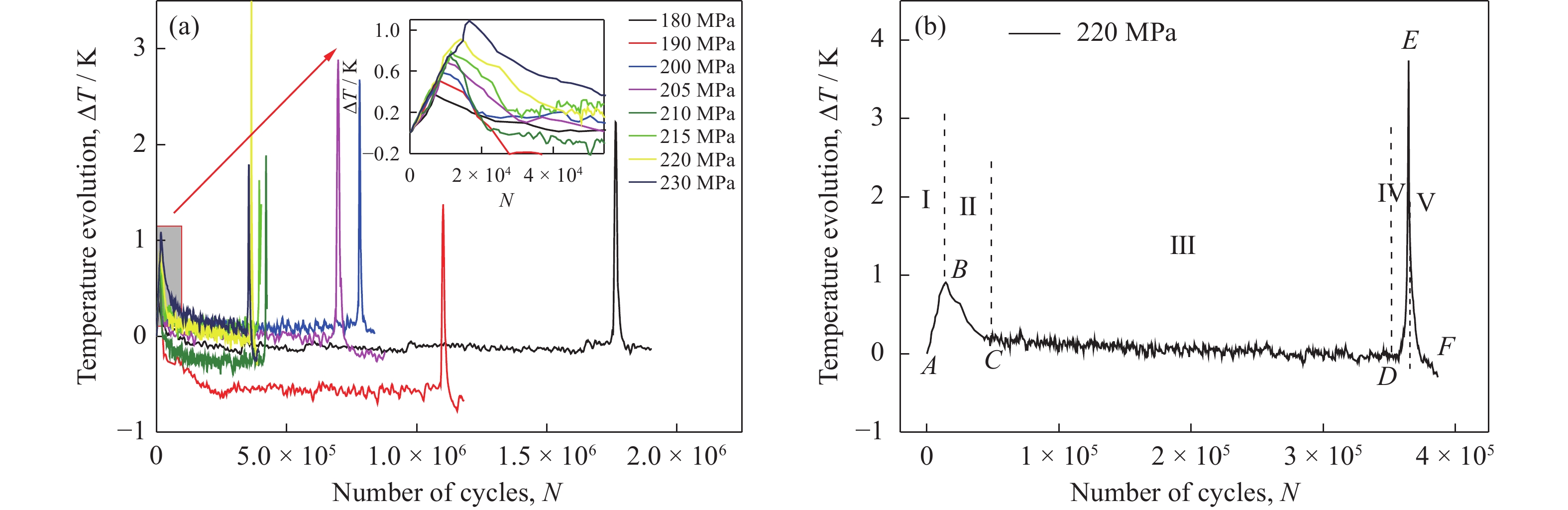
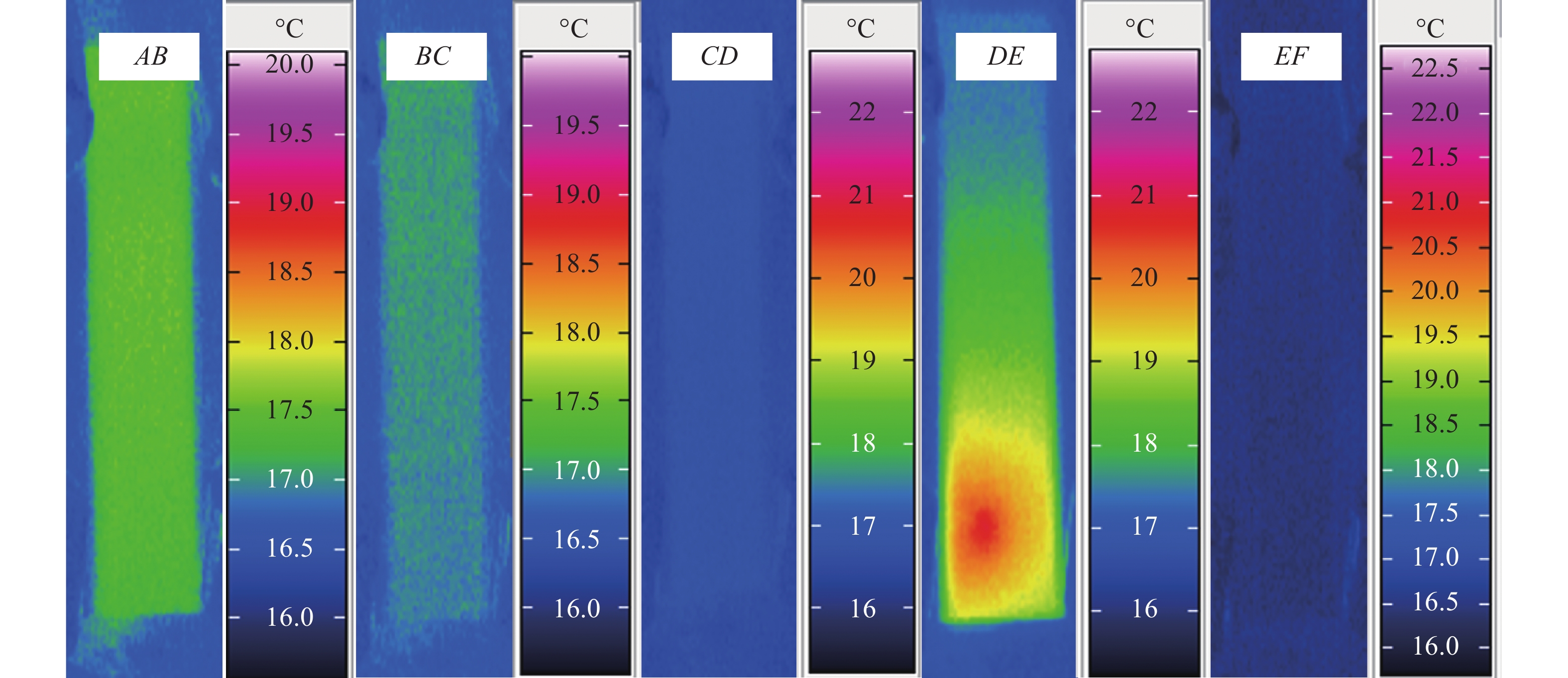
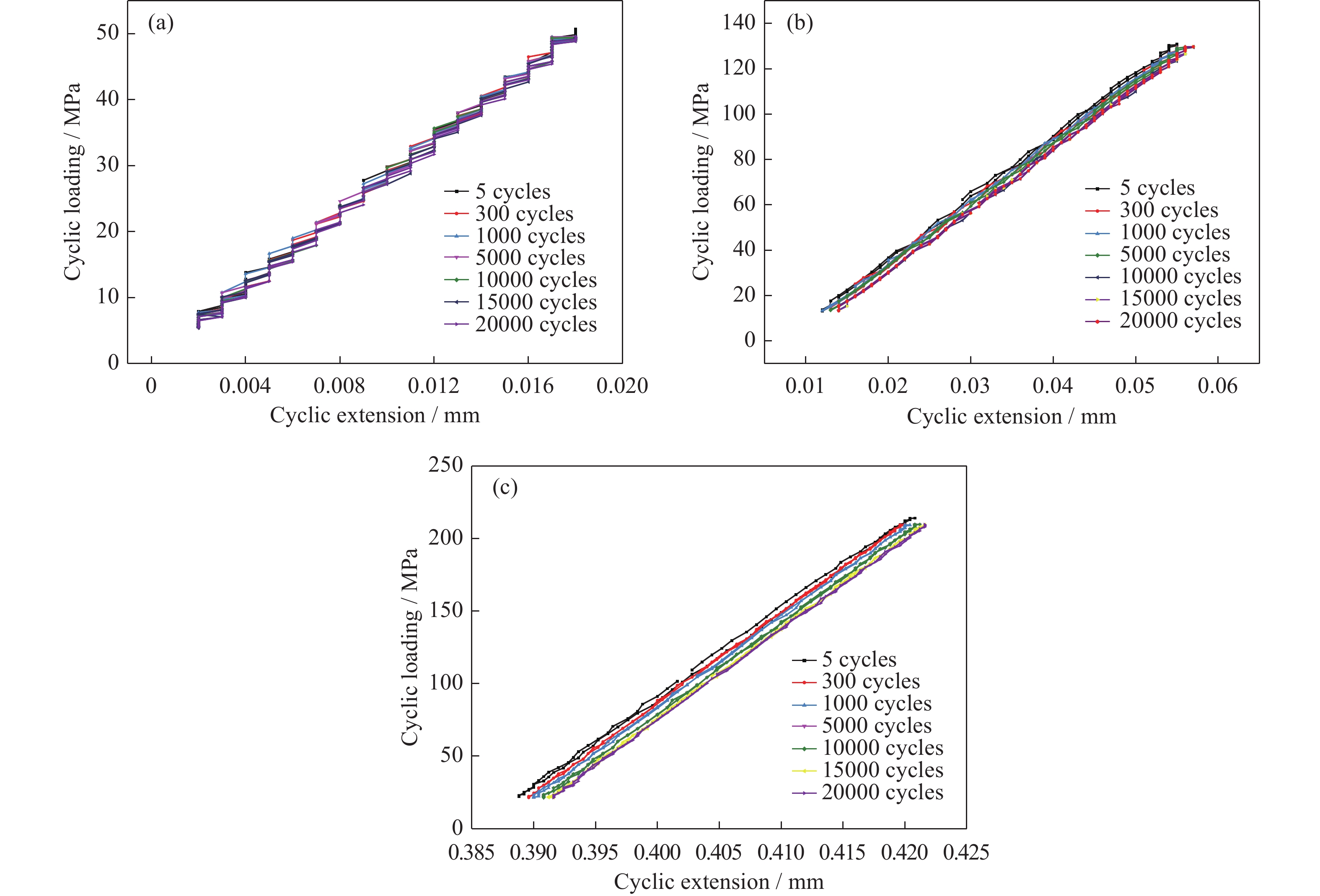
To quickly predict the fatigue limit of 6061 aluminum alloy, two assessment methods based on the temperature evolution and the steady ratcheting strain difference under cyclic loading, respectively, were proposed. The temperature evolutions during static and cyclic loadings were both measured by infrared thermography. Fatigue tests show that the temperature evolution was closely related to the cyclic loading, and the cyclic loading range can be divided into three sections according to the regular of temperature evolution in different section. The mechanism of temperature evolution under different cyclic loadings was also analyzed due to the thermoelastic, viscous, and thermoplastic effects. Additionally, ratcheting strain under cyclic loading was also measured, and the results show that the evolution of the ratcheting strain under cyclic loading above the fatigue limit undergone three stages: the first increasing stage, the second steady state, and the final abrupt increase stage. The fatigue limit of the 6061 aluminum alloy was quickly estimated based on transition point of linear fitting of temperature increase and the steady value of ratcheting strain difference. Besides, it is feasible and quick of the two methods by the proof of the traditional S–N curve.




 Submit Manuscript
Submit Manuscript E-mail alert
E-mail alert RSS
RSS

